Развертывание — операция по обработке ранее обработанных отверстий с высокой степенью точности (до 6-го квалитета) и малой шероховатостью обработанной поверхности (до Ra 0,63 мкм). Обработка развертыванием выполняется после предварительного сверления, рассверливания и зенкерования. Осуществляется развертывание как вручную, так и на станках, как правило, стационарных.
Для осуществления процесса развертывания отверстий применяют инструменты (ручные и машинные развертки) и специальные приспособления, обеспечивающие смену режущего инструмента без изменения положения заготовки (быстросменные сверлильные патроны) и ориентацию режущего инструмента относительно оси обрабатываемого отверстия (самоцентрирующиеся сверлильные патроны и качающиеся оправки). В качестве стационарного оборудования применяют радиально- и вертикальносверлильные станки.
Инструменты и приспособления, применяемые при развертывании, выбирают в зависимости от способа обработки (ручное или машинное развертывание).
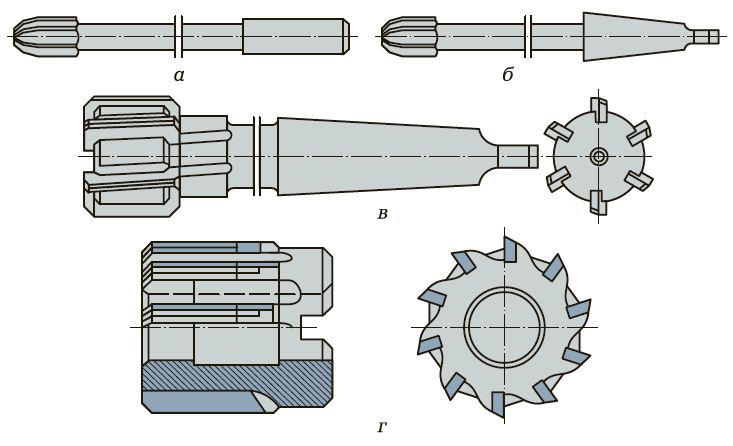
Развертки для ручного развертывания (рис. 1) имеют на конце квадратную часть, на которой устанавливается вороток для вращения развертки в обрабатываемом отверстии. Применяют ручные развертки для обработки отверстий диаметром 3…50 мм в заготовках из материалов невысокой твердости (конструкционная сталь, чугун, медные и алюминиевые сплавы).
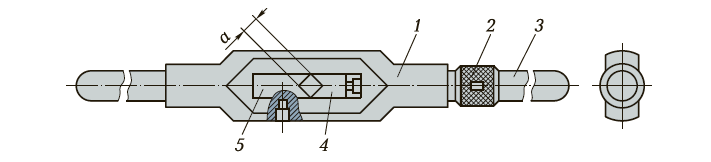
Вороток (рис. 2) применяют при развертывании отверстий вручную для создания вращающего момента на режущем инструменте. Он устанавливается на квадратной части ручной развертки и вращается вручную, передавая вращательный момент и усилие резания на обрабатывающий инструмент.
Рис. 2. Раздвижной вороток: 1 — рамка; 2 — муфта; 3 — рукоятка; 4, 5 — соответственно подвижный и неподвижный сухарь; а — сторона квадрата
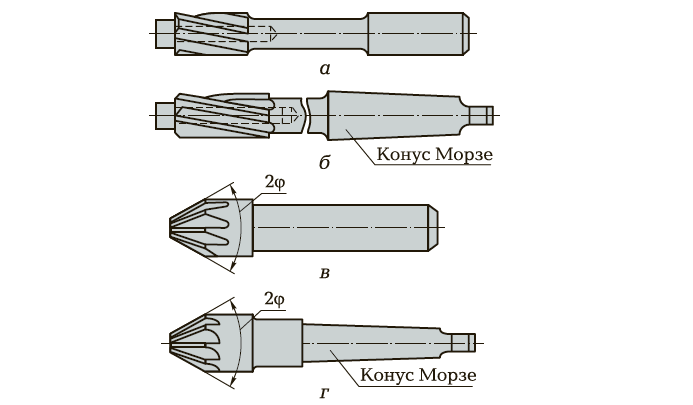
Машинные развертки бывают цельными и насадными. Их изготавливают из быстрорежущей стали или армируют пластинами из твердого сплава. Цельные машинные развертки применяют при обработке отверстий диаметром 3…100 мм, насадные — при обработке отверстий диаметром 25…300 мм и отверстий в труднообрабатываемых материалах (рис. 3).
Рис. 3. Развертки: а, б — цельные; в — насадная; г — насадная, оснащенная пластинами из твердого сплава
Приспособления для установки инструментов. Для соединения инструмента со шпинделем вертикально- или радиально-сверлильного станка целесообразно применять специальные приспособления, которые обеспечивают совпадение оси вращения развертки с осью обрабатываемого отверстия.
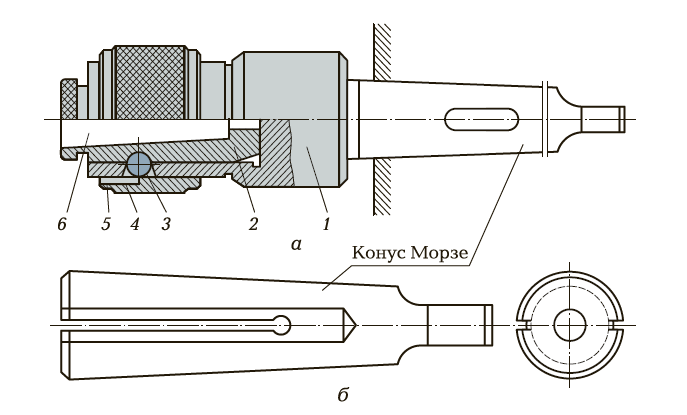
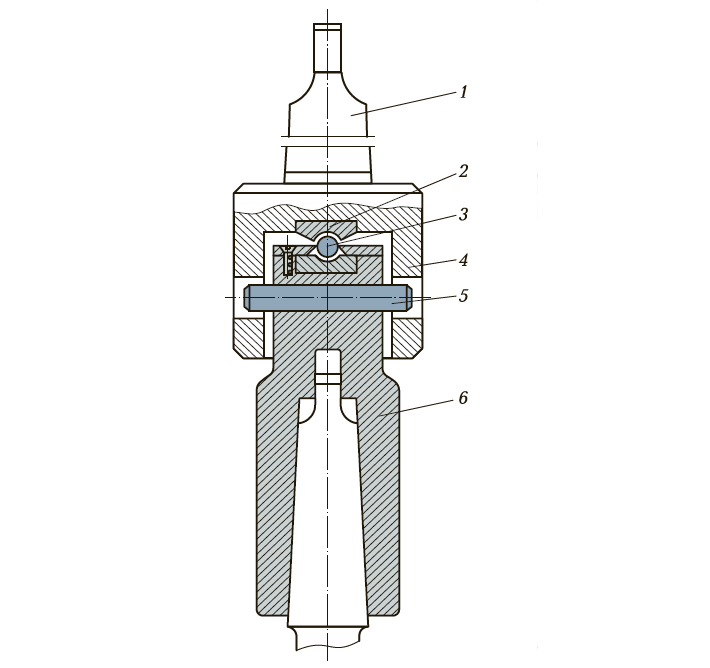
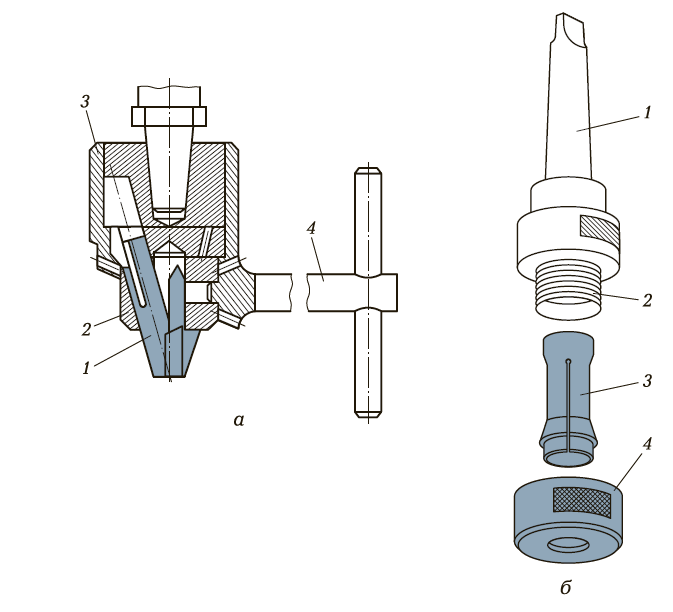
Быстросменный сверлильный патрон (рис. 4) используется в тех случаях, когда осуществляется последовательная обработка отверстия сверлением, зенкерованием и развертыванием. Он позволяет производить замену режущего инструмента без изменения положения обрабатываемой заготовки, что в свою очередь обеспечивает совпадение осей обрабатываемого отверстия и режущего инструмента.
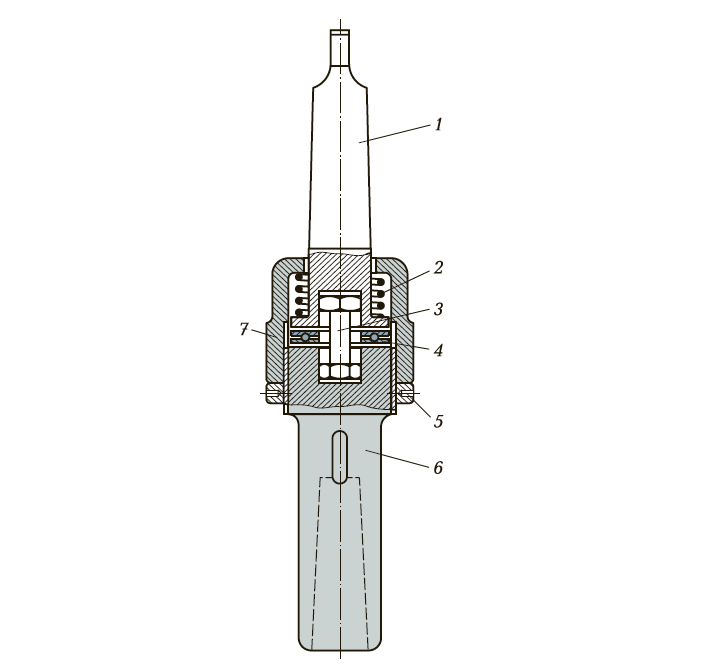
Самоустанавливающийся сверлильный патрон (рис. 5) применяют при обработке зенкерованием и развертыванием предварительно просверленных отверстий. Он обеспечивает центрирование инструмента вдоль оси отверстия.
Развертывание вручную и на вертикально- и радиально-сверлильных станках следует выполнять, придерживаясь ряда правил.
Необходимо точно соблюдать величину припуска на развертывание, руководствуясь справочными таблицами.
Сверление, зенкерование и развертывание отверстий на сверлильном станке машинной разверткой необходимо производить с одной установки заготовки.
В процессе развертывания отверстия в стальной заготовке необходимо обильно смазывать обрабатываемую поверхность маслом.
Чугунные заготовки следует обрабатывать всухую.
В процессе обработки следует периодически очищать развертку от стружки.
Ручное развертывание следует выполнять в два приема: вначале черновое, а затем чистовое.
Ручное развертывание следует осуществлять только по часовой стрелке.
При машинном развертывании весьма важным является правильное определение режимов обработки (скорость резания, частота вращения шпинделя сверлильного станка, подача инструмента) .
Режимы резания при обработке отверстий с применением стационарного оборудования выбирают в зависимости от твердости обрабатываемого материала и материала инструмента, а также от требований, предъявляемых к точности обработки и шероховатости обработанной поверхности. Выбор режимов резания в зависимости от этих параметров осуществляют, пользуясь справочными таблицами для соответствующего вида обработки (сверление, рассверливание, зенкерование, развертывание).
Зенкерование— операция, связанная с обработкой предварительно просверленных, штампованных, литых или полученных иными методами отверстий в целях придания им более правильной цилиндрической формы, а также достижения более высокой по сравнению со сверлением точности (до 8-го квалитета) и более низкой шероховатости (до Ra 1,25 мкм). Ручное механизированное оборудование (дрели) при зенкеровании не применяется, так как не может обеспечить необходимой точности обработки. Обработка ведется с использованием настольных сверлильных станков (при диаметре отверстий до 20 мм) и стационарного оборудования (вертикально- и радиально-сверлильных станков).
Разновидностями зенкерования являются зенкование и цекование.
Зенкование — обработка у основания просверленных отверстий цилиндрических или конических углублений под головки винтов или заклепок, а также выполнение фасок в отверстиях.
Цекование — операция по зачистке торцевых поверхностей при обработке бобышек под шайбы, гайки, стопорные кольца. Выполняется операция с использованием стационарного сверлильного оборудования.
Инструменты для зенкерования, зенкования и цекования. Для выполнения работ, связанных с зенкерованием и его разновидностями — зенкованием и цекованием, применяют специальные инструменты: зенкеры, зенковки и цековки.
Зенкеры в отличие от сверла имеют большее число режущих кромок (три или четыре), что обеспечивает получение поверхности с более высокими показателями по точности и шероховатости обработанной поверхности.
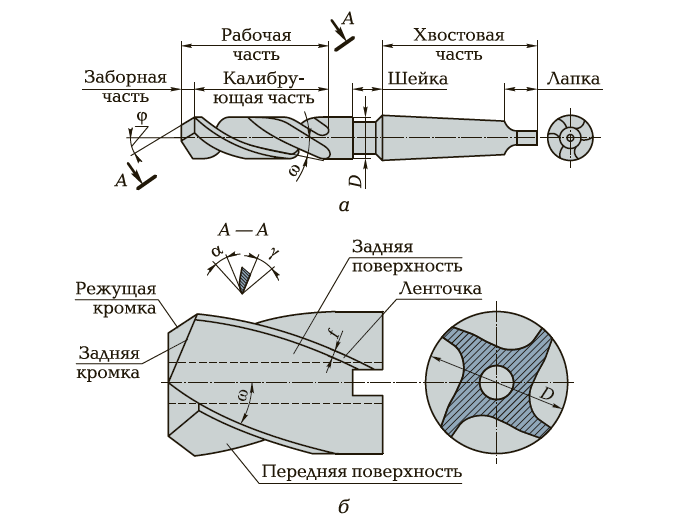
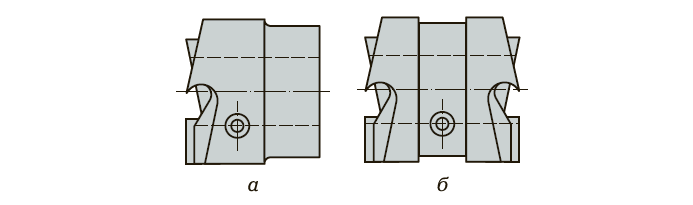
По конструкции различают цельные (рис. 1, а) и насадные (рис. 1, б) зенкеры.
Рис. 1. Зенкер: а — трехперый цельный; б — черырехперый насадной; D — диаметр зенкера; φ — главный угол в плане; ω — угол наклона винтовой канавки; γ — передний угол; α — задний угол; f— ширина ленточки
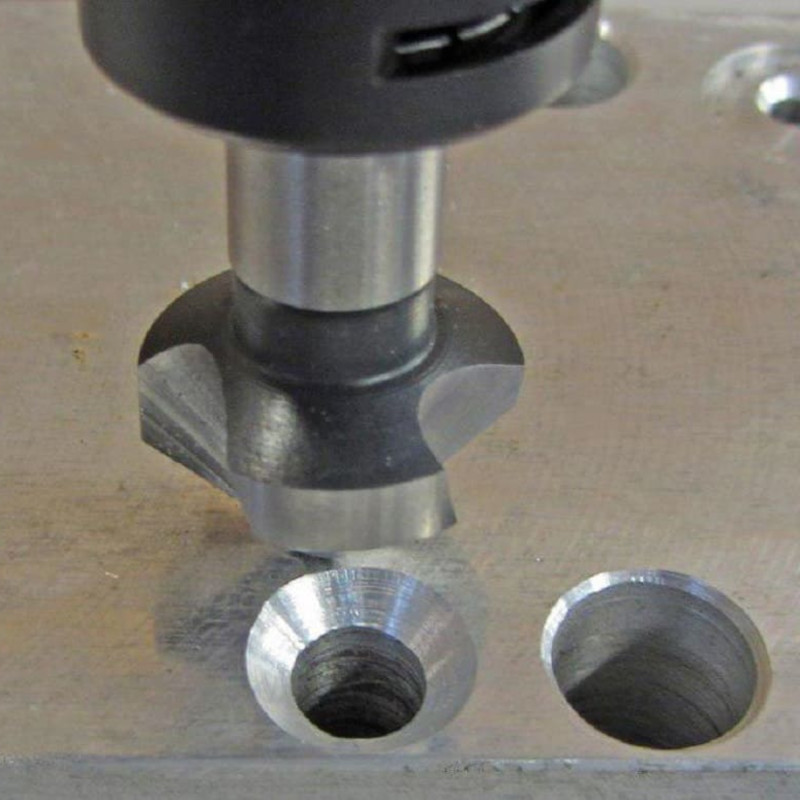
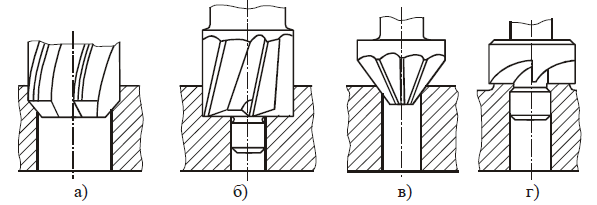
Зенковкипредназначены для получения цилиндрических (рис. 2, а и б) и конических с углами 60; 90 и 120° (рис. 2, в и г) углублений.
Рис. 2. Зенковки: а, б — цилиндрические; в, г — конические; 2φ — угол в плане
Цековки служат для подрезания торцов приливов и бобышек. Они могут быть односторонними (рис. 3, а) и двусторонними (рис. 3, б).
Рис. 3. Насадные цековки: а — односторонняя; б — двусторонняя
Приспособления и оборудование, применяемые при обработке заготовок зенкерованием, зенкованием и цекованием, аналогичны приспособлениям и оборудованию, применяемым при сверлении и рассверливании.
При выполнении работ, связанных с зенкерованием, следует придерживаться ряда правил.
Отверстия диаметром 10…40 мм в заготовках из конструкционной стали, чугунов, цветных металлов и их сплавов следует обрабатывать зенкерами, рабочая часть которых выполнена из быстрорежущей стали.
При обработке отверстий диаметром 14…50 мм в заготовках из труднообрабатываемых и закаленных сталей следует применять зенкеры, оснащенные пластинами из твердого сплава.
Обработку отверстий диаметром 32…80 мм в заготовках из конструкционной стали целесообразно осуществлять, используя насадные зенкеры, оснащенные пластинами из быстрорежущей стали.
Расчет режимов резания при зенкеровании, зенковании и цековании осуществляют в той же последовательности, что и расчет режимов резания при сверлении.
Сверление — операция по образованию сквозных и глухих отверстий в сплошном материале, выполняемая при помощи режущего инструмента — сверла. Сверление может осуществляться ручными пневматическими и электрическими машинами и на сверлильных станках.
Ручные сверлильные устройства применяют при необходимости получения отверстий диаметром до 12 мм в материалах небольшой твердости (пластические массы, цветные металлы и сплавы, конструкционные стали).
Для обработки отверстий большого диаметра, повышения производительности труда и качества обработанной поверхности используют настольные и стационарные (вертикально- и радиальносверлильные) станки.
Рассверливание является разновидностью сверления и применяется для увеличения диаметра ранее просверленного отверстия. В качестве инструмента, так же, как и для сверления, применяют сверло. Не рекомендуется рассверливать отверстия, полученные в заготовках методами литья, ковки или штамповки.
Обработка отверстий методами сверления и рассверливания позволяет получить точность размеров до 10-го квалитета и шероховатость обработанной поверхности до Rz 80 мкм.
Сверла применяют при обработке отверстий в сплошном материале и рассверливании предварительно обработанных отверстий. Классифицируют сверла в зависимости от их конструкции: спиральные, центровые, перовые, ружейные и кольцевые (трепанирующие головки). Выбор конструкции сверла зависит от характера выполняемых работ и от диаметра обрабатываемого отверстия и его глубины.
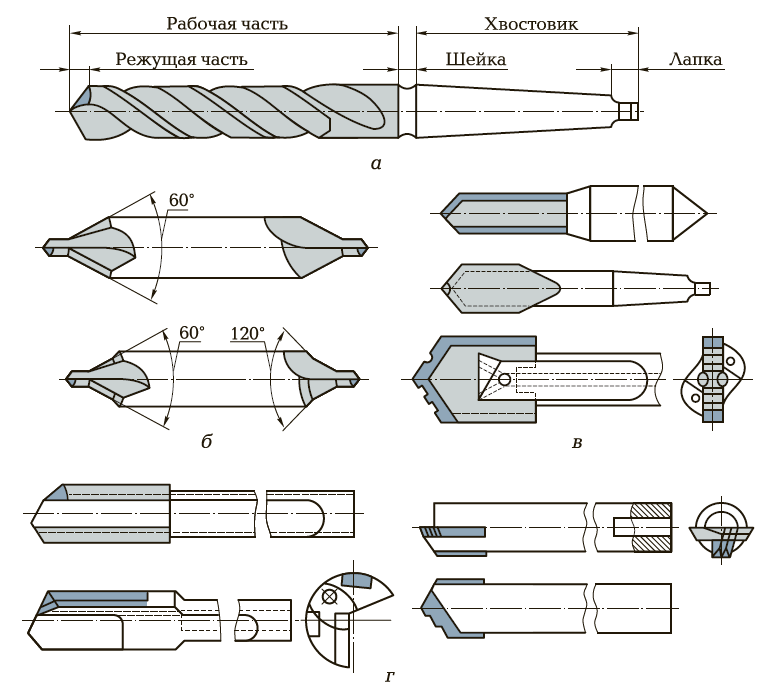
Спиральные сверла (рис. 1, а) изготавливают с цилиндрической (диаметром до 20 мм) и конической (диаметром свыше 5 мм) хвостовой частью. Сверла с коническим хвостовиком имеют лапку, которая облегчает извлечение сверла из шпинделя станка или переходной втулки.
Центровочные сверла (рис. 1, б) предназначены для выполнения центровых отверстий в торцевой поверхности заготовок, подлежащих токарной обработке.
Перовые сверла (рис. 1, в) применяют для обработки металлов низкой твердости, например баббитов, и неметаллических материалов.
Ружейные сверла (рис. 1, г) применяют для сверления глубоких и сверхглубоких отверстий диаметром 3…30 мм с соотношением глубины сверления к диаметру отверстия более 5.
Рис. 1. Сверла для обработки отверстий: а — спиральные; б — центровочные; в — перовые; г — ружейные для глубокого сверления
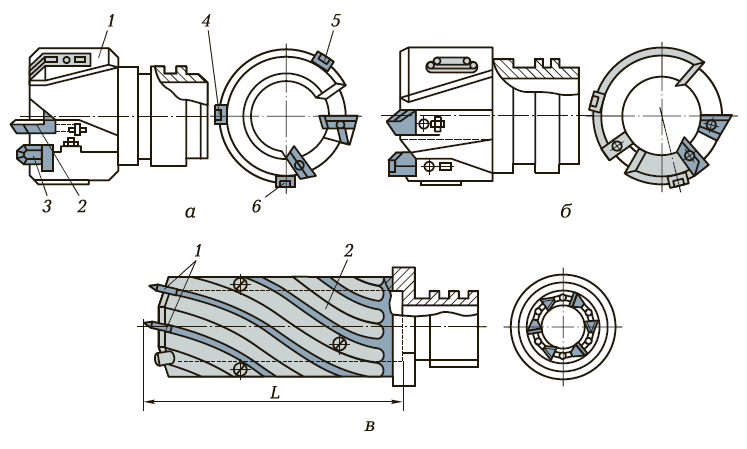
Кольцевые сверла (рис.2) применяют при обработке в сплошном материале отверстий диаметром более 50 мм.
Рис. 2. Кольцевые сверла: а — двурезцовые: 1 — корпус; 2, 3 — сменные резцы; 4 — 6 — направляющие пластины; б — трехрезцовые; в — многорезцовые: 1 — резцы; 2 — корпус; L — длина рабочей части
В процессе эксплуатации происходит износ рабочей (режущей) части сверл, что приводит к потере их режущей способности.
Поскольку в процессе выполнения слесарных и слесарно-сборочных работ наиболее часто применяют спиральные сверла, остановимся именно на их эксплуатации.
Износ спиральных сверл происходит преимущественно по задней поверхности на пересечении режущих кромок с ленточками (рис. 3). Восстановить режущие свойства сверла можно за счет его заточки.
Рис. 3. Износ спиральных сверл по задней поверхности.
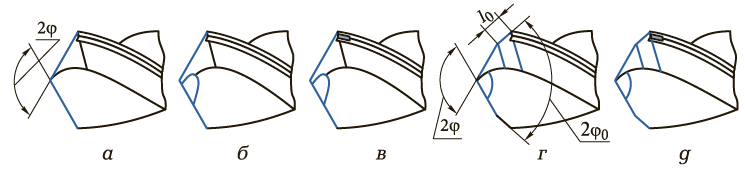
Заточка спиральных сверл позволяет восстановить режущие свойства сверла. При заточке режущей части сверла придают различную форму, выбор которой зависит от характера выполняемых работ и обрабатываемого материала.
Одинарная заточка (рис. 4, а) применяется при сверлении отверстий диаметром до 12 мм в заготовках из стали или чугуна.
Одинарная заточка с подточкой перемычки (рис. 4, б) применяется при обработке отверстий диаметром 12…80 мм в заготовках из стального литья, покрытого коркой.
Одинарная заточка с подточкой перемычки и ленточки (рис. 4, в) применяется при обработке отверстий диаметром 12…80 мм в заготовках из стали и стального литья со снятой коркой.
Двойная заточка с подточкой перемычки (рис. 4, г) применяется при обработке отверстий диаметром 12…80 мм в заготовках из чугунного литья, покрытого коркой.
Двойная заточка с подточкой перемычки и ленточки (рис. 4, д) применяется при обработке отверстий диаметром 12…80 мм в заготовках из чугунного литья со снятой коркой.
Рис. 4. Форма заточки сверл: а — одинарная; б — одинарная с подточкой перемычки; в — одинарная с подточкой перемычки и ленточки; г — двойная с подточкой перемычки; д — двойная с подточкой перемычки и ленточки; 2φ — угол при вершине; 2φ0 — угол дополнительной заточки; l0— ширина дополнительной заточки
При обработке отверстий с применением ручного и стационарного оборудования применяют специальные приспособления для установки инструментов и заготовок.
Приспособления для установки инструментов служат для их соединения с устройствами, передающими вращательное движение инструменту.
Сверлильные патроны служат для установки инструмента с цилиндрической хвостовой частью. Сверлильные патроны изготавливают различных конструкций: кулачковые, цанговые и др.
Трехкулачковый сверлильный патрон (рис. 5, а) обеспечивает достаточно высокую точность центрирования инструмента относительно оси обрабатываемого отверстия.
Двухкулачковый сверлильный патрон аналогичен по конструкции трехкулачковому, однако точность центрирования обрабатывающего инструмента относительно оси отверстия у него менее точная.
Цанговый сверлильный патрон (рис. 5, б) предназначен для закрепления сверл с цилиндрическим хвостовиком небольшого диаметра и обеспечивает очень высокую точность центрирования обрабатывающего инструмента относительно оси отверстия.
Приспособления для установки заготовок служат для правильной установки и закрепления заготовок на столе станка. Выбор приспособлений в значительной степени зависит от того, какое оборудование применяют при обработке отверстий. Наиболее часто для закрепления заготовок применяют прихваты, призмы, угольники, машинные тиски различных конструкций, кондукторы и т.д.
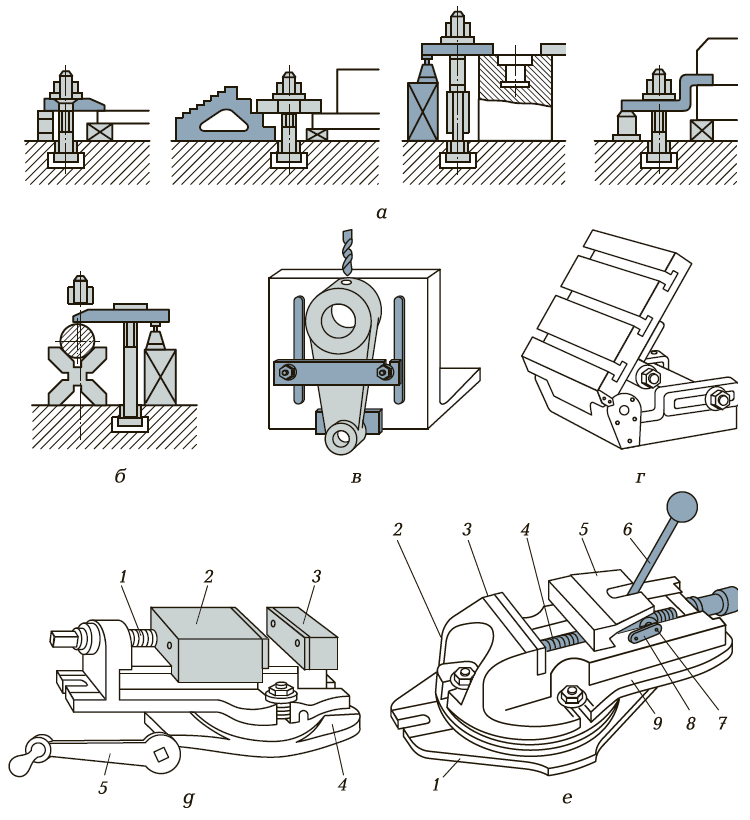
Прихваты (рис. 6, а) и призмы (рис. 6, б) применяют для закрепления заготовок с плоскими и цилиндрическими поверхностями.
Жесткая (рис. 6, в) и регулируемая (рис. 6, г) угловые плиты предназначены для установки и закрепления на столе станка заготовок разной, иногда достаточно сложной формы, например рычагов.
Винтовые (рис. 6, д) и быстродействующие (рис. 6, е) машинные тиски применяют при обработке заготовок сложной формы.
Кондукторы обеспечивают правильное расположение режущего инструмента относительно обрабатываемого отверстия. Применение кондукторов экономически обосновано только в условиях серийного и массового производства.
Оборудование для обработки отверстий подразделяют на ручное, ручное механизированное и стационарное.
Ручное оборудование — оборудование, в котором в качестве привода используется мускульная энергия человека. К этому оборудованию относятся ручные дрели и трещотки.
ручная дрель предназначена для сверления отверстий вручную.
Трещотка применяется в тех случаях, когда для обработки отверстия невозможно использование ручной дрели и сверлильного станка.
Ручное механизированное оборудование может иметь как электрический, так и пневматический привод и отличается большим разнообразием конструктивных решений. Выбор конструкции ручного механизированного оборудования зависит от характера и условий выполнения работ.
Электрические дрели применяют для сверления отверстий диаметром до 10 мм (легкий тип), 15 мм (средний тип) и 32 мм (тяжелый тип).
Пневматические дрели изготавливают в двух вариантах: легкого и тяжелого типа.
Стационарное оборудование устанавливается на постоянном месте, при этом обрабатываемую заготовку доставляют к нему. К этому виду оборудования относят настольные, вертикальные и радиальные сверлильные станки.
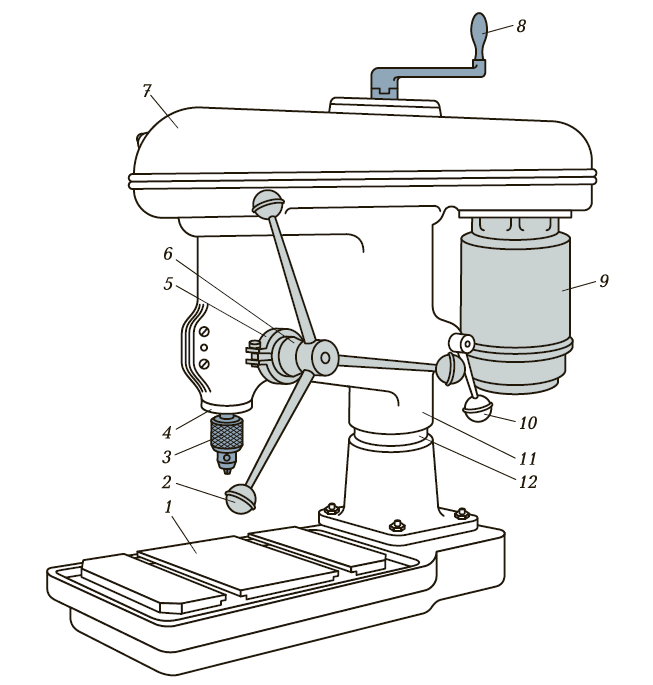
Настольные сверлильные станки (рис. 7) отличаются большим разнообразием конструкций и обеспечивают получение отверстий диаметром до 25 мм.
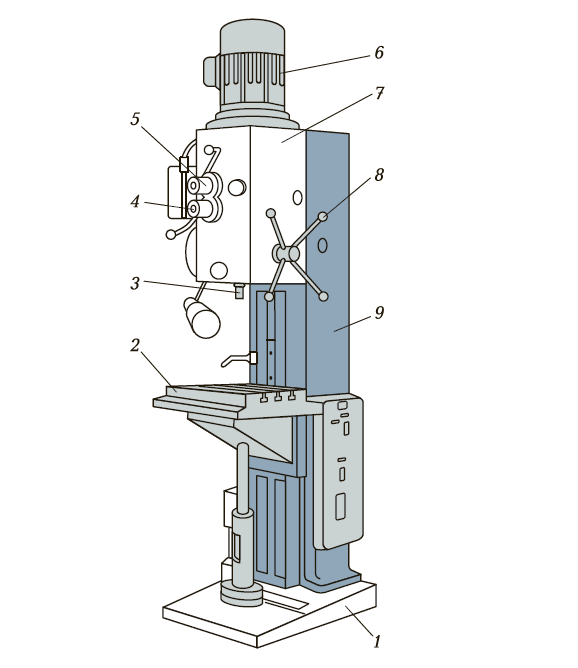
Вертикально-сверлильный станок (рис. 8) — основной и наиболее распространенный тип сверлильных станков, применяемых для обработки отверстий в заготовках сравнительно небольшого размера. На вертикально-сверлильных станках возможно выполнение сверления, зенкерования, зенкования, цекования и развертывания. На вертикально-сверлильных станках выполняют обработку отверстий диаметром до 50 мм.
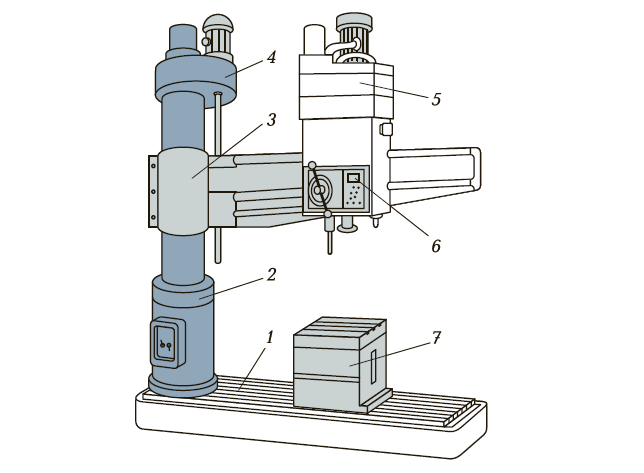
Радиально-сверлильные станки (рис. 9) обладают теми же технологическими возможностями, что и вертикально-сверлильные. Их отличительная особенность состоит в том, что шпиндельная головка станка может перемещаться относительно обрабатываемой заготовки в разных направлениях, обеспечивая обработку крупногабаритных заготовок без их переустановки, а следовательно, и без повторной выверки, относительно режущего инструмента.
Расчет режимов резания осуществляется в следующей последовательности:
выбирают по справочным таблицам величину подачи в зависимости от характера обработки, требований к качеству обработанной поверхности, материала сверла и других технологических данных;
определяют по справочным таблицам скорость инструмента с учетом технологических возможностей станка, режущих свойств материала инструмента и физико-механических свойств материала заготовки;
рассчитывают частоту вращения шпинделя в соответствии с выбранной скоростью резания. Полученную величину сравнивают с паспортными данными станка и принимают равной ближайшему наименьшему значению этой частоты;
рассчитывают действительную скорость резания, с которой будет производиться обработка.
Зенкеры — это осевые многолезвийные режущие инструменты, которые применяются для промежуточной или окончательной обработки отверстий, полученных предварительно сверлением, литьем, ковкой или штамповкой, с целью повышения их точности до JT11… JT10 и уменьшения шероховатости обработанной поверхности до Ra 40…10 мкм.
Зенкеры получили широкое распространение в массовом и крупносерийном
производствах. По сравнению с расточными резцами они, являясь мерными
инструментами, не требуют настройки на размер, что обеспечивает сокращение
вспомогательного времени и повышает точность отверстий.
Кинематика рабочих движений зенкеров подобна сверлам. Однако по сравнению с последними зенкеры обеспечивают большие производительность обработки отверстий и точность, так как снимают меньшие припуски (t=1,5…4,0 мм, d = 18…80 мм), имеют большее число режущих кромок (z = 3…4) и направляющих ленточек. Из-за малой глубины стружечных канавок они имеют большую, чем сверла, жесткость, а отсутствие поперечной кромки позволяет вести обработку с более высокими подачами.
Рис.1. Типы зенкеров: а — цилиндрический зенкер; б, в, г — зенковки
Зенкеры классифицируют по следующим признакам:
а) вид обработки — цилиндрические зенкеры (применяются для увеличения диаметра отверстий (рис. 1, а), зенковки (применяются для обработки цилиндрических или конических углублений под головки болтов, винтов, а также для снятия фасок (рис. 1, б, в), подрезки торцов бобышек и приливов на корпусных деталях (рис. 1, г);
б) способ крепления зенкера — хвостовые (с цилиндрическим и коническим хвостовиками (d = 10…40 мм, z = 3) и насадные (d = 32…80 мм, z = 4);
в) конструкция зенкера — цельные, сборные (со вставными ножами, d=40…120мм) и регулируемые по диаметру; г) вид режущего материала — быстрорежущие и твердосплавные.
К глубоким отверстиям обычно относят отверстия, глубина которых
превышает 5d. Однако уже при h > 3d в
случае сверления отверстий спиральными сверлами наблюдаются трудности с
подводом СОЖ в зону резания и удалением стружки из отверстия, что приводит к
снижению стойкости инструмента. Поэтому на практике применение инструментов
для сверления глубоких отверстий обычно начинается с глубин, больших 3d.
Основные трудности при сверлении глубоких отверстий заключаются:
1) в сложных условиях подвода СОЖ в зону резания и отвода стружки;
2) в уводе осей отверстий;
3) в погрешностях размера и формы отверстий в радиальном и продольном сечениях.
Улучшить условия отвода стружки из отверстий при использовании спиральных сверл можно за счет увеличения угла наклона канавок до 40…60° и обеспечения надежного дробления стружки. В противном случае приходится периодически выводить сверло из отверстия для освобождения инструмента от стружки, что значительно снижает производительность, хотя при этом увод оси отверстия несколько уменьшается. Лучшие результаты дает использование внутреннего напорного подвода СОЖ в зону резания, которое обеспечивает не только надежный отвод стружки из отверстия, но и отвод тепла из зоны резания, благодаря чему повышается стойкость сверл. Причем эффективность СОЖ будет тем выше, чем выше скорость ее протекания через зону резания, которая определяется давлением и количеством (расходом) подаваемой жидкости.
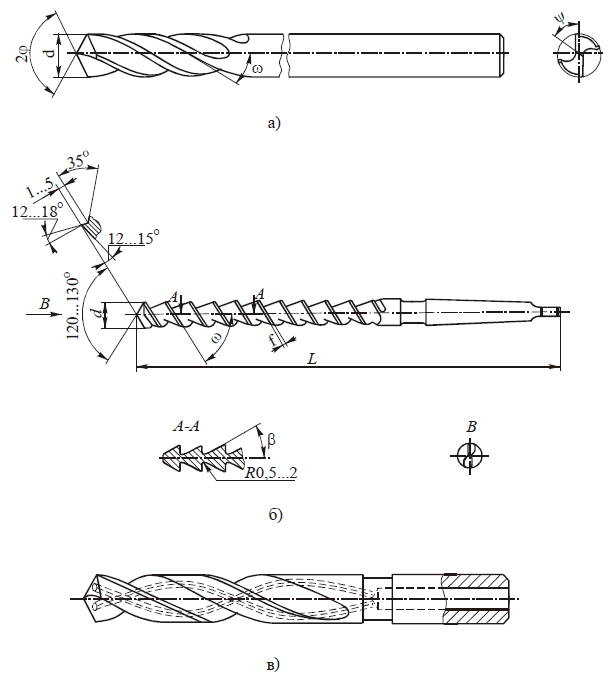
На практике при сверлении отверстий глубиной до 20d на универсальном оборудовании часто используют спиральные сверла удлиненной серии или с нормальной длиной режущей части и длинным хвостовиком (рис. 1, а), равным глубине отверстия. В этом случае для освобождения сверла от стружки в процессе сверления применяется автоматический ввод-вывод инструмента из отверстия.
Рис. 1. Спиральные сверла для глубокого сверления: а — четырехленточное с длинным хвостовиком; б — шнековое; в — с внутренним напорным охлаждением
С целью уменьшения увода оси отверстий у таких сверл рекомендуется вышлифовывать на спинках четыре ленточки и увеличивать насколько возможно диаметр сердцевины (рис. 1, а). Некоторые фирмы выпускают такие сверла с увеличенным объемом канавок и большим углом их наклона к оси инструмента, доходящим до ω = 40°.
Для улучшения отвода стружки без вывода сверла из отверстия были предложены шнековые сверла (рис. 1, б), которые применяются чаще всего для сверления отверстий глубиной до (30…40)d в деталях из чугуна и других хрупких металлов. Для сверления отверстий в сталях шнековые сверла применяются значительно реже и при этом наблюдается повышенный увод сверла. В отличие от стандартных спиральных сверл, они имеют большой угол наклона винтовых канавок ω = 60°, увеличенный диаметр сердцевины d0=(0,30…0,35)d. Полированные канавки имеют в осевом сечении прямолинейный треугольный профиль с рабочей стороной, перпендикулярной к оси сверла. Направляющие ленточки шнекового сверла примерно в 2 раза уже, чем у стандартных спиральных сверл. Так как угол ω у них очень большой, то для формирования рабочего клина с нормальным углом заострения необходима подточка по передней поверхности под углом γ = 12…18°. Задний угол при плоскостной заточке α = 12…15°. При этом заточка сверла существенно усложняется.
Для обеспечения надежного стружкодробления без вывода сверл из отверстия при одновременном повышении стойкости применяют также спиральные быстрорежущие сверла с каналами для внутреннего подвода СОЖ. В нашей стране такие сверла изготавливаются диаметром от 10 до 30 мм (рис. 1, в). Их недостаток — повышенная трудоемкость изготовления, необходимость иметь для подвода СОЖ специальные патроны и насосные станции, а также ограждения от сходящей стружки и брызг СОЖ.
Увод сверл с двумя симметрично расположенными главными режущими
кромками происходит из-за малой жесткости консольно закрепляемых инструментов,
неизбежных погрешностей заточки режущих кромок, при наличии разнотвердости
заготовок по сечению и т.д.
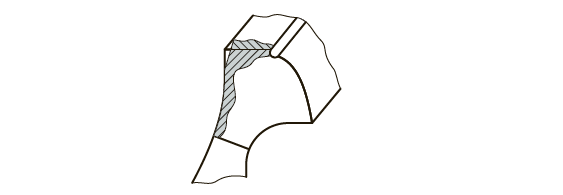
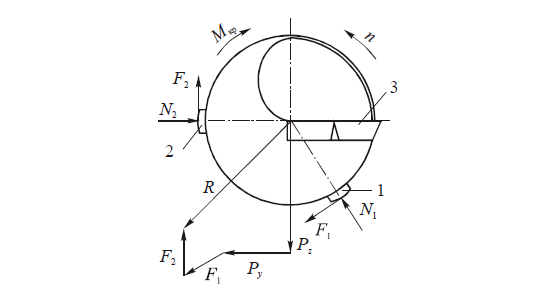
Самым эффективным способом, позволяющим свести до минимума увод и повысить точность отверстий, является способ базирования режущей части инструмента с опорой на обработанную поверхность. С этой целью предусматривается такое расположение режущих кромок, когда заведомо создается неуравновешенная радиальная составляющая силы резания, прижимающая опорные направляющие корпуса к поверхности отверстия, которые обработаны впередиидущими режущими кромками (рис. 2). При этом засверливание должно производиться по кондукторной втулке или по предварительно подготовленному в заготовке отверстию глубиной (0,5…1,0)d.
Рис. 2. Схема сил, действующих в плоскости, перпендикулярной к оси сверла с определенностью базирования: 1, 2 — твердосплавные направляющие пластины; 3 — твердосплавная режущая пластина
Инструменты, работающие по такому принципу, называются инструментами с определенностью базирования или инструментами одностороннего резания. К ним относятся пушечные и ружейные сверла, сверлильные головки БТА и эжекторные сверла. Они могут быть с одной или несколькими режущими кромками, но в любом случае суммарная радиальная составляющая сил резания и трения R для осуществления принципа определенности базирования должна быть направлена строго к опорной поверхности и расположена между направляющими пластинами.
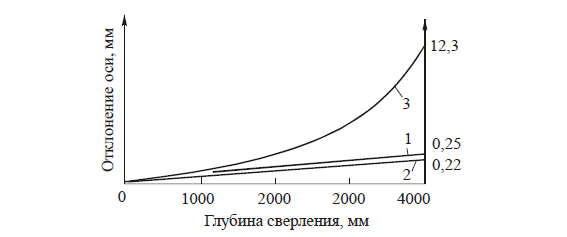
На увод оси отверстия, даже при использовании инструментов с определенностью базирования, значительное влияние также оказывает кинематика движения заготовки и сверла, особенно заметное при больших глубинах отверстий. Так, на рис. 3 приведены данные по уводу оси для трех схем сверления: 1) заготовка вращается, а сверло совершает движение подачи; 2) заготовка и сверло вращаются в противоположных направлениях; 3) заготовка неподвижна, вращается сверло. Наилучшим является второй вариант, но к нему близок и первый. Худшие результаты дает третья схема, которая применяется в случаях сверления несимметричных заготовок с большой массой (например, корпусные детали).
Рис. 3. Увод оси отверстия в зависимости от схемы сверления: 1 — заготовка вращается, сверло неподвижно; 2 — заготовка и сверло вращаются в противоположных направлениях; 3 — заготовка неподвижна, сверло вращается
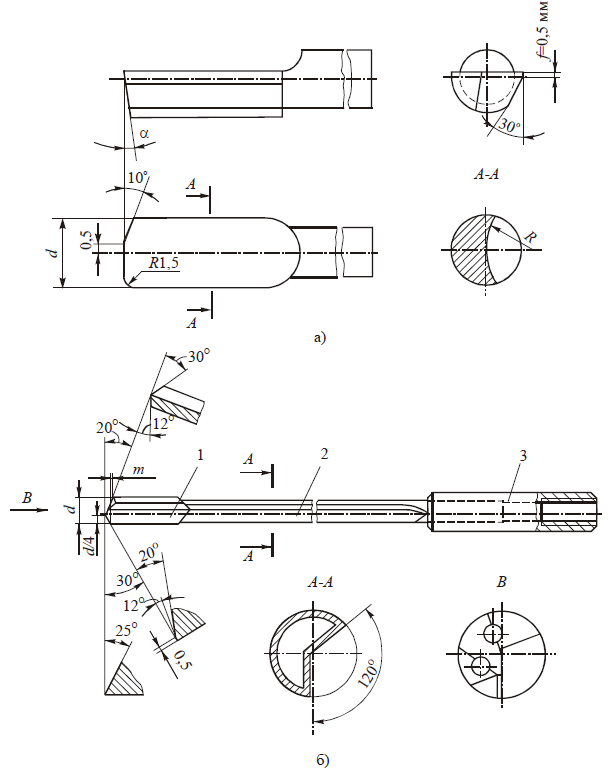
Исторически первой и наиболее простой конструкцией сверла глубокого сверления являются пушечные сверла, название которых говорит об области их первоначального применения. Такое сверло (рис. 4, а) представляет собой стержень большой длины, равной глубине обрабатываемого отверстия, срезанный в рабочей части примерно до половины диаметра и заточенный с торца с задним углом α. Во избежание заедания сверла в отверстии передняя грань расположена выше оси инструмента на величину 0,2…0,5 мм. Сверло имеет одну главную режущую кромку, перпендикулярную к оси. С другой стороны от оси сверла по торцу делают срез под углом 10°, отступив от оси на расстояние 0,5 мм. Со стороны вспомогательной режущей кромки на наружной поверхности срезают лыску под углом 30° с оставлением цилиндрической ленточки шириной f = 0,5 мм. У пушечного сверла передний угол γ = 0°, а задний α = 8…10°. Для снижения осевой составляющей силы резания передняя поверхность пушечного сверла выполняется по радиусу R с очень небольшим занижением около оси инструмента. В процессе сверления радиальная односторонне направленная нагрузка воспринимается цилиндрической поверхностью сверла, опирающейся на стенку обработанного отверстия.
Рис. 4. Сверла для сверления глубоких отверстий: а — пушечное (d = 3…36 мм); б — ружейное (d = 1…30 мм)
Пушечное сверло работает в тяжелых условиях. При
этом не обеспечивается непрерывный отвод стружки, в связи с чем приходится
сверло периодически выводить из отверстия. Из-за низкой поперечной жесткости
и большой ширины срезаемого слоя оно склонно к вибрациям, поэтому работает с
малыми подачами. Такие сверла в настоящее время применяются редко, только в
условиях единичного и мелкосерийного производств.
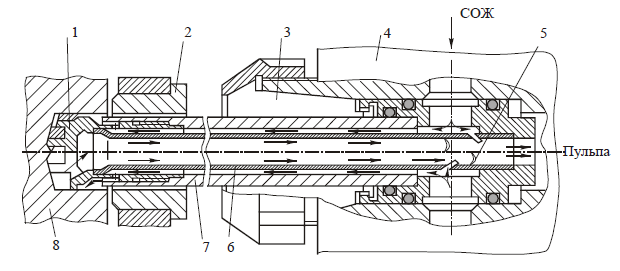
Ружейные сверла (рис. 4, б) в отличие от пушечных, имеют внутренний канал для подвода СОЖ и прямую (иногда винтовую) канавку для наружного отвода пульпы (смесь стружки и СОЖ). Они применяются для сверления отверстий глубиной (5…100)d и диаметром 1…30 мм. Первоначально ружейные сверла использовали для сверления стволов огнестрельного оружия. В настоящее время ружейные сверла получили широкое распространение во всех отраслях машиностроения, главным образом для сверления глубоких отверстий на специальных станках в условиях крупносерийного и массового производств. Благодаря оснащению твердым сплавом и внутренней подаче СОЖ они обеспечивают высокую производительность при сверлении отверстий с минимальным уводом оси при высокой точности (H8…H9) и низкой шероховатости поверхности отверстий (Ra 0,32…1,25 мкм).
Типовая конструкция ружейного сверла состоит из режущего твердосплавного наконечника 1 (рис. 4, б) с отверстием для подвода СОЖ, трубчатого стебля 2 из стали типа 30ХМА с V-образной канавкой для отвода стружки, полученной методом холодной пластической деформации, и цилиндрического хвостовика 3 для крепления на станке. Ружейные сверла диаметром менее 2 мм ряд зарубежных фирм изготавливает цельными твердосплавными.
Геометрические параметры режущей части ружейного сверла показаны на рис.4, б. Главная режущая кромка для снижения радиальной нагрузки ломаная, состоит из двух полукромок с углами в плане φ1 = 30° и φ2 = 20°. Для восприятия суммарной радиальной нагрузки у сверл малых диаметров имеется опорная цилиндрическая поверхность, а у сверл d > 10 мм — две опорные направляющие, между которыми должен проходить вектор радиальной составляющей сил резания и трения.
Для снижения сил трения и во избежание защемления сверла в отверстии предусматривается обратная конусность по диаметру режущей части (наконечника) в пределах 0,6…0,10 мм на 100 мм длины. На вспомогательной режущей кромке оставляется цилиндрическая ленточка шириной f=0,1…0,5мм.
При заточке ружейного сверла (рис. 4, б) необходимо контролировать размер m, который, во избежание врезания торцев, направляющих в дно отверстия, должен быть не меньше двух — трех значений подачи сверла на один оборот. На переднем торце трубчатого стебля фрезеруется паз, в который припаивается твердосплавный наконечник. С противоположного конца стебель впаивается в цилиндрический хвостовик, имеющий диаметр на 6…10 мм больший, чем диаметр стебля.
Технические требования к изготовлению ружейных сверл весьма жесткие. Так. рабочая часть шлифуется с допуском по h5 или h6, а хвостовик — по h6. Радиальное биение наконечника относительно хвостовика не более 0,01…0,02мм. При настройке операции необходимо обеспечить соосность шпинделя и сверла в пределах 0,01 мм, а соосность кондукторной втулки и шпинделя станка — в пределах 0,005 мм.
Так как твердосплавные направляющие выглаживают
поверхность отверстия. СОЖ должна быть только на масляной основе с противозадирными
присадками (S, Cl, P). Применение эмульсий на водной основе
приводит к затиранию направляющих и возникновению вибраций.
Давление и расход СОЖ зависят от диаметра сверла. Так, например, при малых диаметрах сверл давление СОЖ достигает 9…10 МПа.
К числу недостатков ружейных сверл можно отнести малые поперечную и крутильную жесткости из-за ослабленного канавкой стебля. По этой причине приходится снижать подачу, а следовательно, и производительность процесса сверления.
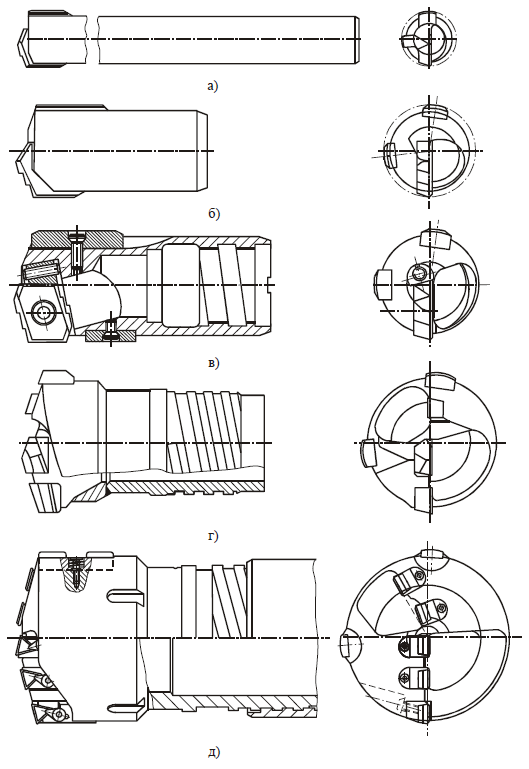
Сверла и сверлильные головки БТА отличаются тем, что при малых диаметрах сверления (рис. 5, а) твердосплавные режущие и направляющие пластины напаиваются непосредственно на трубчатый стебель, а при больших диаметрах — на головки (рис. 5, б… д), навинчиваемые на стебель.
Рис. 5. Сверлильные головки БТА: а — однокромочное сверло с напайной Т-образной твердосплавной пластиной (d = 6…18 мм); б — однокромочная напайная головка (d=18…30 мм); в — однокромочная головка с механическим креплением режущих и направляющих пластин (d = 18…65 мм); г — многокромочная напайная головка БТА (d = 18…65 мм); д — многокромочная головка с механическим креплением режущих и направляющих пластин (d > 65 мм)
Головки изготавливают различными по конструктивному исполнению: однокромочными (рис. 5, б, в), многокромочными (рис. 5.г,д), перетачиваемыми, неперетачиваемыми, с напайными или сменными (d>20мм) режущими и направляющими пластинами.
В отличие от ружейных сверл, сверла и головки БТА имеют толстостенный
стебель кольцевого сечения и работают с наружной подачей СОЖ между стенками
стебля и обработанного отверстия и с внутренним отводом СОЖ и стружки через
отверстия в головке и стебле. Подача СОЖ производится с помощью специальных
маслоприемников, которые устанавливаются на специальных станках для обработки
глубоких отверстий, обеспечивающих торцевое уплотнение между заготовкой и
кондукторной втулкой.
Достоинства сверл БТА состоят в том, что благодаря высокой жесткости трубчатого стебля подача, по сравнению с ружейными сверлами увеличивается примерно в 2…4 раза, а стружка, удаляемая из зоны резания по внутреннему каналу, не портит обработанную поверхность.
К недостаткам сверл БТА следует отнести трудности с надежным
удалением стружки через относительно небольшое по сечению входное отверстие в
режущей части, при закупоривании которого процесс сверления становится
невозможным.
Для хорошего дробления стружки на напайных твердосплавных
пластинах затачиваются стружкодробящие уступы, а на механически закрепляемых
твердосплавных СМП предусматриваются сферические мелкие лунки, получаемые в
процессе изготовления пластин. Хорошее деление стружки по ширине и увеличение
площади сечения входных отверстий обеспечивают многокромочные головки фирмы «Sandvik Coromant» (Швеция).
При этом за счет разности нагрузки на пластины, расположенные с обеих сторон
оси головки, обеспечивается принцип одностороннего резания, так как в этом
случае равнодействующая радиальных составляющих сил резания и трения проходит между
двумя направляющими и прижимает головку к обработанной поверхности отверстия.
В головках с механическим креплением твердосплавных пластин
удается избежать недостатков метода пайки, указанных выше, трудоемкой по
исполнению заточки и обеспечить быстросменность пластин.
Сложные по конструкции корпуса головок БТА изготавливают методом точного литья с последующей нарезкой ленточной резьбы на хвостовой части. У сверл крупных диаметров корпуса изготавливают фрезерованием и точением на станках с ЧПУ. При сверлении отверстий малых диаметров (d = 6…20 мм) применяются опытные конструкции сверл БТА, выполненные путем врезания и пайки Т-образных твердосплавных пластин в стальной трубчатый стебель (рис. 5, а). Однако в этом случае трудности с удалением стружки возрастают еще в большей степени. Гарантированная глубина сверления отверстий сверлами БТА при горизонтальном положении заготовки достигает 100d, а при вертикальном — 50d.
Режущие головки эжекторных сверл по конструкции подобны головкам БТА (рис. 6). Некоторые отличия между ними объясняются способами подвода СОЖ и отвода пульпы (смесь стружки и СОЖ), суть которых состоит в том, что подвод осуществляется между стенками стебля 7 и тонкостенной трубы 6, вставленной внутри стебля, и далее через отверстия в корпусе головки в зону резания. В хвостовой части тонкостенной трубы прорезаны С-образные пазы, исполняющие роль сопла 5 эжектора, отсасывающего пульпу через внутреннюю полость этой трубы. Таким образом, подаваемая через специальный патрон СОЖ делится на два потока: рабочий, идущий в зону резания, и вспомогательный, идущий на слив и составляющий примерно 1/3 от общего количества СОЖ. Именно этот вспомогательный поток и создает разряжение во внутренней трубе. Под действием атмосферного давления рабочий поток, пройдя через зону резания, вместе со стружкой всасывается в зону пониженного давления и уходит на слив. Благодаря такому устройству эжекторные сверла могут использоваться на универсальных станках. При этом не требуются специальные маслоприемники, а подача и отвод СОЖ осуществляются с помощью специальных патронов 4, устанавливаемых в шпинделе сверлильного станка или задней бабке токарного станка.
Эжекторные сверла d = 18…65 мм чаще всего оснащают напайными твердосплавными пластинами, а d = 65.185 мм и более — механически закрепляемыми СМП. Максимальная глубина отверстий, полученных эжекторными сверлами, достигает 4000 мм.
Сверла и головки для кольцевого сверления. При сплошном
сверлении отверстий диаметром свыше 50 мм образуется большой объем стружки,
требующий значительных затрат мощностей и инструментальных материалов. Усилия
резания при этом резко возрастают. Чтобы избежать этого, используют способ
кольцевого сверления, заключающийся в прорезании кольцевой канавки в заготовке
с оставлением нетронутой сердцевины, которая в дальнейшем может быть
использована в качестве заготовки деталей. За счет снижения силовой нагрузки на
сверло можно значительно увеличить подачу, а следовательно, и производительность
процесса сверления.
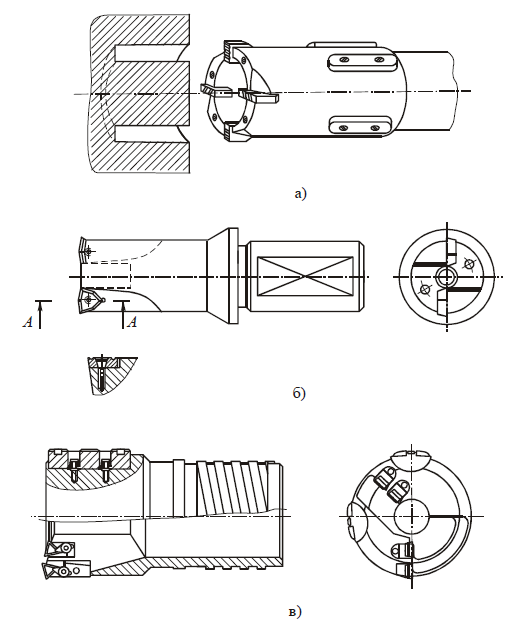
Рис. 7. Кольцевые сверла: а — с механическим креплением режущих и направляющих пластин; б — для неглубоких отверстий, оснащенные СМП; в — оснащенные СМП головки одностороннего резания с внутренним отводом стружки для сверления глубоких отверстий
Простейшая конструкция кольцевого сверла в виде пустотелой трубы, на торце которой закреплены режущие ножи (z = 3…12), представлена на рис. 7, а. Над ножами прорезаны канавки для отвода сходящей стружки. Через отверстия в корпусе инструмента в зону резания под давлением подается СОЖ, которая удаляет стружку через зазор между сверлом и наружной стенкой кольцевой канавки, образуемой в заготовке. Для облегчения транспортировки стружки предусмотрено ее деление по ширине за счет специальной заточки ножей. Для более устойчивого положения сверла в отверстии на корпусе головки крепятся направляющие планки из твердой пластмассы, например из полиамида.
Для дробления стружки обычно на передних поверхностях режущих
кромок затачивают уступы. Однако более надежное дробление стружки достигается в
случае применения кинематического метода с наложением колебаний на движение
подачи сверла.
Известны и другие конструкции кольцевых сверл, в том числе оснащенные твердосплавными СМП, закрепляемыми винтами. Такие сверла применяются для сверления как неглубоких (рис. 7, б), так и глубоких (рис. 7, в) отверстий. В последнем случае для уменьшения увода оси отверстия используется принцип одностороннего резания. При сверлении неглубоких отверстий диаметром 60…110 мм, глубиной 2,5d применяют внутренний подвод СОЖ и наружный отвод стружки.
При сверлении глубоких отверстий диаметром 120…250 мм и более и глубиной 100d применяют внутренний отвод стружки через отверстия в корпусе головки и стебле сверла. Для крепления пластин в сверлах больших диаметров используют промежуточные вставки. Такие сверла, кроме режущих пластин, имеют также опорные твердосплавные направляющие пластины.