Для ручной и механизированной плазменной сварки применяют как универсальные, так и специализированные установки. Плазменные установки представляют собой комплекты из плазмотрона (плазменной горелки), источника его питания, механизма подачи присадочной проволоки, механизма перемещения плазмотрона вдоль и поперек оси шва и системы управления электрическими и газовыми параметрами плазменной дуги.
Плазмотроны для сварки состоят из изолированных друг от друга катодного узла и плазмообразующей камеры, собранных в едином корпусе. Плазмотроны могут быть как прямого, так и косвенного действия.
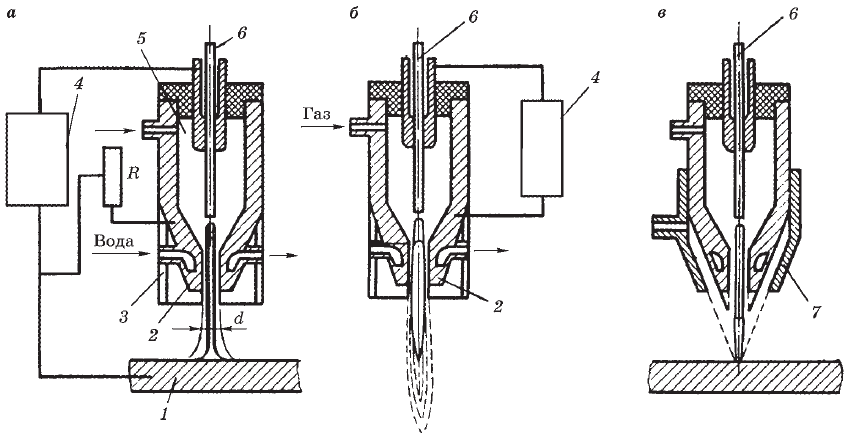
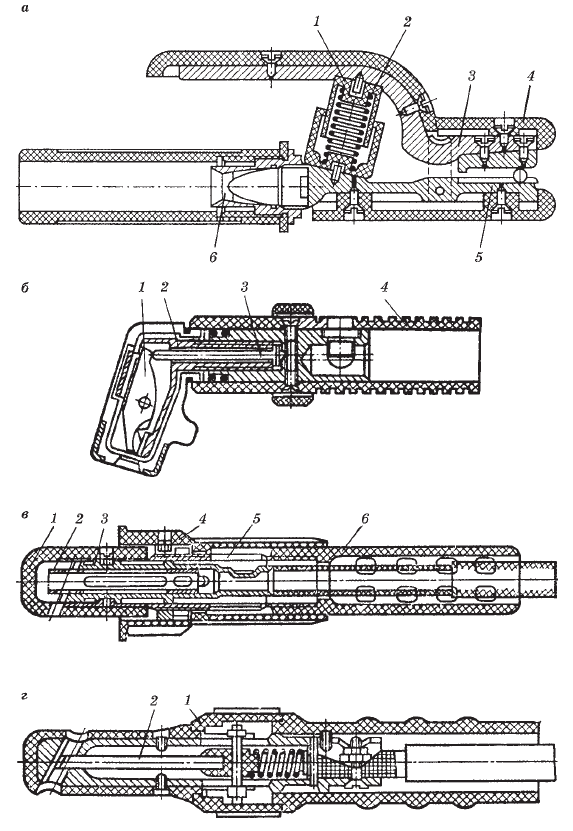
В плазмотронах прямого действия (рис 1, а) дуга горит между изделием и электродом, а защитный газ подается внутрь горелки и, вытекая через сопло, дополнительно сжимает столб дуги.
Рис. 1. Схема процесса сварки сжатой дугой: а — дуга прямого действия; б — дуга косвенного действия; в — микроплазменная дуга; 1 — изделие; 2 — сопло; 3 — газозащитное сопло; 4 — источник питания; 5 — камера горелки; 6 — электрод; 7 — фокусирующее сопло.
Возбуждение дуги между электродом и изделием в плазмотронах прямого действия через узкий канал сопла осуществить трудно. Поэтому при помощи осциллятора возбуждается вспомогательная дуга между электродом и соплом, которая питается от того же источника, что и основная, через дополнительное сопротивление R. Затем, как только факел ионизированного газа коснулся изделия, автоматически загорается основная дуга и выключается вспомогательная.
При другой разновидности плазмотронов (рис. 1, б) дуга горит между электродом и соплом. В этом случае газ нагревается дугой и в значительной мере ионизируется внутри плазмотрона. Плазменный поток направляется на изделие из сопла плазмотрона в виде концентрированного, высокотемпературного пламени.
В плазмотронах косвенного действия величина тока ограничена максимально допустимой тепловой нагрузкой на сопло (выше которой оно разрушается) и явлением шунтирования дуги в канале сопла, а в плазмотроне прямого действия — возникновением двойной дуги при электрическом пробое прослойки газа. Формирующие сопла являются сменными элементами. Как правило, их изготавливают из материала с повышенной теплопроводностью (чаще всего из меди) и охлаждают водой. Сопла малоамперных плазмотронов могут иметь воздушное охлаждение.
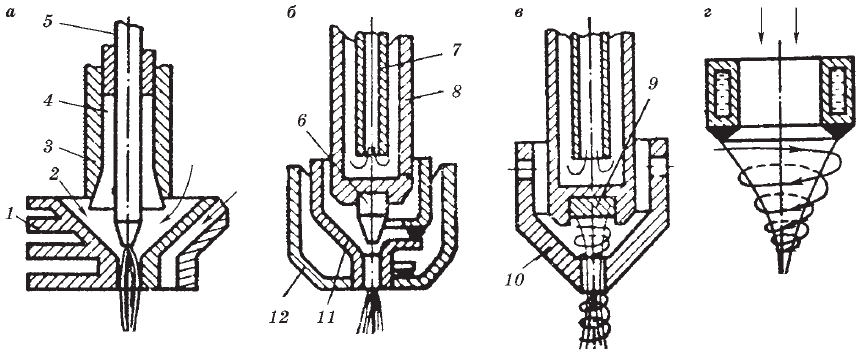
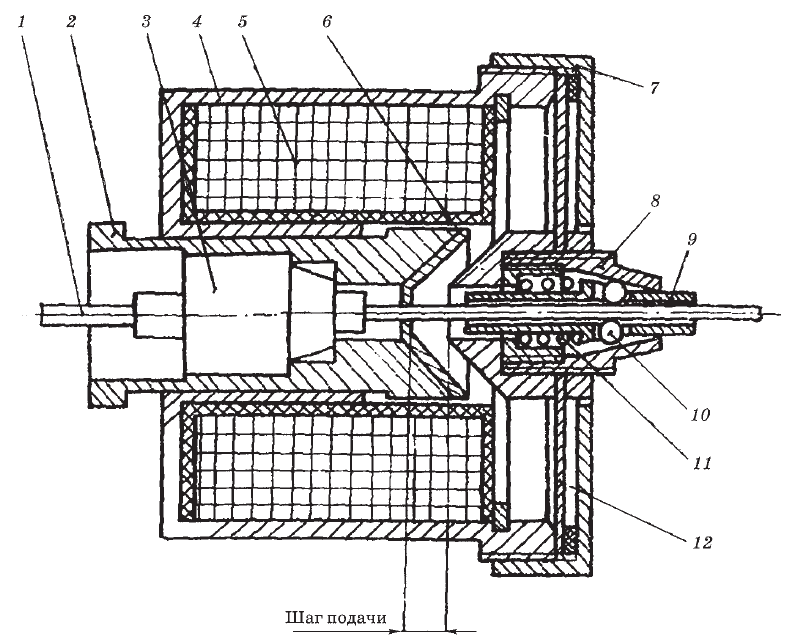
В плазмотронах для сварки в качестве рабочего и защитного газов используется в основном аргон (реже гелий). Катод может быть выполнен в виде цельного стержня (рис. 2) из вольфрама, либо в виде составного стержня, состоящего из медной обоймы, к торцу которой припаян штифт из вольфрама, циркония или других тугоплавких металлов и сплавов. Обойма охлаждается водой. Вольфрамовый штифт припаивается серебряным припоем или приваривается методом диффузионной сварки, а циркониевый, будучи более пластичным, запрессовывается в обойму.
Рис. 2. Конструктивные элементы горелок-плазматронов для сварки сжатой дугой: а — со стержневым электродом; б — со штифтом; в — со вставкой; г — кольцевой электрод; 1, 2 — сопла; 3 — втулка; 4 — цанга; 5 — стержневой электрод; 6 —штифт; 7 — трубка; 8 — обойма; 4, 9 — вставки; 10, 11 — сопла; 12 — корпус сопла.
Применяются полые катоды, кольцевые (рис. 2, г), дисковые и др. Все они выполняются водоохлаждаемыми.
Система стабилизации дуги обеспечивает сжатие столба и строгую его фиксацию по оси электрода и сопла плазмотрона. Чаще всего дуга стабилизируется потоком вытекающего газа. Применяется также стабилизация водой или магнитным потоком. Стабилизирующий газ может подаваться вдоль оси столба дуги (осевая стабилизация) или по касательной (вихревая стабилизация). Завихрение газа обеспечивается конструкцией корпуса плазмотрона.
Большое распространение получили плазмотроны с фокусирующим потоком газа (рис. 2, в). Фокусирующий газ подается по наружному соплу под углом к оси плазмотрона горелки и, охватывая столб дуги, интенсивно охлаждает его. Благодаря этому происходит некоторое уменьшение сечения столба дуги и достигается высокая концентрация потока при сравнительно малой скорости истечения газа. Такие плазмотроны, называемые иглоплазменными или микроплазменными, позволяют получить концентрированную плазму при малых токах (0,5…30 А).
Источники электропитания плазмотронов для сварки выполнены на базе сварочных выпрямителей с падающими внешними вольт-амперными характеристиками (ВАХ) и повышенным напряжением холостого хода (до 80 В).
Система управления включает в себя пульт и при необходимости шкаф управления, в которых размещены устройство зажигания дуги (или осцилляторы), регуляторы расхода газа, электроблокировки, отсекатели и другие элементы водяных и газовых коммуникаций, коллектор кабель-шлангового пакета плазмотрона, разъем электрокабеля для подключения к источнику питания. На пульте расположены приборы контроля и регулирования параметров плазменного процесса. В установках для ручных плазменных процессов пульт управления чаще всего встроен в корпус источника питания, а в установках для механизированных процессов вмонтирован в панель управления установок.
Кабель-шланговый пакет обеспечивает подвод к плазмотрону электрического тока, охлаждающей воды, рабочего и защитного газов и стыкуется с плазмотроном либо внутри рукоятки ручного плазмотрона, либо посредством штуцерных соединений, расположенных в верхней части плазмотрона, предназначенного для механизированной сварки.
При электрошлаковой сварке с помощью сварочных аппаратов выполняют следующие действия:
подачу электродной проволоки или плавящегося электрода в зону сварки со скоростью их плавления;
перемещение сварочного аппарата вверх вдоль шва со скоростью сварки по мере заполнения зазора электродным металлом;
принудительное формирование наружных поверхностей сварных швов с помощью водоохлаждаемых кристаллизаторов-ползунов;
осуществление возвратно-поступательного движения электродов между торцами свариваемых кромок;
автоматическое регулирование уровня сварочной ванны.
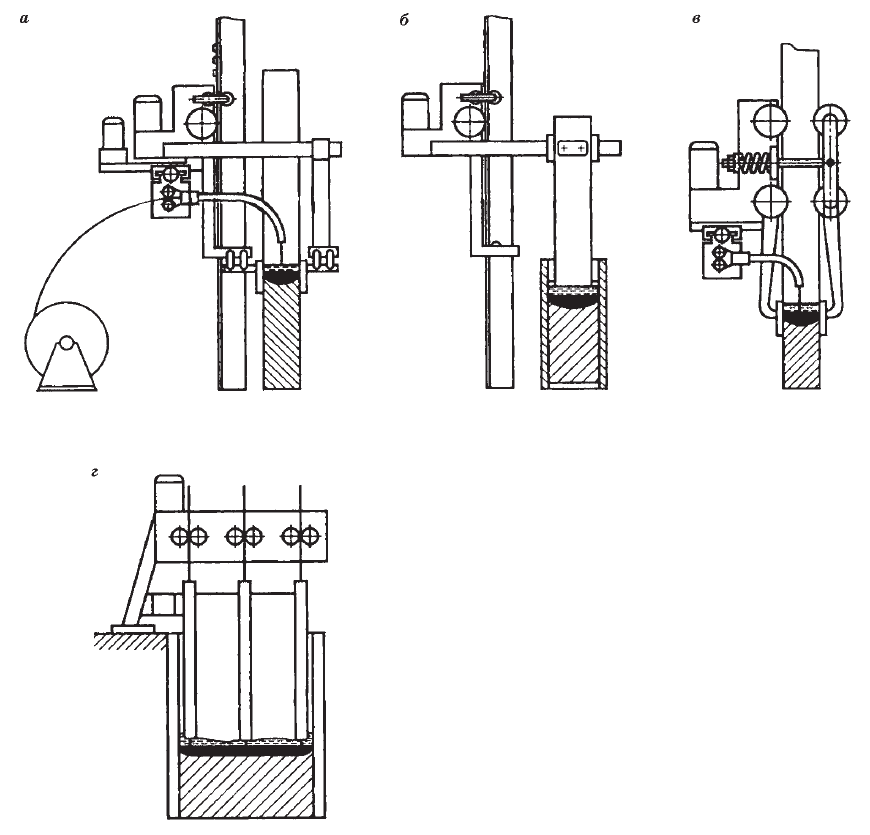
В зависимости от способа крепления и передвижения аппараты могут быть рельсового, безрельсового и подвесного типов (рис. 1).
Рис. 1. Аппараты для электрошлаковой сварки: а и б — рельсовые (для сварки проволочными и пластинчатыми электродами); в — безрельсовый; г — подвесной (для сварки плавящимся мундштуком).
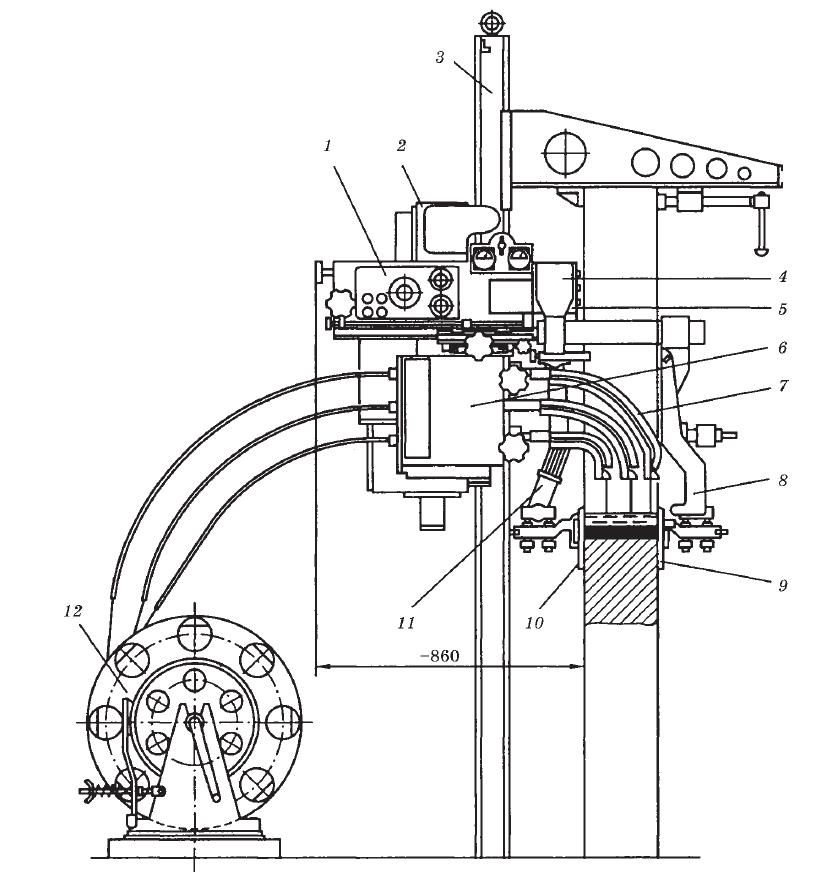
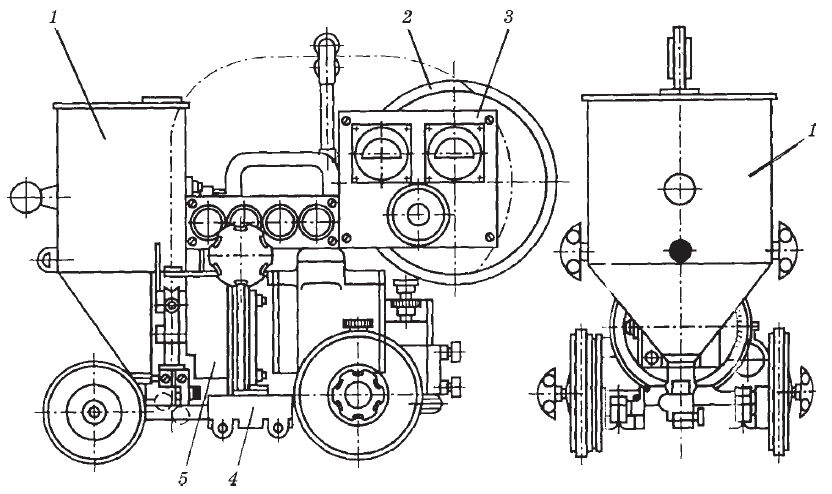
Аппараты рельсового типа перемещаются вдоль шва по вертикально установленному рельсу или направляющим, укрепленным на свариваемом изделии параллельно шву. Рельсы или специальные направляющие снабжаются зубчатой рейкой, по которой движется зубчатое колесо ходового механизма. Рельсовый путь может быть жестким (для сварки прямолинейных швов) или гибким (для сварки криволинейных швов). Максимальная длина сварных швов сравнительно небольшая и определяется длиной рельса и зубчатой рейки. Аппарат такого типа приведен на рисунке 2.
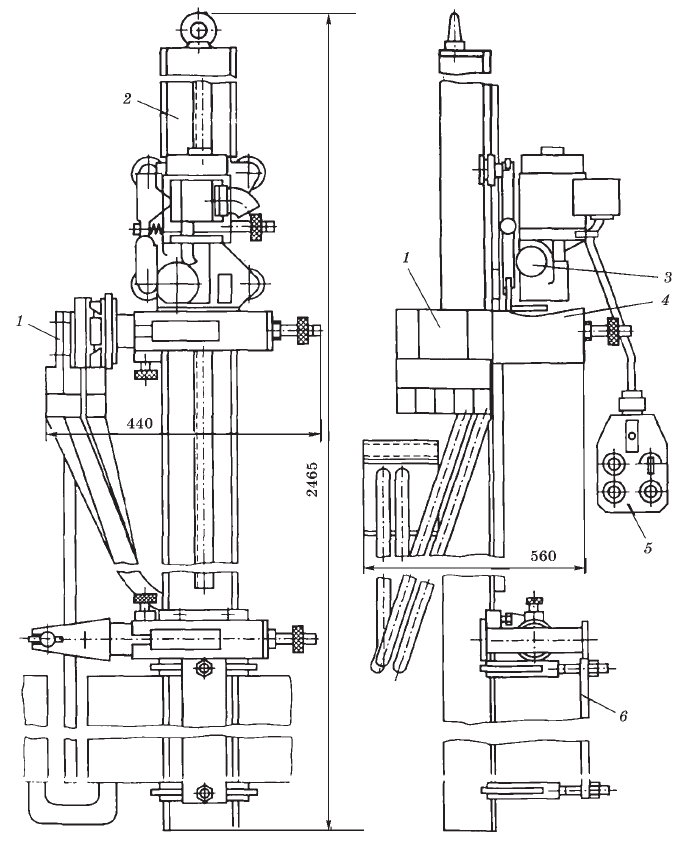
Рис. 2. Схема аппарата А-535 рельсового типа для электрошлаковой сварки прямолинейных стыков: 1 — пульт управления; 2 — ходовая тележка; 3 — колонна с рейкой; 4 — бункер для флюса; 5 — механизм поперечных колебаний мундштуков; 6 — механизм подачи электродных проволок; 7 — мундштук; 8 — подвеска обратного ползуна; 9 — формирующее устройство обратной стороны шва (обратный ползун); 10 — формирующее устройство передней стороны шва (передний ползун); 11 — подвеска переднего ползуна; 12 — катушка с электродной проволокой.
В процессе сварки скорость перемещения аппарата регулируется автоматически в зависимости от уровня металлической ванны относительно медных ползунов. С этой целью в один из ползунов вмонтирован щуп для контроля уровня ванны, электрически связанный с устройством для автоматического регулирования скорости сварки. При автоматической работе система обеспечивает поддержание уровня металлической ванны в пределах ±2 мм относительно заданной величины.
Аппараты безрельсового типа применяют при сварке деталей сравнительно небольшой толщины (до 90-100 мм). Аппараты безрельсового типа применяют при большой длине шва, когда затруднено крепление рельса на изделии с необходимой точностью. В этой группе различают аппараты двух видов: с механическим прижимом и магнитошагающие.
Аппараты с механическим прижимом перемещаются непосредственно по изделию и копируют поверхность при сварке. Движение аппарата осуществляется за счет сил трения между ходовым механизмом и кромками детали. Для этого используют две тележки, расположенные по обе стороны свариваемого стыка и связанные между собой тягами, которые пропущены через зазор собранных деталей и стянуты пружинами.
Магнитошагающие подвесные аппараты удерживаются и перемещаются по вертикальной плоскости с помощью нескольких электромагнитов, связанных между собой кривошипным или эксцентриковым валом. При вращении вала электромагниты поочередно отрываются от изделия и передвигаются по направлению сварки. Сварка может производиться одним или двумя электродами. Электродная проволока подается по гибкому шлангу с помощью отдельного механизма подачи.
Аппараты подвесного типа не имеют ходового механизма, что делает их достаточно простыми и портативными. В состав таких аппаратов входят механизм подачи электродов и устройство для подвода сварочного тока к мундштуку. Аппараты подвесного типа можно разделить на три основные группы.
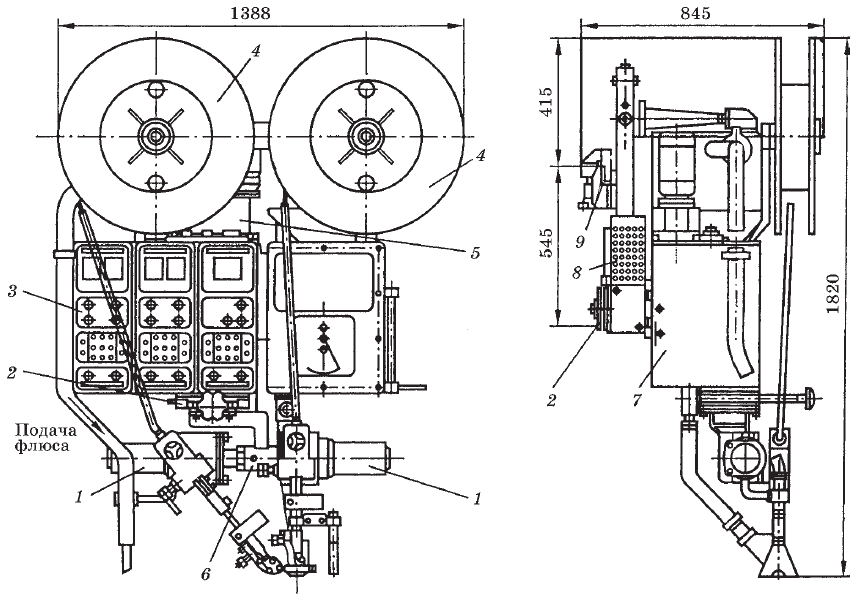
В аппаратах для сварки пластинчатыми и стержневыми электродами вместо проволочных электродов используют пластины размером 20×250 мм или стержни диаметром до 30 мм и более, а также стержни квадратного сечения. Одним из недостатков таких аппаратов является то, что максимальная высота сварного шва зависит от предельно возможной длины электродов. Схема такого аппарата показана на рисунке 3.
Рис. 3. Схема аппарата А-1517 подвесного типа для электрошлаковой сварки пластинчатым электродом: 1 — токоподводящее устройство; 2 — переносная колонна аппарата; 3 — приводная тележка вертикального перемещения электрода; 4 — механизм поперечной корректировки электрода; 5 — пульт управления; 6 — узел крепления колонны к изделию.
В аппаратах для сварки пластинчатыми или ленточными электродами механизмы подачи пластин содержат зажимные приспособления для одного или нескольких электродов и суппорт, передвигающийся по рельсу под действием реечного, винтового или иного привода. К суппорту прикреплены зажимные приспособления.
В аппаратах для сварки плавящимся мундштуком сварочный ток подводится к шлаковой ванне по мундштуку, внутри которого дополнительно подают присадочную проволоку. В процессе сварки плавятся как мундштук, так и проволока, которые и образуют наплавленный металл. Эти аппараты применяют для сварки изделий сложного профиля и при ремонтных работах.
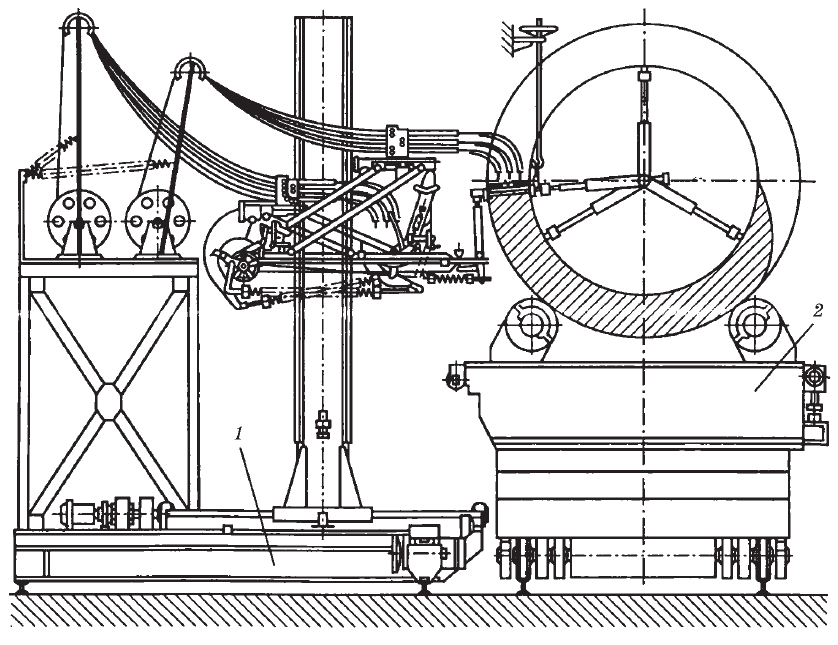
В аппаратах для выполнения кольцевых швов проволочными электродами механизм подачи проволоки установлен неподвижно, свариваемое изделие вращается с помощью обычных роликовых стендов (рис. 4).
Рис. 4. Сборочно-сварочная установка для выполнения кольцевых швов, снабженная сдвоенным аппаратом: 1 — сварочный аппарат; 2 — роликовый стенд.
Аппараты для электрошлаковой сварки имеют постоянную скорость подачи, не зависимую от напряжения дуги, что обусловлено процессом саморегулирования скорости плавления электрода. Источником питания служат сварочные трансформаторы с жесткой вольтамперной характеристикой и пониженным напряжением холостого хода.
Основные принципы работы сварочных автоматов и полуавтоматов.
При сварке плавящимся электродом постоянство длины дуги обеспечивается при равенстве скорости подачи электродной проволоки в зону сварки Vэ, и скорости ее расплавления Vп.
Нарушение равенства скоростей восстанавливается за счет саморегулирования дуги при использовании источников питания с жесткой (пологопадающей) внешней характеристикой. С учетом процесса саморегулирования дуги разработаны сварочные автоматы, работающие с постоянной скоростью подачи электродной проволоки. Для настройки режима выбирают необходимое напряжение дуги по шкале источника, а сварочный ток регулируют изменением скорости подачи проволоки.
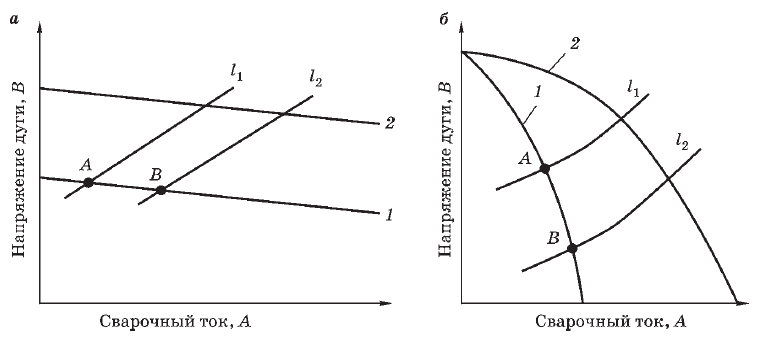
На рисунке 1a приведены две вольт-амперные характеристики (ВАХ) источника сварочного тока, кривые 1 и 2 и две статические характеристики сварочной дуги для двух значений ее длины, кривые l1, l2 (l1 > l2).
Для определенной длины дуги l1 и выбранного напряжения U существует устойчивая рабочая точка А (точка пересечения внешней характеристики источника 1 и характеристики дуги l1, в которой скорости плавления и подачи проволоки равны).
Рис. 1. Пологопадающие ВАХ источника питания (а), крутопадающие ВАХ источника (б) и статические характеристики дуги.
При увеличении скорости подачи проволоки образуется новая точка В пересечения характеристик источника и дуги. Длина дуги и ее сопротивление в этой точке уменьшаются, а сварочный ток растет. Это означает, что увеличение скорости подачи ведет к возрастанию сварочного тока и наоборот, уменьшение скорости подачи проволоки снижает сварочный ток. При случайных укорочениях либо удлинениях дуги возрастание или уменьшение сварочного тока сопровождается соответствующим изменением скорости плавления проволоки, приводящим к восстановлению длины дуги.
Все полуавтоматы для механизированной сварки в защитных газах и под флюсом построены на основе принципа саморегулирования.
Другой принцип регулирования основан на изменении скорости подачи электродной проволоки в зависимости от напряжения на дуге. Данный принцип реализуется в автоматах для сварки проволоками более 3 мм. Здесь для поддержания стабильного горения дуги используют регуляторы напряжения дуги. Источник сварочного тока должен иметь крутопадающую внешнюю ВАХ, а привод подачи — обеспечивать зависимую скорость подачи проволоки от напряжения дуги. В этой комбинации при случайных отклонениях длины дуги сигнал изменения напряжения дуги воздействует на регулятор скорости подачи проволоки и восстанавливает первоначальную длину дуги.
На рисунке 1б показаны крутопадающие ВАХ источника: 1 — малые токи, 2 — большие токи и две статические характеристики дуги; l1 — малые напряжения, l2 — большие напряжения. При этой системе регулирования сварочный ток изменяют регулятором источника, а напряжение дуги — регулятором скорости подачи проволоки.
В автоматах для сварки вольфрамовым электродом регулирование напряжения осуществляется изменением длины дугового промежутка путем перемещения электрода по высоте специальной автоматической системой стабилизации напряжения дуги.
Полуавтоматы для дуговой сварки.
Аппарат для механизированной дуговой сварки, включающий горелку и механизм подачи проволоки с ручным перемещением горелки, называют полуавтоматом.
Классификация полуавтоматов для дуговой сварки.
Полуавтоматы классифицируются по следующим признакам:
по способу защиты сварочной зоны— для сварки под флюсом, в среде защитных газов, открытой дугой;
по виду применяемой проволоки — для сплошной, порошковой или комбинированной проволоки;
по способу подачи проволоки — толкающего, тянущего и комбинированного типа;
по конструктивному исполнению — со стационарным, передвижным и переносным подающим устройством.
Комплектование и основные узлы полуавтоматов.
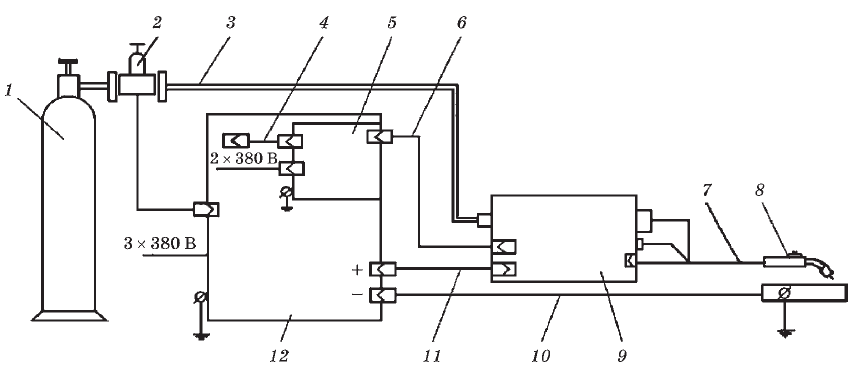
Рассмотрим конструктивную схему полуавтомата для механизированной сварки в защитных газах (рис. 2)
Полуавтомат включает: механизм подачи проволоки, горелку, блок управления сварочным процессом (БУСП), газовую аппаратуру.
Механизм подачи электродной проволоки обеспечивает поступление ее в сварочную горелку через направляющий кабель с заданной скоростью.
Сварочная горелка обеспечивает подвод электрического тока от источника сварочного тока через контактный наконечник к проволоке, а через сопло подает защитный газ из баллона в зону сварки. Снабжена кнопками выключения- включения полуавтомата в режим «сварка», а в некоторых случаях рукоятками регулирования параметрами режима сварки. Некоторые полуавтоматы комплектуются автономными системами водяного охлаждения и дымоотсасывающими устройствами.
Гибкий шланг в полуавтоматах предназначен для подачи электродной проволоки, сварочного тока, защитного газа, подключения проводов управления, а иногда и охлаждающей воды к горелке. С этой целью применяют шланговый провод специальной конструкции или составные шланги, состоящие из нескольких трубок для подачи газа и воды и проводов управления и подвода тока, собранных в общий жгут.
В зависимости от номинального сварочного тока медный кабель имеет сечение 25, 35, 50 и 70 мм2. В большинстве горелок длина кабеля — 2,0…3,0 м.
Блок управления сварочным процессом (БУСП) предназначен для установки и регулирования параметров сварочного цикла. БУСП обеспечивает: включение полуавтомата в режим «сварка» кнопкой, расположенной на сварочной горелке; плавное регулирование скорости подачи электродной проволоки и сварочного напряжения на источнике питания резисторами, расположенными внутри подающего механизма; включение подачи защитного газа при нажатии кнопки на горелке с ручной регулировкой длительности («Предварительная продувка») и ручную регулируемую выдержку на отключение подачи защитного газа после отключения сварочного источника («3ащита сварочной ванны») в режиме «Длинные швы». Блок управления может располагаться как в источнике питания, так и в корпусе механизма подачи присадочной проволоки, возможно также внешнее расположение, при этом БУСП подключается через внешние разъемы.
Газовая аппаратура служит для подачи защитного газа в зону сварки — газовые редукторы, подогреватели и осушителя газов, расходомеры, смесители газов, электромагнитные газовые клапаны.
Полуавтоматы для сварки под флюсом имеют те же основные узлы, что и полуавтоматы для механизированной сварки в защитных газах, только вместо газовой аппаратуры применяется специальная воронка, обеспечивающая подачу флюса в зону сварки. Однако эти полуавтоматы не нашли широкого применения, так как они могут быть использованы только для сварки в нижнем положении.
Автоматы для дуговой сварки.
Сварочные аппараты, обеспечивающие автоматическое выполнение основных технологических перемещений электрода и дуги с поддержанием постоянства заданных параметров сварочного режима (напряжения дуги, сварочного тока, скорости сварки), называют автоматами.
Классификация автоматов для дуговой сварки.
Автоматы классифицируются по следующим признакам:
по типу применяемого электрода — автоматы с плавящимся электродом и автоматы с неплавящимся (вольфрамовым) электродом;
по способу перемещения тележки — автоматы тракторного типа и кареточные;
по способу защиты сварочной ванны — автоматы для сварки под флюсом, в среде защитных газов и универсальные;
по пространственному выполнению сварных соединений — автоматы для сварки швов в нижнем, вертикальном и горизонтальном положениях; кольцевых поворотных и неповоротных стыков и кольцевых в горизонтальной плоскости;
по числу горящих дуг различают автоматы для сварки одной дугой, трехфазной дугой и многодуговые (многоэлектродные);
по способу поддержания постоянства параметров дуги выпускают автоматы с принудительным регулированием напряжения дуги и саморегулированием.
Комплектование и основные узлы автоматов.
Автоматы для дуговой сварки в защитных газах обеспечивают выполнение следующих операций:
зажигание дуги в начале сварки;
подачу электрода (или присадочного материала) в зону дуги по мере его оплавления;
регулирование и стабилизацию параметров режима сварки; •передвижение дуги вдоль свариваемых кромок;
защиту зоны дуги и сварочной ванны от воздействия воздуха;
направление электрода по шву;
прекращение процесса сварки с совмещением операций заварки кратера и прекращения подачи защитного газа через определенный интервал времени.
Конструкция автоматов для сварки должна обеспечивать быструю переналадку режима сварки, надежность, удобство обслуживания, безопасность работы. Автоматы должны быть малогабаритными, небольшой массы и отвечать требованиям промышленной эстетики.
Сварочные автоматы состоят из следующих основных узлов: сварочной головки, механизма перемещения, аппаратуры управления, механизма поддержания постоянства длины дуги (АРНД — для сварки неплавящимся электродом), а также аппаратуры, обеспечивающей подачу в зону сварки защитного газа.
Большую группу аппаратов для дуговой автоматической сварки составляют подвесные сварочные головки. Их применяют главным образом в установках, когда в процессе сварки передвигается изделие или когда головка закреплена на перемещающейся части установки. Часто в качестве подвесных сварочных головок применяют отдельные узлы самоходных аппаратов. Однако в некоторых случаях подвесные сварочные головки выпускаются заводами-изготовителями в виде автономных агрегатов, оснащенных пультом управления и шкафом электроаппаратуры.
Подвесные головки, как правило, состоят из сварочной горелки, механизма подачи присадочной проволоки, механизмов для установочных перемещений горелки, катушки для электродной проволоки и устройства для закрепления головки на консоли или траверсе.
Основными элементами сварочной головки являются: механизм подачи проволоки, токоподводящий мундштук (горелка — у автоматов для сварки в защитных газах).
Механизм перемещения предназначен для перемещения головки вдоль свариваемого стыка со скоростью сварки.
Аппаратура управления обеспечивает управление процессом сварки и содержит блок управления и пульт управления.
Механизм поддержания постоянства длины дуги (АРНД), представляет собой замкнутую систему автоматического регулирования с воздействием на пространственное положение электрода относительно поверхности изделия. Принцип построения АРНД основан на использовании функциональной зависимости Uд = f(lд) при сварке неплавящимся электродом.
Для сварки в защитных газах аппаратура, обеспечивающая защиту зоны сварки, представляет собой газовую аппаратуру, а для сварки под флюсом — аппаратура, обеспечивающая подачу флюса в зону сварки и удаление нерасплавленного при сварке флюса.
Конструктивные особенности механизмов подачи проволоки оборудования для автоматической и механизированной дуговой сварки.
Сварка с присадочной или электродной проволокой требует непрерывного ввода в зону горения дуги определенного количества проволоки, причем для качественного формирования сварного шва необходимо обеспечивать равенство скорости подачи и скорости плавления электродной проволоки и точность дозировки присадочной проволоки, поступающей в сварочную ванну. Эти требования должен обеспечивать механизм подачи проволоки.
Общие требования к механизмам подачи проволоки.
Конструкция каждого механизма подачи проволоки обладает своими особенностями, которые обусловлены как способом сварки, так и общей конструкцией сварочной головки. Однако основными требованиями, которым должен удовлетворять каждый механизм подачи проволоки, являются следующие:
непрерывное сообщение проволоке осевого усилия, необходимого для преодоления всех сил сопротивления, возникающих на пути ее движения;
исключение возможности деформирования проволоки или повреждения ее поверхности;
обеспечение длительного цикла работы механизма подачи проволоки;
доступность обслуживания при эксплуатации: заправке проволоки, регулировании силы прижатия роликов, замене изношенных роликов, чистке направляющих втулок и трактов.
Кроме этого, механизм подачи проволоки должен иметь минимальные размеры и массу.
Устройство механизмов подачи проволоки.
По методам преобразования вращательного движения в поступательное все механизм подачи проволоки можно разделить на роликовые и безроликовые механизмы подачи.
В общем случае, конструкция роликовых механизмов подачи проволоки состоит из следующих узлов: редуктора, подающих роликов с пружиннорычажной системой и направляющих втулок.
Редуктор обеспечивает вращение роликов с определенной скоростью и соединен с электродвигателем муфтой. Редуктор может быть цилиндрическим, червячно-цилиндрическим или планетарным. В механизме подачи проволоки применяют двигатели переменного и постоянного тока. Двигатели постоянного тока, позволяющие регулировать скорость подачи проволоки в большом диапазоне, нашли более широкое применение. В большинстве механизмов подачи применяют двигатели мощностью 40…180 Вт.
Система роликов преобразовывает вращательное движение роликов в поступательное движение проволоки. Роликовая система состоит из подающего ролика, который установлен на выходном валу редуктора, и прижимного ролика, устанавливаемого на одном из плеч двухплечевого рычага пружиннорычажного узла. Пружинно-рычажный узел обеспечивает контакт роликов с поверхностью проволоки и определенное усилие поджатия для создания заданной осевой силы при подаче проволоки.
Роликовые устройства для подачи электродной проволоки часто содержат один приводной и один прижимной ролик. Для стальной проволоки диаметром 1,6…2,5 мм, а также для порошковой или алюминиевой проволок применяют две пары приводных и прижимных роликов. Форма рабочей поверхности роликов может быть цилиндрическая гладкая, цилиндрическая с накаткой или канавкой, коническая.
Приемно-направляющие втулки служат для направления проволоки в зазор между роликами и на выходе из роликов в тракт. Втулка, стоящая перед роликами со стороны кассеты, направляет проволоку в зазор между роликами называется направляющей, а стоящая за роликами со стороны тракта — приемной. Обычно приемная втулка выполняется совместно с трактом, и поэтому в большинстве случаев она устанавливается с возможностью съема в специальном кронштейне на корпусе редуктора. При использовании проволок большого диаметра (от 3 мм), для уменьшения блуждания торца электрода перед мундштуком устанавливают роликовый механизм правки проволоки.
Безроликовые механизмы, как правило, используются для импульсной подачи проволоки. Они могут быть с приводами периодического действия (электоромагнитные, гидравлические и пневматические) и с электродвигателями.
Примером безроликового механизма может служить механизм с шариковыми захватами и электромагнитным приводом, который применяют для импульсной подачи проволоки. Применение таких механизмов позволяет снизить разбрызгивание.
На рисунке 3 показан механизм импульсной подачи проволоки с шариковым и электромагнитным приводом втяжного типа. В этом приводе магнитопривод 4, крышка 7, якорь 6 и сердечник 2 образуют замкнутую магнитную систему. Внутри магнитопривода 4 расположена обмотка 5. Подача проволоки 1 осуществляется быстродействующими шариковыми захватами, один из которых 3 расположен на сердечнике 2, а второй — на якоре. Работает механизм подачи следующим образом. При подаче импульсного напряжения на обмотку 5 возникает электромагнитная сила, которая перемещает якорь 6, установленный на мембране 12 и связанный с ними захват на величину установленного рабочего зазора. При этом шарики 10, находящиеся в прорезях подпружиненного пружиной 11 штока 8, действием корпуса оправки зажимают проволоку 1 и перемещают ее шаг на шаг подачи. Снятие напряжения с обмотки сопровождается исчезновением магнитного поля и электромагнитной силы, якорь 6 и захват под действием упругих сил мембраны 12 возвращаются в исходное положение. При этом захват проскальзывает по проволоке 1, удерживаемой в этот момент времени шариковым захватом 3, расположенным на сердечнике 2. Скорость подачи проволоки регулируется изменением шага подачи и частоты пульсации тока в обмотке 5.
Рис. 3. Механизм импульсной подачи с шариковыми захватами и электромагнитным приводом.
Различают три основные системы подачи электродной проволоки по месту расположения механизма подачи:
толкающего типа;
тянуще-толкающего типа;
тянущего типа.
Система подачи толкающего типа является наиболее распространенной и используется во всех полуавтоматах, выпускаемых отечественной промышленностью. К недостаткам этой системы относятся ограничение длины шланга (до 3 м), изгиб проволоки в направляющем канале, невозможность подачи проволоки малого диаметра и значительные усилия в механизмах подачи. Преимуществами являются простота устройства, небольшие размеры и масса горелки, которые служат основными критериями для оператора-сварщика.
Система подачи тянуще-толкающего типа комбинационная, усилия в ней минимальны. Такая система может быть использована для подачи тонких (диаметром менее 1 мм) проволок на значительное (до 10-20 м) расстояние. Однако горелка в такой системе имеет большую массу и габариты. При отсутствии в системе полной синхронизации используют один двигатель с постоянным моментом (толкающий), а другой — с постоянной скоростью (тянущий).
В системе подачи тянущего типа к электродной проволоке приложена сила натяжения и проволока не изгибается в направляющем канале, но при скручивании канала существует опасность разрыва проволоки. Горелка в этой системе имеет значительные размеры и массу.
По технологическому назначению в зависимости от способа сварки все механизмы подачи можно разделить на механизмы подачи присадочной проволоки и механизмы подачи электродной проволоки. Конструктивно они мало чем отличаются один от другого, за исключением разных передаточных отношений редукторов, так как скорости присадочной и электродной проволоки различны. Кроме того, для сварки под флюсом применяют проволоку большего диаметра, чем при сварке в защитных газах (для сварки под флюсом проволока 1…6 мм, а для сварки в защитных газах — 0,5…2,4 мм.).
Особенности конструкции механизмов перемещения оборудования для автоматической и механизированной дуговой сварки.
Как правило, механизм перемещения представляет собой электропривод, состоящий из двигателя постоянного или переменного тока и редуктора. В некоторых автоматах, таких как автоматы типа АДФ, редукторы механизма подачи проволоки и механизма перемещения приводятся в движение общим электродвигателем переменного тока. Наличие одного электродвигателя является характерной особенностью автоматов данного типа. Скорости подачи электродной проволоки и сварки не зависят от напряжения сварочной дуги.
Для установочных перемещений автоматов применяются либо отдельные привода, обеспечивающие передвижения автомата с маршевой скоростью, либо автомат передвигается вручную, предварительно выключив сцепление.
Различают механизмы перемещения тракторного типа и самоходные подвесные тележки.
Тележки тракторного типа перемещаются по направляющим рельсам либо непосредственно по свариваемому изделию.
К автоматам тракторного типа относятся: автоматы типа АДГ и АДФ, которые предназначены для выполнения сварки плавящимся электродом в среде защитных газов или под флюсом (рис. 4). В процессе сварки автомат передвигается по изделию или уложенной на нем легкой направленной линейке. Для ручного перемещения автомата к месту начала сварки тележка имеет фрикционную муфту для отключения от сцепления с электроприводом.
Самоходная подвесная тележка перемещается на колесном ходу по специальным направляющим и служит основой для крепления остальных частей сварочного автомата.
По расположению колес различают тележки велосипедного и кареточного типов. Тележки велосипедного типа имеют два опорных колеса, расположенных в одной плоскости, и один поддерживающий ролик, размещаемый над опорными колесами или под ними. Кареточные тележки имеют четыре или три колеса, разнесенные по горизонтали.
Примером автоматов с самоходными тележками могут служить автоматы типа А-1417 и А-1416 для дуговой сварки плавящимся электродом в среде углекислого газа и для однодуговой сварки под флюсом. Автоматы состоят из сварочной головки, системы подачи газа или флюсоаппарата и самоходной тележки велосипедного типа с независимым механическим приводом для перемещения автомата с рабочей и маршевой скоростями. Данные автоматы являются базовыми моделями самоходных автоматов. На базе автомата А-1416 выпускается самоходный автомат А-1412 (рис. 5), который предназначен для двухдуговой сварки под флюсом переменным током и комплектуется двумя источниками питания.
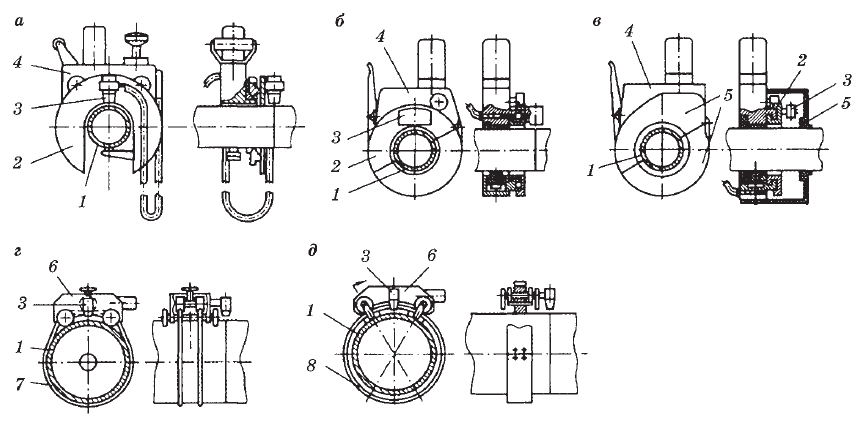
В автоматах для сварки неповоротных кольцевых стыков тележка перемещается по направляющим, имеющим форму окружности, с помощью электродвигателя. Примером автоматов для сварки неповоротных кольцевых стыков могут служить автоматы типа ОДА, типа ACT и т.д. Конструктивные схемы аппаратов для сварки неповоротных стыков труб показаны на рисунке 6.
Рис. 6. Конструктивные схемы автоматов для сварки труб: а — С-образный открытый аппарат; б — корпусной разъемный открытый аппарат; в — корпусной разъемный камерный аппарат; г — тракторный аппарат, перемещаемый по поверхности трубы; д — тракторный аппарат с неподвижной направляющей; 1 — труба; 2 — планшайба; 3 — горелка; 4 — корпус; 5 — камера; 6 — каретка; 7 — гибкий элемент поджатия аппарата к трубе; 8 — жесткая направляющая.
Газовая аппаратура для сварки в защитных газах.
Для подготовки, управления подачей газа при сварке в защитных газах служит газовая аппаратура — газовые редукторы, подогреватели и осушителя газов, расходомеры, смесители газов, электромагнитные газовые клапаны.
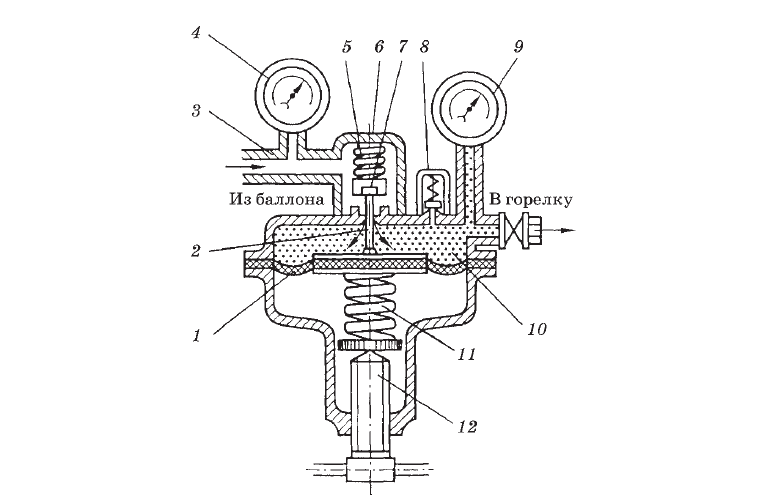
Редукторы (рис. 7) предназначены для понижения давления газа, поступающего из баллона или распределительного трубопровода, и автоматического поддержания постоянным заданного рабочего давления.
Давление газа в баллоне показывает манометр высокого давления 4. Газ проходит через приоткрытый пружиной 11 клапан 7 и поступает в камеру низкого давления 10. Это давление показывает манометр низкого давления 9. Из камеры низкого давления защитный газ через вентиль подается в сварочную головку.
Регулирование рабочего давления происходит следующим образом. Регулировочным винтом 12 сжимают пружины 11 и 5, при этом клапан 7 открывается и давление в камере низкого давления повышается. При вывертывании винта, наоборот, давление газа уменьшается.
Автоматическое поддержание рабочего давления в редукторе осуществляется следующим образом. С уменьшением расхода газа давление в камере низкого давления будет возрастать, мембрана 1 отойдет вниз и сожмет пружину 11. При этом пружина 5 закроет клапан 7 и будет держать его в таком положении до тех пор, пока давление в камере 10 не станет вновь равным первоначальному. Наоборот, с увеличением расхода газа его давление в камере низкого давления уменьшается, мембрана под действием пружины перемещается вверх и открывает клапан. При случайном повышении давления выше допустимого открывается предохранительный клапан 8 и сжатый газ выходит в атмосферу.
При сварке применяют также редукторы, которые одновременно являюются расходомерами.
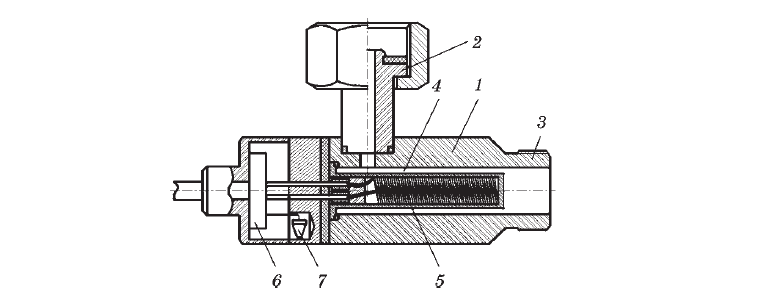
Подогреватель предназначен для подогрева углекислого газа, поступающего из баллона в редуктор, с целью предотвращения замерзания редуктора при большом расходе углекислого газа (вследствие поглощения теплоты при испарении жидкого углекислого газа). Подогреватель состоит из корпуса 1, входного 2 и выходного 3 штуцеров коаксиального зазора 4, по которому проходит углекислый газ, и нагревательного элемента 5 из хромоникелевой проволоки (рис. 8). Подогреватель крепят к баллону накидной гайкой. Питание осуществляется постоянным током напряжением 20 В или переменным током напряжением 36 В.
Осушитель, применяемый при использовании влажного углекислого газа, полученного из пищевой (неосушенной) углекислоты, может быть высокого и низкого давления. Осушитель высокого давления устанавливают перед понижающим редуктором. Осушители низкого давления целесообразно применять главным образом при централизованной газовой разводке. В качестве влагопоглотителя используют силикагель или алюмогликоль, реже — медный купорос и хлористый кальций. Силикагель и медный купорос, насыщенные влагой, осушают путем прокаливания при 250-300° С в течение 2 ч. Осушитель рассчитан на осушку 30-35 м3 углекислого газа при одной зарядке.
Расходомеры предназначены для измерения расхода защитного газа. Они могут быть поплавкового (ротаметр) и дроссельного типов.
Ротаметр состоит из стеклянной трубки, в которой находится легкий поплавок, свободно перемещающийся в ней. Чем больше расход газа и его плотность, тем выше поднимается поплавок. Ротаметр снабжен шкалой, тарированной по расходу воздуха. Для пересчета на расход защитного газа пользуются графиками.
Расходомер дроссельного типа построен на принципе измерения перепада давления на участках до и после дросселирующей диафрагмы, который зависит от расхода газа и измеряется манометрами. О примерном расходе защитного газа можно судить также по показанию манометра низкого давления газового редуктора. Для этого на выходе из редуктора устанавливают дроссельную шайбу (дюзу) с небольшим калиброванным отверстием. Скорость истечения газа через его отверстие, а следовательно, и расход газа будут пропорциональны давлению газа в рабочей камере. При использовании этого принципа в редукторе манометр показывает непосредственно расход газа, а не давление в рабочей камере.
Смесители предназначены для получения смесей газов СО2, О2 или Аr.
Постовой смеситель для получения смеси газов СО2 и О2, отбираемых из баллонов, и автоматического поддержания постоянными заданного состава и расхода газовой смеси состоит из регулятора давления с редуктором и узла смешения газов. Состав смеси изменяют заменой дюз.
Рамповый смеситель позволяет получить смесь СО2 и О2 при отборе кислорода от рампы баллонов, а углекислого газа — от изотермической емкости, содержащей сжиженный переохлажденный диоксид углерода. Смеситель обеспечивает питание газом 10…50 сварочных постов.
Газовый клапан используют для экономии защитного газа. Его следует устанавливать по возможности ближе к сварочной горелке. Наибольшее распространение получили электромагнитные газовые клапаны. Газовый клапан включают до зажигания дуги и выключают после обрыва дуги и полного затвердевания металла в кратере шва.
Флюсовая аппаратура.
При сварке под флюсом сварочные автоматы имеют специальную флюсовую аппаратуру, предназначенную для подачи флюса в зону сварки, удержания его на поверхности шва во время сварки и уборки нерасплавившейся части флюса.
По способу создания потока воздуха, транспортирующего флюс, флюсовые аппараты делятся на три вида: всасывающего действия, в которых флюс транспортируется разреженным воздухом; нагнетательного действия, в которых флюс транспортируется потоком сжатого воздуха; всасывающе-нагнетательного действия (комбинированные), в которых флюс на одних участках транспортируется разреженным воздухом, а на других — потоком сжатого воздуха.
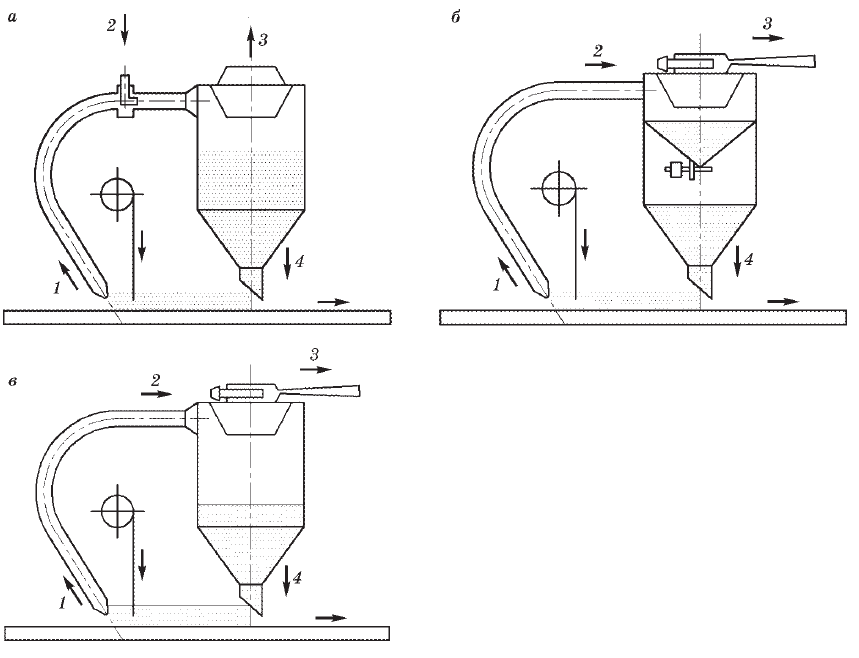
По характеру циркуляции флюса флюсовые аппараты делят на три группы: с непрерывной циркуляцией, при которой флюс одновременно подается в зону сварки и всасывается после зоны сварки, непрерывно пополняя бункер аппарата (рис. 9, а); с периодической циркуляцией, когда флюс одновременно подается в зону сварки и всасывается в промежуточную емкость, периодически пополняя бункер, из которого флюс подается в зону сварки (рис. 9, б); без циркуляции, когда при всасывании флюса невозможна его ссыпка либо при ссыпке невозможно всасывание (рис. 9, в). В аппаратах последнего типа предусмотрено использование сжатого (разреженного) воздуха только для одной операции — либо для ссыпки (пополнение бункера флюсом производится периодически при отключении пневмоподачи), либо для всасывания (ссыпка производится при отключении всасывания).
Рис. 9. Три группы флюсовых аппаратов по характеру циркуляции флюса: а — с непрерывной циркуляцией; б — с периодической циркуляцией; в — без циркуляции.
Разрежение воздуха, необходимое для всасывания флюса, создается с помощью пневматических устройств (воздушных эжекторов) или электромеханических агрегатов. Преимущество пневматических устройств состоит в простоте, связанной с отсутствием движущихся частей, и малых размерах. Однако при использовании цеховой пневмосети требуется тщательное обезвоживание сжатого воздуха, подводимого к эжектору. В противном случае возможно увлажнение флюса и, как следствие, появление дефектов в сварном соединении. В связи с этим находят применение автономные пневмосистемы.
Во флюсовых аппаратах всасывающего действия под разрежением находится весь объем флюсоаппарата, включая всасывающую трубу (шланг) и бункер. Поэтому такие аппараты работают без циркуляции. В аппаратах нагнетательного действия весь объем находится под избыточным давлением, что также не позволяет осуществить циркуляцию флюса.
В аппаратах всасывающе-нагнетательного действия всасывающий шланг находится под разрежением, а бункер и труба для ссыпки флюса в зону сварки (или впереди зоны сварки) — под избыточным давлением. Поэтому в таких аппаратах происходят одновременное всасывание и ссыпка флюса. Однако при применении этих аппаратов предъявляются повышенные требования к очистке воздуха от влаги. Кроме того, в аппаратах всасывающе-нагнетательного действия наблюдается более интенсивное измельчение флюса.
В двухкамерных флюсовых аппаратах всасывающего действия в верхней камере создается разрежение, а в нижней — давление, равное атмосферному. Флюс всасывается в верхнюю камеру, из которой периодически пересыпается в нижнюю (по мере наполнения верхней камеры или после сварки одного шва или заданного числа швов). На шов флюс равномерно подается самотеком из нижней камеры. Во флюсовых аппаратах этого типа отмечается наименьшее измельчение и увлажнение флюса при прочих равных условиях.
По размещению флюсовые аппараты бывают встроенные в сварочный аппарат и вынесенные, устанавливаемые отдельно от сварочного аппарата. Вынесенные флюсовые аппараты, в свою очередь, по транспортабельности и, следовательно, по условиям применения делятся на стационарные, передвижные и переносные.
Сварочные горелки и токоподводы.
Наиболее важным узлом любого сварочного аппарата для сварки в защитных газах является горелка. С помощью горелки возбуждается сварочная дуга и осуществляется формирование и направление струи защитного газа. В горелке закреплен электрод (в случае сварки неплавящимся электродом) или токоподводящий наконечник для направления подачи электродной проволоки (в случае сварки с плавящимся электродом).
Конструкция сварочной горелки должна обеспечивать безопасность работы, стабильность процесса сварки (наплавки) и эффективную газовую защиту зоны сварки. Для предотвращения обгорания корпус горелки должен быть электрически изолирован от мундштука. Для уменьшения налипания брызг расплавленного металла сопло горелки охлаждают, а его поверхность желательно полировать или хромировать. Налипание брызг электродного металла резко снижается, если сопло изготавливать из специальной керамики.
Эксплуатационные свойства горелок для дуговой сварки плавящимся электродом определяется качеством токоподводящего наконечника, прежде всего, его износостойкостью. При прохождении электродной проволоки наконечники быстро изнашиваются, в результате чего нарушается электрический контакт и ухудшается стабильность процесса сварки. Особенно это заметно в наконечниках с поджимным контактом, конструкция которых не получила широкого распространения.
Наиболее широкое применение получили трубчатые наконечники из меди без поджимного контакта, изготовляемые точением или штамповкой. Срок службы их составляет от 5 до 10 часов непрерывной работы. На рисунке 10 показаны токоподводящие наконечники сварочных горелок.
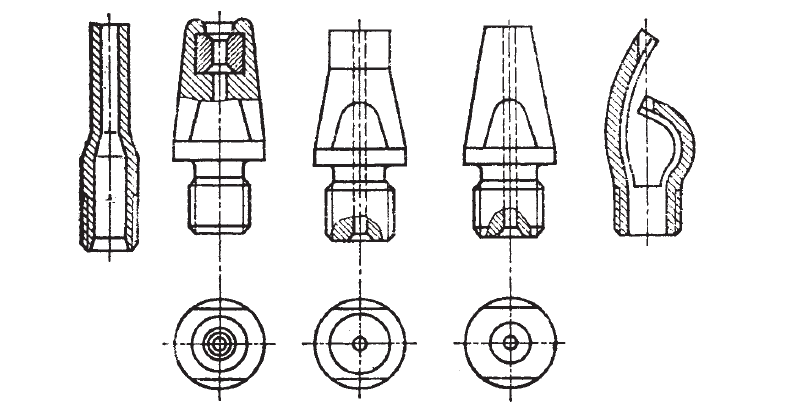
Для обеспечения токоподвода при сварке под флюсом применяют мундштуки. Конструкции мундштуков различны в зависимости от способа сварки и диаметра проволоки. Для сварки электродной проволокой большого диаметра (3-5 мм) применяют мундштуки с роликовым скользящим контактом, а при меньшем диаметре (0,8-2,5 мм) — трубчатые мундштуки. Применяют также мундштуки колодочного типа, состоящие из двух подпружиненных колодок, и мундштуки сапожкового типа (рис. 11.).
Рис. 11. Токоподводящие мундштуки для автоматов: а — роликовый; б — трубчатый; в — колодочный; г — сапожковый.
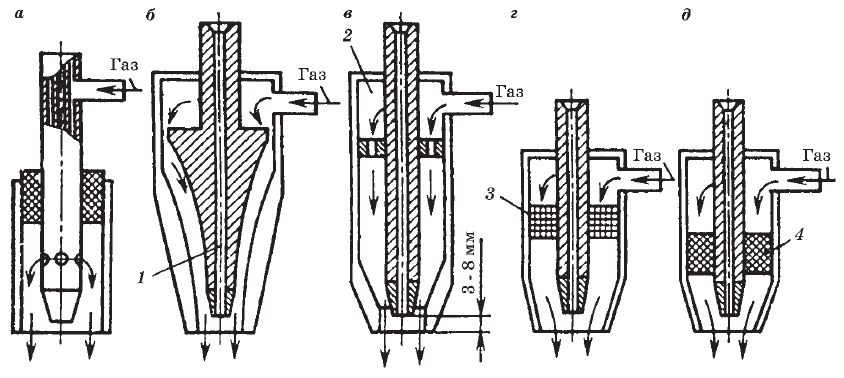
Эффективность газовой защиты во многом зависит от размеров и конструкции горелки. В свою очередь размеры горелки выбирают с учетом рода защитного газа, типа сварного соединения и режима сварки. Для создания ламинарного потока защитного газа применяют различные схемы подвода газа в сопло (рис. 12). Оптимальная форма сопла — параболическая или коническая с цилиндрической частью на выходе.
Рис. 12. Схемы питания газом сварочных горелок: а — с кольцевым подводом газа; б — с отражателями; в — с успокоительными камерами; г — с сеточными вставками; д — с металлокерамическими вставками; 1 — отражатель; 2 — успокоительная камера; 3 — сетка; 4 — металлокерамика.
Горелки делятся в зависимости от типа электрода на горелки для сварки плавящимся и неплавящимся электродом; по применению — для ручной и автоматической сварки; по системе охлаждения — на горелки с естественным и водяным охлаждением.
Ручные горелки для плавящегося электрода чаще выполняются с держателем пистолетного типа. Эти горелки используют для дуговой полуавтоматической сварки в среде защитных газов.
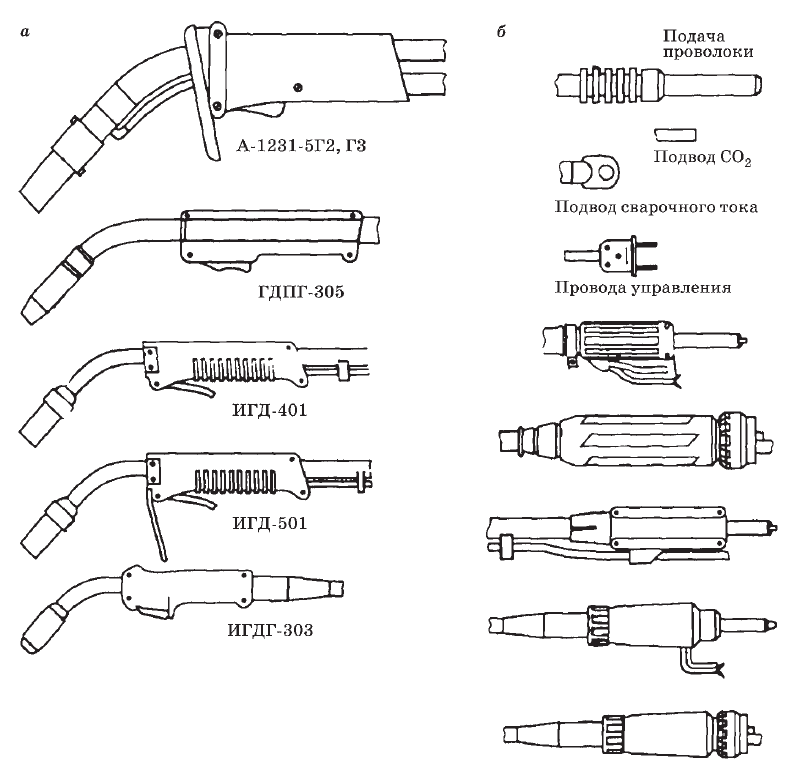
Горелки для механизированной сварки выпускают на токи 125, 160, 200, 315, 400, 500 и 630 А. Для сварки в СО2 на токах до 500 А горелки выполнены с естественным воздушным охлаждением (рис. 13). Для тяжелых условий работы на токах 500 и 630 А, а также для сварки в аргоне на токах > 315 А горелки имеют водяное охлаждение.
Рис. 13. Горелки (а) и соединительные муфты (б) к полуавтоматам.
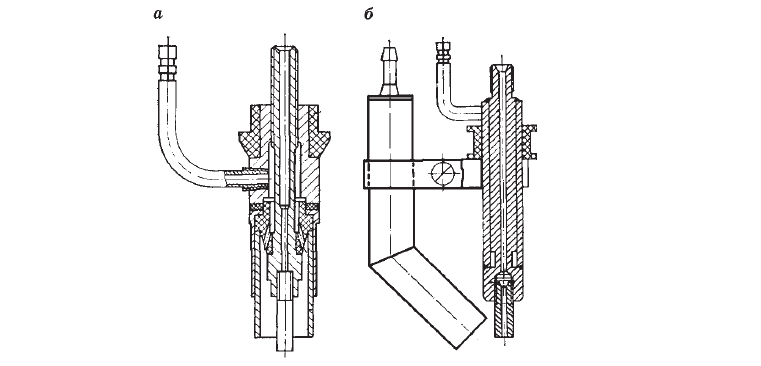
Горелки для сварки в защитных газах могут иметь центральный (концентричный) и боковой подвод газа. В первом случае газовое сопло представляет собой часть горелки, а во втором — отдельный патрубок, располагаемый сбоку от горелки.
Горелки с центральным подводом (рис. 14, а) газа в целом аналогичны горелкам для механизированной сварки, но отличаются от них формой корпуса и иногда несколько большими размерами. Они применяются обычно для сварки швов во всех пространственных положениях, в том числе — в труднодоступных местах. Недостатком таких горелок является сильное забрызгивание сопловой части, что требует частой чистки сопла.
Горелки с боковой подачей защитного газа (рис. 14, б) используются преимущественно для сварки прямолинейных протяженных швов, не ограниченных в пространстве. Возможна также сварка кольцевых швов. При боковой подаче защитного газа забрызгивание сопла минимальное. Обычно горелки для автоматической сварки током свыше 250 А имеют водяное охлаждение рабочей части. Это значительно уменьшает налипание брызг металла на рабочую часть горелки, что сокращает простои, связанные с очисткой и заменой элементов горелки.
Рис. 14. Горелки для сварки плавящимся электродом с центральной подачей газа (а) и с боковой подачей газа (б)
Горелки для автоматической сварки неплавящимся электродом, как правило, изготавливают с центральной подачей газа. Закрепление электрода горелки и организация газовой защиты аналогичны горелкам для ручной сварки. Горелки для автоматической сварки, также как и ручные горелки, могут быть выполнены с воздушным охлаждением для сварки на малых токах и средних токах, а также с водяным охлаждением для сварки на средних и больших токах.
Оборудование сварочного поста ручной дуговой сварки.
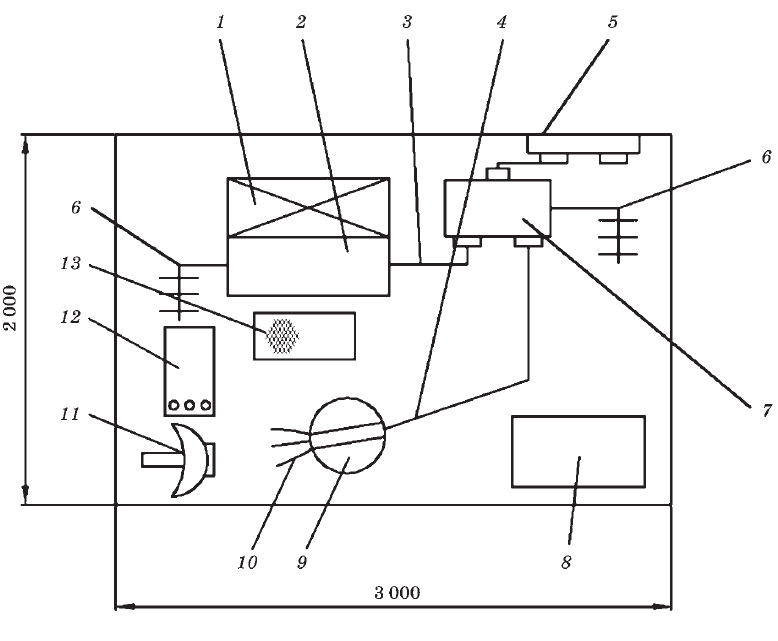
В зависимости от выполняемой работы, габаритов свариваемых изделий и характера производства, рабочее место сварщика может быть расположено непосредственно у свариваемого изделия или в специальных кабинах. Рабочее место сварщика непосредственно у свариваемого изделия организуют при сварке изделий больших размеров. Это, как правило, передвижное рабочее место, огражденное переносными щитами. Сварочный пост на постоянных местах оборудуют в специальных кабинах при сварке изделий небольших габаритов. Переносные щиты и кабины для сварщиков служат также для защиты рядом работающих сварщиков и других рабочих от излучения электрической дуги.
Сварочные кабины для одного сварщика имеют размеры 2000×2000 или 2000×3000 мм (рис. 1). Стены кабин изготавливают из несгораемых материалов и окрашивают огнестойкой краской, поглощающей ультрафиолетовые лучи. Они имеют высоту 1800-2000 мм, а для лучшей вентиляции подняты над полом на 200-300 мм. Дверной проем в кабине закрывают брезентом, пропитанным огнестойким составом. Полы в кабинах настилают из огнеупорного материала. Кабины освещают дневным или искусственным светом (80100 лк), вентилируют (воздухообмен 40 м3/ч) и снабжают местными отсосами газов и паров из зоны сварки.
Внутри кабины устанавливают металлический сварочный стол с болтами для крепления токоподводящего провода от источника сварочного тока и провода заземления стола. Сбоку стола имеются гнезда для хранения электродов или присадочной проволоки.
Электродержатели для сварки покрытыми электродами.
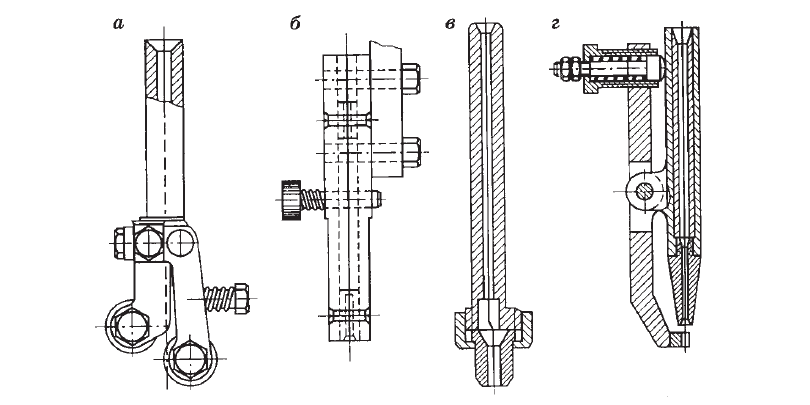
Основной инструмент при ручной дуговой сварке — электрододержатель. Основные параметры и технические требования, предъявляемые к электрододержателям, маркировка, методы испытания их установлены ГОСТ 14651-78 (в ред. 1989 г.). Конструкция электрододержателя должна обеспечивать замену электрода в течение не более 4 с и закрепление электрода в одной плоскости не менее чем в двух положениях — перпендикулярно и под углом, — а также надежное присоединение многожильных кабелей с медными жилами.
Электрододержатели пассатижного типа (рис 2, а), предназначены для сварки и наплавки швов во всех пространственных положениях. Электрод зажат между токоподводящей губкой 5 и рычагом 3. Усилие зажима электрода создается пружиной 2, защищенной пластмассовыми колпачками 1. Удаление огарка и замена его новым электродом производится при нажатии на рычаг 3. Изоляция обеспечивается теплостойкими пластмассовыми деталями 4.
Электрододержатели с рычажным зажимом (рис. 2, б) предназначены для работы в нижнем и вертикальном положениях. Электрод зажимается под углом 70° к продольной оси электрододержателя между рычагом 1 и токоподводящим наконечником 2 с помощью толкателя 3, перемещаемого в осевом направлении при вращении рукоятки 4. Изоляция выполнена из теплостойких пластмассовых деталей.
Электрододержатели винтового типа (рис. 2, в) применяют в нижнем и вертикальном положениях. Электрод зажимается под углом 70° к продольной оси электрододержателя между ползуном 2 и токоподводом 3. Электрододержатели изолированы с помощью теплостойких пластмассовых деталей: колпачка 1, накладки 4 и рукоятки 6. Соединение сварочного кабеля с электрододержателем — неразъемное и выполняется опрессовкой кабеля в токоподводе 3. Радиатор 5 предотвращает перегрев рукоятки электрододержателя.
Электрододержатели защелочного типа (рис. 2, г) используют в нижнем и вертикальном положениях. Устройство для крепления электродов снабжено поворотной втулкой с фигурными выступами, которая вращаясь вместе с муфтой 1 воздействует на прижимной стержень 2. Поворачивая муфту 1 в любую сторону, можно зажимать электрод и освобождать его огарок. Сварочный кабель прикреплен к электрододержателю с помощью специальных винтов.
Рис. 2. Электрододержатели различных конструкций: а — электрододержатель пассатижного типа; б — электрододержатели с рычажным зажимом; в — электрододержатель винтового типа; г — электрододержатель защелочного типа.
Оборудование для ручной дуговой сварки неплавящимся электродом.
Ручные горелки для неплавящегося электрода имеют держатель молоткового типа с постоянным или переменным углом наклона. Горелка позволяет выполнять сварку изделий в любом пространственном положении с присадочной проволокой и без нее на постоянном и переменном токе, и снабжена кнопками включения-выключения процесса сварки, а в некоторых случаях — рукоятками регулирования параметрами режима сварки. Для закрепления вольфрамового электрода и подвода тока к нему применяют цанговые зажимы. Существуют также конструкции с винтовым поджимом вольфрамового электрода. Такая конструкция более проста, не нуждается в сменных цангах, но не обеспечивает достаточной надежности токоподвода.
Горелка оснащена керамическими соплами, имеющими коническую камеру на входе газа и цилиндрический канал на выходе. Длина начального участка газовой струи, осуществляющего защитные функции, для такой конструкции сопла приблизительно равна внутреннему диаметру цилиндрического канала. Это позволяет производить сварку при выдвижении вольфрамового электрода из сопла на расстояние 4-10 мм. В большинстве конструкций горелок газ вводится в сопло через 8-16 каналов диаметром 1-2 мм.
Теплота, выделяющаяся на неплавящемся электроде, отводится либо корпусом горелки, либо охлаждающей жидкостью (часто водой) или защитным газом.
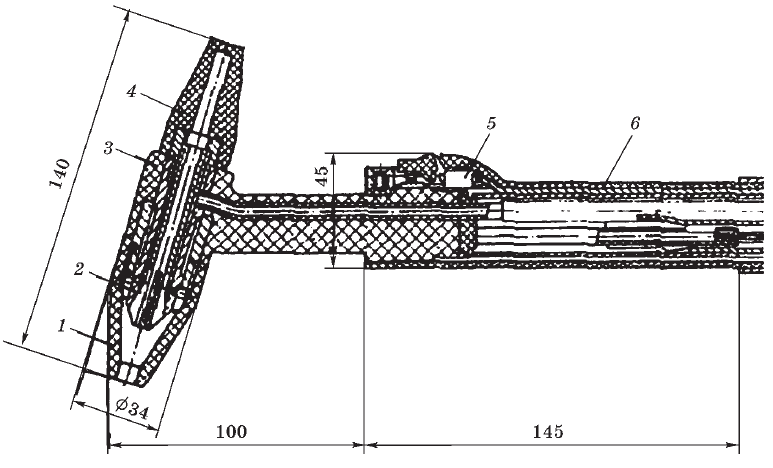
По конструкции горелка для ручной сварки должна быть легкой и удобной, в том числе и для сварки в труднодоступных местах. Горелки для ручной сварки выпускаются на токи до 500 А и, как правило, имеют водяное охлаждение. Горелки с естественным воздушным охлаждением выпускаются на токи до 150 А. На рисунке 3 приведен пример горелки с водяным охлаждением и совмещенным подводом тока и охлаждающей воды.
Рис. 3. Горелка для ручной дуговой сварки неплавящимся электродом.
Оборудование для ручной дуговой сварки неплавящимся электродом помимо горелки содержит источник сварочного тока и газовую аппаратуру. К такому оборудованию относятся установки для ручной сварки неплавящимся электродом в среде инертных газов. Установки снабжены горелками и оснащены блоком регулирования цикла сварки, обеспечивающим контактное зажигание дуги на малом токе, автоматическое нарастание сварочного тока до заданного, регулировку амплитуд и длительностей тока импульса и паузы при сварке пульсирующей дугой, плавное снижение тока и продувку газа в конце сварки.
Применяются установки для ручной сварки на переменном токе алюминиевых сплавов, цветных металлов и легированных сталей. Установки обеспечивают компенсацию постоянной составляющей сварочной цепи, плавную регулировку сварочного тока, заварку кратера. Для увеличения радиуса действия имеется съемный переносной блок поджигания дуги, в котором размещены: газовый клапан, возбудитель-стабилизатор дуги и дистанционный регулятор сварочного тока.
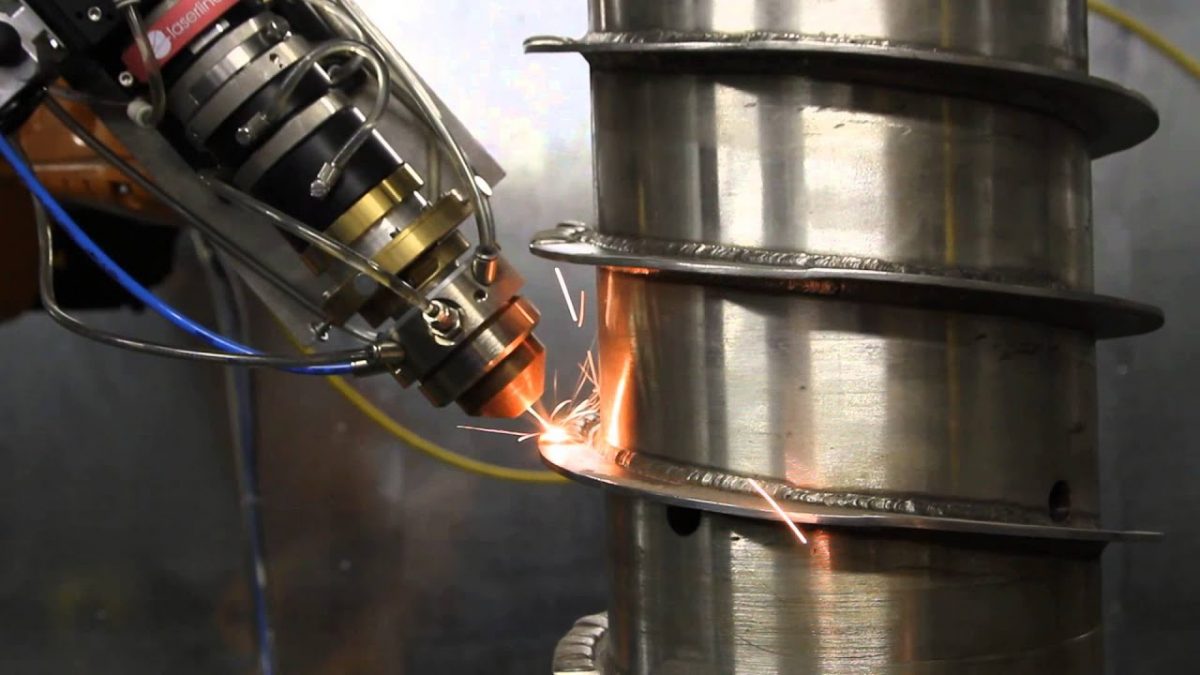
Это сварка плавлением, при которой для нагрева используется энергия излучения лазера (название по первым буквам английской фразы, которая в переводе означает: усиление света посредством стимулированного излучения).
В соответствии с технологическими признакамиклассификации по виду источников света относится к световой сварке в числе других (солнечная и искусственными источниками света). Излучение лазера может быть сфокусировано в пятно диаметром несколько микрометров, что обеспечивает концентрацию энергии, в десятки раз превышающую концентрацию других сварочных источников. Для сварки используют газовые и твердотельные лазеры. Газовые лазеры дают непрерывное излучение, а твердотельные — непрерывное или импульсное.
Современные промышленные лазеры применяют для сварки, резки, наплавки, поверхностной обработки, прошивки отверстий и других видов обработки различных конструкционных материалов во многих специальных отраслях машиностроения.
Вакуум при сварке лазером не нужен, и ее можно выполнять на воздухе, в аргоне, гелии или углекислом газе даже на значительном расстоянии от генератора излучения.
Основные параметры режима лазерной сварки.
Основными параметрами луча лазера являются мощность, длительность импульса, диаметр светового пятна и положение фокуса относительно свариваемой поверхности. Количество световой энергии, поглощенной основным металлом, зависит от шероховатости и отражательной способности поверхности, которыми определяют потери энергии вследствие отражения светового потока.
Сварку деталей малых толщин до 1 мм выполняют в импульсном и непрерывном режимах. При этом плотность мощности выбирают в диапазоне 105…106 Вт/см2, а диаметр сфокусированного луча — от 0,05 до 1,0 мм. Скорость сварки в импульсном режиме определяется диаметром точки (диаметр сфокусированного луча), коэффициентом перекрытия (0,3…0,9) и частотой импульсов и может достигать 20 м/ч при частоте импульсов до 20 Гц.
При сварке с глубоким проплавлением основными параметрами режима являются мощность лазерного излучения, скорость сварки и параметры фокусирующей системы. Лазерное излучение фокусируется в пятно диаметром 0,5…1,0 мм и при мощности, выбранной из условия 1 кВт на 1 мм толщины металла, скорость при сварке сталей толщиной до 5 мм может достигать 100 м/ч.
Из параметров фокусирующей системы наиболее значимыми являются фокусное расстояние (обычно 120…150 мм) и положение фокальной плоскости относительно поверхности свариваемых деталей. Максимальная глубина проплавления достигается при расположении фокуса под поверхностью детали на глубине, зависящей от толщины и состава свариваемого материала (для стали от 1,0 до 1,5 мм).
Технологические приемы при сварке лазером.
Сварка с присадочным материалом в виде проволоки диаметром до 1,0 мм, ленты или порошков позволяет регулировать химический состав и геометрические размеры шва. Проволоку подают в сварочную ванну, а порошки могут наноситься на поверхность свариваемых кромок напылением или обмазкой.
Осциллирование сфокусированного лазерного излучения по передней стенке канала проплавления увеличивает глубину проникновения в материал и, следовательно, примерно на 40% повышает глубину проплавления при непрерывном излучении. Для этого используют сканирование фокусирующей системы с частотой до 150 Гц и амплитудой колебаний, равной толщине свариваемых деталей.
Сварка на импульсно-периодическом режиме при частоте импульсов 0,4…1,0 кГц и длительности 20…50 мс позволяет увеличивать глубину проплавления в 3…4 раза по сравнению с непрерывным режимом, но для получения качественного шва требуется точное наведение луча на стык и существенное снижение скорости сварки.
Сварка с дополнительным непрерывным или импульсным потоком газа, подаваемым непосредственно в зону сварки под определенным давлением, обеспечивает повышение глубины проплавления на 30…40% и значительную ее стабилизацию, в особенности при несквозном проплавлении. Оптимальная величина давления и частоты импульсов подачи газа зависит от мощности излучения, скорости сварки и свойств материала.
Сварка совмещенным лазерным и дуговым источником теплоты обеспечивает суммарный эффект, превышающий эффективность каждого источника в отдельности, и при мощности дуги, сопоставимой с мощностью лазерного излучения, скорость сварки можно увеличить в несколько раз.