Резка может производиться ручной и механической ножовкой, а также ножницами — ручными и механическими, рычажными, параллельными, дисковыми (круглыми). Для резки крупного сортового металла (круглого, полосового, углового, двутаврового, коробчатого и т.п.) применяют приводные ножовки и дисковые пилы, а также огневую резку — электрическую и газовую. Листовой металл разрезают ножницами и ручными и приводными.
Резка труб вручную производится ножовкой и труборезом; механическая — на специальных станках. Для резки незакаленной твердой стали, закаленной стали и твердых сплавов применяют тонкие дисковые шлифовальные круги.
Ручная ножовка.
Этот инструмент (рис. 1) состоит из двух главных частей — ножовочного полотна и станка, в котором оно помещается.
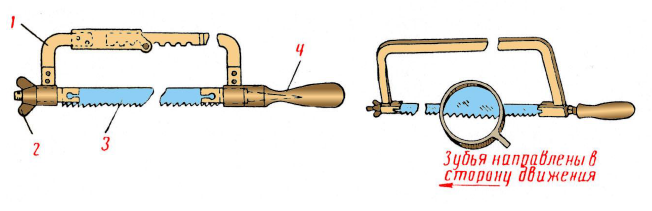
1 — станок, 2 — барашек для натяжного винта, 3 — ножовочное полотно, 4 — ручка
У ножовочных полотен для резки металлов различной твердости и вязкости углы зубьев разные: передний угол колеблется в пределах 0-120, а задний угол в пределах 30-350. Шаг зубьев: для мягких и вязких металлов (медь, латунь) t=1мм, для твердых металлов (сталь, чугун) t=1,5мм, для мягкой стали t=2мм. Для слесарных работ пользуются преимущественно ножовочным полотном с шагом в 1,5мм, при котором на длине 25мм насчитывается примерно 17 зубьев.
Чтобы избежать защемления зубьев полотна разводят, т.е. каждые два смежных зуба отгибают в противоположные стороны на 0,25-0,6мм. Полотна для ручных ножовок изготавливают длиной от 150 до 400мм, шириной от 10 до 25мм и толщиной от 0,6 до 1,25мм.
Ножовочные полотна в зависимости от назначения разделяются на ручные и станочные. Ручные полотна изготавливают из стали марок У10; У10М; У12; У12А, а станочные — из стали марок Р9 и ШХ15. Ножовочные полотна закаливают на высокую твердость.
Работа ножовкой.
Во время резки ножовку держат преимущественно в горизонтальном положении. Двигать ее нужно плавно и без рывков. Нормальная длина размаха должна быть не менее 2/3 длины полотна. Ножовкой работают со скоростью от 30 до 60 ходов в минуту (двойных — вперед и назад). Твердые металлы — с меньшей скоростью, мягкие — с большей.
В слесарной практике допускается ручная резка металлов диаметром только до 60-70мм; более крупные диаметры передают на обрезные станки.
Резка труб.
Полотно подбирают с мелкими зубьями. С помощью шаблона из жести, в виде пластинки, изогнутой по трубе, проводят риску по окружности трубы. Зажимают в тисках в горизонтальном положении. Тонкостенные трубы со специальными деревянными нагубниками. Применяют также труборезы, у которых режущим элементом служат стальные диски. На рис. 2 показан труборез с тремя режущими дисками.
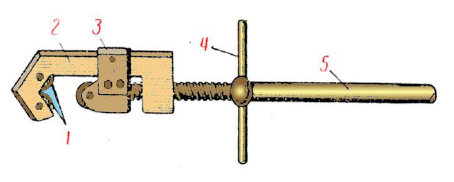
1 — режущие диски, 2 — корпус трубореза, 3 — подвижная щека, 4 — прижимной винт, 5 — ручка (прижим показан в раскрытом виде)
Резка металла ножницами.
Ножницы применяют как для ручной, так и для машинной резки металлов. Ручные ножницы для металла показаны на рис. 3. Делятся на правые и левые. Ножи ножниц изготавливаются из стали У7; их режущая часть закаливается.
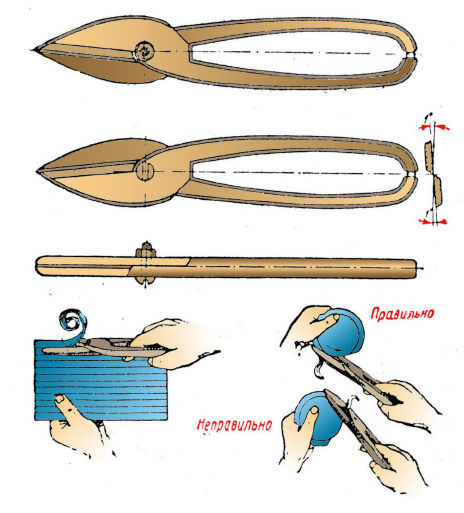
Ручными ножницами можно резать листовую сталь толщиной до 0,7мм, листы меди и латуни — толщиной до 1,5мм.
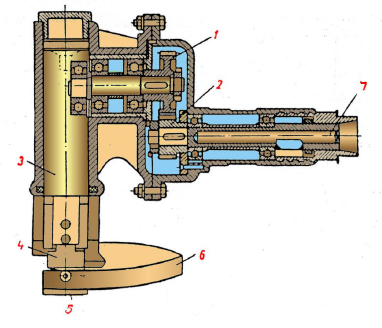
Резка металла приводными ножовками.
Приводная ножовка (рис. 4) представляет собой металлорежущий станок. Резка производится с охлаждением маслом, водой или мыльной эмульсией.
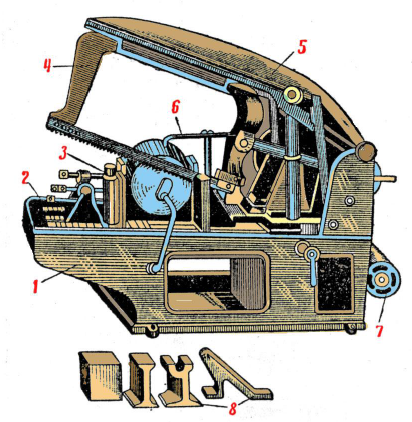
1—станина, 2 — стол, 3 — зажимные тиски, 4— рамка с ножовкой, 5 — хобот, 6— трубка для охлаждающей жидкости, 7 — электродвигатель, 8 — отрезанные куски металла различного профиля
Электроножницы.
Эти ножницы переносные (рис. 5) предназначены для резки листового материала толщиной до 2,7мм.