
Базирующие или установочные элементы приспособлений должны обладать
высокой износоустойчивостью рабочих поверхностей и поэтому изготовляются из стали и подвергаются термической обработке для достижения необходимой поверхностной твердости. В частности могут быть рекомендованы хромистая сталь 20Х или конструкционная углеродистая сталь 20 с цементацией рабочих поверхностей на глубину 0,8…1,2 мм с последующей закалкой до твердости HRC 58…62.
В корпусе приспособления эти элементы должны располагаться так, чтобы
обеспечивалась возможность легкой и быстрой замены их в случае износа или повреждения. Рабочие поверхности базирующих деталей для сохранения их в чистоте и в целях надежного прилегания к ним заготовок должны быть небольших размеров и не должны быть сплошными по всей установочной поверхности обрабатываемой детали.
При установке заготовка опирается на установочные элементы приспособлений, поэтому эти элементы называют опорами.
Опоры делят на две группы:
- Основные
- Вспомогательные
Основными опорами называются установочные или базирующие элементы, лишающие заготовку при обработке всех или нескольких степеней свободы.
Для придания заготовке устойчивого положения основные опоры следует
располагать на максимальном расстоянии друг от друга, таким образом, чтобы силы зажима и резания приходились либо против опор, либо между ними.
Вспомогательные опоры применяют для исключения деформации заготовок, установленных на основных опорах. Количество их может быть произвольным, так как оно определяется условиями обработки, жесткостью и конфигурацией детали. (Вспомогательные опоры не лишают заготовку степеней свободы).
К основным опорам относятся: опорные штыри, пальцы, пластины, центры, призмы (ГОСТ 12193-12197, 12209-12216, 13440-13442, 4743).
Штыри применяются с плоской, сферической и насеченной головкой (рис.1).
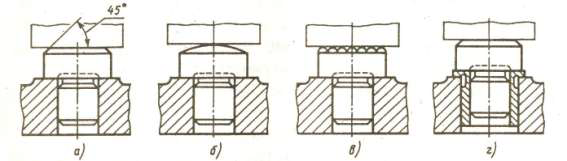
Штыри с плоской головкой (рис.1а) предназначены для установки заготовок обработанными плоскостями.
Штыри со сферической и насеченной головкой (рис.1 б, в) предназначены для установки заготовок необработанными плоскостями, причем штыри со сферической головкой, как более изнашивающиеся, применяются в случае особой необходимости, например, при установке узких заготовок необработанной поверхностью для получения максимального расстояния между опорными точками.
Штыри с насеченной головкой (рис.1в) используют для установки деталей по необработанным боковым поверхностям, потому что они обеспечивают более устойчивое положение заготовки и в некоторых случаях позволяют использовать меньшие усилия зажима.
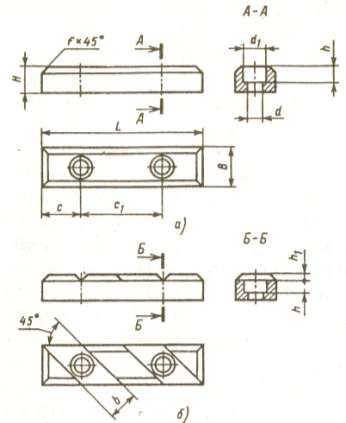
Наиболее распространенные конструкции пластин приводятся на рис.3. Конструкция представляет собой узкую пластинку, закрепляемую двумя или тремя винтами диаметром М6, М8, М10 или М12 в зависимости от поперечного сечения пластинки. Для облегчения перемещения заготовки, а также для безопасной очистки приспособления от стружки вручную, рабочая поверхность пластинки имеет фаску под углом 45. Основные достоинства таких пластинок это простота и компактность. Головки винтов, крепящих пластину, обычно утопают на 1…2 мм относительно рабочей поверхности пластины.
Существуют также пластинки с косыми углублениями. Косое расположение пазов позволяет, во-первых, непрерывно направлять деталь при перемещении ее по пластинам, и во-вторых, содействует более эффективной очистке установочной поверхности детали при этом перемещении.
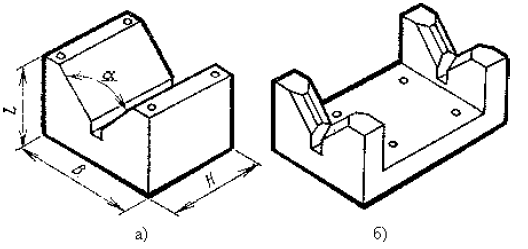
При базировании заготовок по цилиндрической поверхности используется
установка заготовки на призму (рис.4).
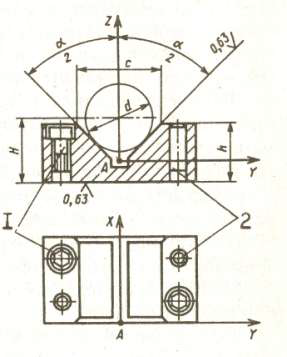
Призмой называется установочный элемент с рабочей поверхностью в виде паза, образованного двумя плоскостями, наклоненными друг к другу под углом (рис.4, 5).
В приспособлениях используют призмы с углами , равными 60, 90 и 120.
Наибольшее распространение получили призмы с =90. Призмы с =120 применяют, когда заготовка не имеет полной цилиндрической поверхности и по небольшой дуге окружности нужно определить положение оси детали. Заготовка, помещенная на таких призмах, имеет небольшую устойчивость. Призмы с углом =60 применяют для повышения устойчивости в том случае, когда имеются значительные силы резания, действующие параллельно оси призмы.
При установке заготовок с чисто обработанными базами применяют призмы с
широкими опорными поверхностями, а с черновыми базами – с узкими опорными поверхностями. Кроме того, по черновым базам применяют точечные опоры, запрессованные в рабочие поверхности призмы (рис.6 б). В этом случае заготовки, имеющие искривленность оси, бочкообразность и другие погрешности формы технологической базы, занимают в призме устойчивое и определенное положение.
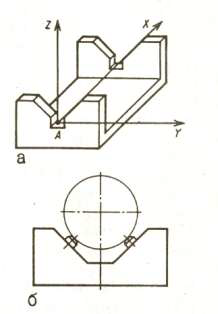
б- с точечными опорами.
Призма определяет положение оси Z заготовки (рис.6 а) перпендикулярной
основанию призмы, вследствие совмещения ее с осью углового паза. Осью углового паза считают ось, проведенную через точку А пересечения рабочих плоскостей перпендикулярно плоскости основания призмы. Для использования этого свойства призмы необходимо при ее изготовлении обеспечить строгую симметрию рабочих плоскостей призмы относительно оси углового паза, т.е. точно выдержать половину угла призмы /2.
Призма определяет положение продольной оси Х заготовки. В связи с этим
возникает необходимость точной фиксации положения призмы на корпусе
приспособления. Поэтому кроме крепежных винтов 1, положение фиксируют с помощью двух контрольных штифтов 2 (рис.5). Размер «с» необходим для разметки и предварительной обработки, размер «Н» — для контроля окончательной обработки.
Если по условиям обработки длинную заготовку необходимо поставить на
несколько призм, то две из них делают жесткими (основные опоры), а остальные подвижными (вспомогательные опоры).
Если на установочной поверхности заготовки имеется припуск, который
необходимо удалить в последующих операциях и который для различных партий заготовок может быть неодинаковым, или, если у разных партий заготовок форма установочной поверхности имеет некоторые отклонения, применяют регулируемые опоры.
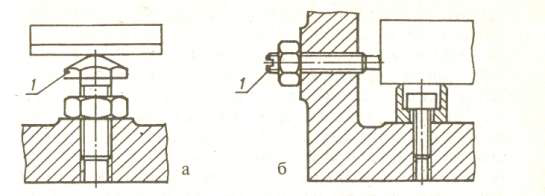
Рис.7. Винтовые регулируемые опоры приспособлений
Регулируемая опора, расположенная вертикально (рис.7 а). Регулируемыми часто делают и боковые опоры (рис.7 б). Обычно не все основные опоры делают регулируемыми. Часто регулируется одна опора в каждой установочной плоскости. В мелкосерийном производстве, где практикуется изготовление деталей разных размеров при использовании одного и того же приспособления, иногда делают все опоры регулируемыми. Регулировку таких опор обычно производит наладчик.
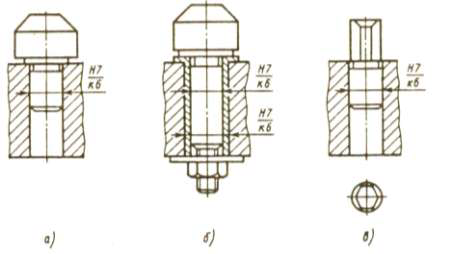
Для деталей, имеющих внутреннюю цилиндрическую поверхность, в качестве
установочных элементов применяют оправки. Конструктивно оправки делят на жесткие и разжимные.
Жесткие оправки могут быть: конические, цилиндрические для посадки заготовок с гарантированным зазором или натягом.
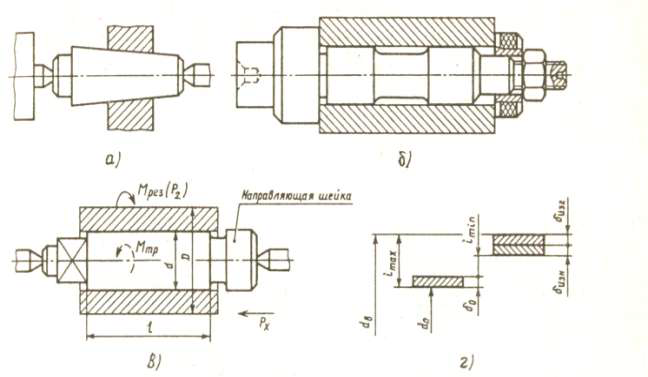
На станке оправки устанавливают в центрах, с помощью конусного хвостовика или фланца. Центровые оправки имеют центровые отверстия. Для того чтобы сообщить оправке вращательное движение, на ее левом конце делают квадрат, лыски или устанавливают поводок.
Конусные оправки обеспечивают высокую точность центрирования. Конусность рабочей части оправки принимается равной 1/1500 …1/2000. Кроме того, заготовка удерживается от поворота за счет достигнутого натяга и зажима ее не требуется.
Недостатком таких оправок является: отсутствие точного ориентирования
партии заготовок по длине за счет изменений в пределах допуска диаметра базового отверстия, а, следовательно, невозможность обработки торцов и уступов на предварительно настроенных станках; невозможность установки длинных заготовок, так как они будут удерживаться только на одном конце.
В конструкции оправки с гарантированным зазором (рис.8 б) провертывание заготовки на оправке ограничено силой затяжки гайки, шпонкой или шлицами, если на заготовке имеется шпоночный паз или шлицевое отверстие.
На (рис.8 в) приведена конструкция оправки с натягом (под запрессовку). Такие оправки, как и конусные, обеспечивают высокую точность центрирования. Использование таких оправок позволяет производить одновременную подрезку обоих торцов заготовки. Недостаток оправок – необходимость дополнительного оборудования – прессов для
запрессовки и распрессовки оправок.