

Зенкеры — это осевые многолезвийные режущие инструменты, которые применяются для промежуточной или окончательной обработки отверстий, полученных предварительно сверлением, литьем, ковкой или штамповкой, с целью повышения их точности до JT11… JT10 и уменьшения шероховатости обработанной поверхности до Ra 40…10 мкм.
Зенкеры получили широкое распространение в массовом и крупносерийном производствах. По сравнению с расточными резцами они, являясь мерными инструментами, не требуют настройки на размер, что обеспечивает сокращение вспомогательного времени и повышает точность отверстий.
Кинематика рабочих движений зенкеров подобна сверлам. Однако по сравнению с последними зенкеры обеспечивают большие производительность обработки отверстий и точность, так как снимают меньшие припуски (t=1,5…4,0 мм, d = 18…80 мм), имеют большее число режущих кромок (z = 3…4) и направляющих ленточек. Из-за малой глубины стружечных канавок они имеют большую, чем сверла, жесткость, а отсутствие поперечной кромки позволяет вести обработку с более высокими подачами.
Зенкеры классифицируют по следующим признакам:
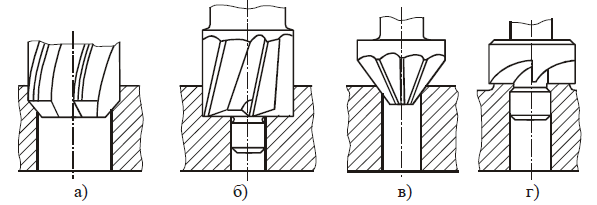
а) вид обработки — цилиндрические зенкеры (применяются для увеличения диаметра отверстий (рис. 1, а), зенковки (применяются для обработки цилиндрических или конических углублений под головки болтов, винтов, а также для снятия фасок (рис. 1, б, в), подрезки торцов бобышек и приливов на корпусных деталях (рис. 1, г);
б) способ крепления зенкера — хвостовые (с цилиндрическим и коническим хвостовиками (d = 10…40 мм, z = 3) и насадные (d = 32…80 мм, z = 4);
в) конструкция зенкера — цельные, сборные (со вставными ножами, d=40…120мм) и регулируемые по диаметру; г) вид режущего материала — быстрорежущие и твердосплавные.