
При изготовлении точных фасонных деталей, например резьбовых, зубчатых и шлицевых, применяются фрезы со шлифованным профилем. В этом случае шлифовальный круг правят в соответствии с профилем фрезы в диаметральном сечении (рис. 1). Обычно фрезы берут с углом γ = 0. Круг по диаметру выбирают таким, чтобы он имел достаточную стойкость и запас на износ (d > 80 мм) и чтобы при этом в конце затылования он не касался профиля соседнего зуба.
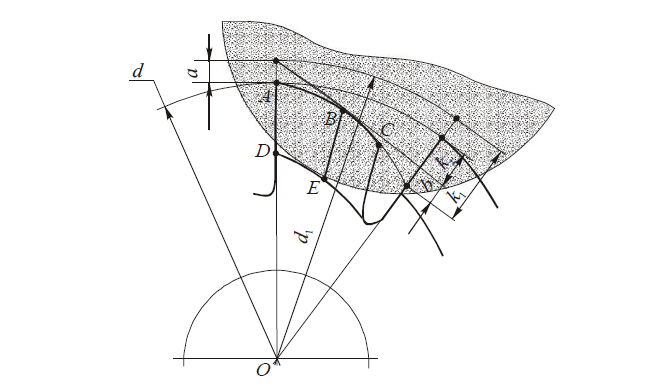
Так как полностью прошлифовать профиль зуба по всей его длине АС не удается. то во избежание образования седловины на нешлифованной части последнюю предварительно занижают относительно шлифованной части путем затылования резцом с величиной падения затылка k1 большей, чем при затыловании шлифовальным кругом с величиной падения затылка
При этом k1 = (1,50…1,75)k и данная величина должна быть отнесена к условному диаметру d1 > d фрезы. Если шлифованная часть зуба составляет половину его длины, то d1 = =d+2a, где а = b = 0,5(k — k1). Вначале затылования резец срезает припуск на вершине зуба от точки В до С, а затем уже шлифовальным кругом затылуется боковая поверхность ABED.