
К этим параметрам относятся: диаметры наружный d и отверстия под оправку do, высота H и длина С затылка зуба, число зубьев z, формы впадин и канавок между зубьями (рис.1).
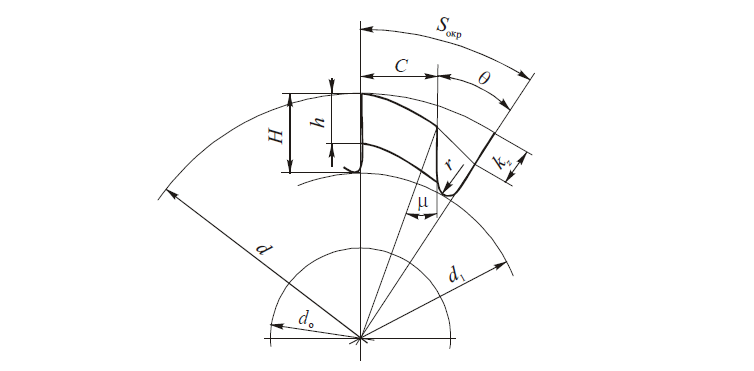
Диаметр наружной окружности
d = d1 + 2H
где d1 — диаметр окружности впадин; H — полная высота зуба. Диаметр окружности впадин принимают d1 = (0,16…2,0)d0 , где d0 — диаметр посадочного отверстия (определяется из условий прочности и прогиба оправки). В уравнении меньшее значение коэффициента берется для фрез меньших диаметров.
Высота зуба
H = h+kz+r
где h — высота рабочего участка зуба фрезы, равная высоте профиля детали; kz — величина падения затылка; r — радиус закругления у впадины зуба (необходим для предотвращения трещин при термообработке и для выхода затыловочного резца).
Дисковые фрезы изготавливают в диапазоне диаметров 40…230 мм (do = 16…50 мм, r = 1…5 мм). Число зубьев z выбирают исходя из условий обеспечения необходимой прочности зубьев и наибольшего числа переточек по передней грани, а также образования необходимого пространства для размещения стружки. При этом
z = πd / Sокр
где Sокр — окружной шаг зубьев (для чистовых фрез Sокр = (1,3…1,8)Н, для черновых фрез — Sокр = (1,8…2,5)Н).
В отличие от фрез с остроконечным зубом, у фрез с затылованным зубом число зубьев с увеличением диаметра уменьшается. Это объясняется тем, что высота Н, длина затылка зуба С и Sокр растут быстрее, чем диаметр фрезы d. При этом длина затылка С = (0,8…1,0)Н.
В табл. 1 приведены ориентировочные данные по соотношению z и d у фрез с затылованными зубьями.
| d, мм | 40…45 | 50…55 | 60…75 | 80…105 | 110…125 | 130…140 | 150…230 |
| z | 16 | 14 | 12 | 11 | 10 | 9 | 8 |
Исключение составляют фрезы для обработки деталей с неглубоким профилем (резьбонарезные и пазовые фрезы), у которых с увеличением диаметра величины H и Sокр растут в меньшей степени, поэтому число зубьев z увеличивается с увеличением диаметра.
Профиль стружечной канавки определяется углами θ = 18…30° и μ = 15…20°. После предварительного прочерчивания значение угла θ уточняется, т.е. берется значение этого угла, ближайшее из ряда значений, принятых для стандартных угловых фрез, которые применяются для нарезания канавок.
Величина падения затылка kz указывается для вершинной точки зуба. При этом задний угол αв в этой точке обычно берется равным 10…12°. Чтобы обеспечить необходимые задние углы на боковых наклонных участках режущих кромок в пределах α = 1…2°, задний угол иногда увеличивают до αв = 16…17°, хотя это и ведет к ослаблению зуба.
Форма основания впадин зубьев в осевом сечении фрезы выбирается с учетом формы фасонной режущей кромки (рис.2).
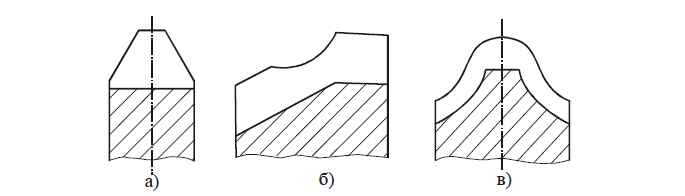
При симметричном профиле, большой его высоте и малой ширине основание впадины обычно берется параллельным оси. Однако в большинстве случаев с целью увеличения прочности зубьев дно впадины оформляют под одним (рис. 2, а), а также несколькими углами (рис. 2, б) или фасонным (рис. 2, в). При этом профиль впадины подбирают таким, чтобы высота зуба в разных сечениях была минимальной и технологичной при фрезеровании.