В единичном и серийном производствах при отсутствии зуборезных станков конические зубчатые колеса с прямым и косым зубом можно нарезать на универсально-фрезерном станке с использованием делительной головки дисковыми модульными фрезами (9-10-я степени точности, Rz=20—50 мкм). Для нарезания зубчатых колес 7—8-й (Rz = 10—20 мкм) степеней точности требуются специальные зуборезные станки.
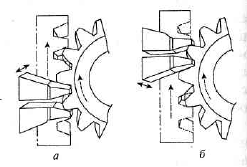
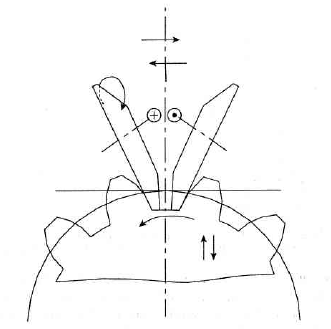
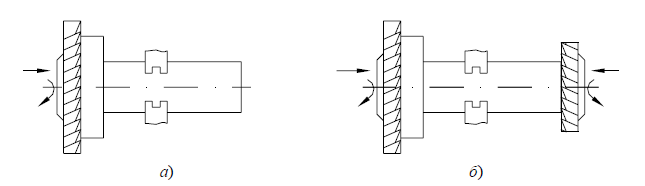
В серийном и массовом производстве прямые зубья конических колес нарезают методом обкатки — зубостроганием (рис. 1). Время нарезания зуба 3,5—30 с.
Рис. 1. Схемы расположения зубострогальных резов: а — вначале резания; б — в конце резания
При этом зубья с m > 2,5 предварительно прорезают профильными дисковыми фрезами методом деления на специальных или специализированных станках. Эти станки снабжаются специальным устройстом для установки нескольких заготовок и их автоматического поворота.
В крупносерийном и массовом производстве ля предварительного нарезания зубьев конических зубчатых колес применяют зуборезные станки для одновременного фрезерования трех заготовок с автоматическим делением, остановом, подводом и отводом стола.
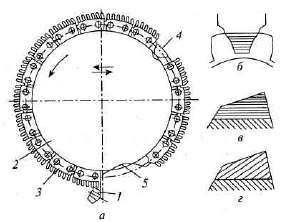
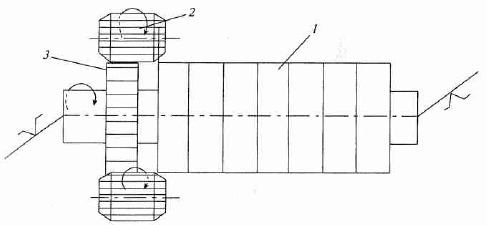
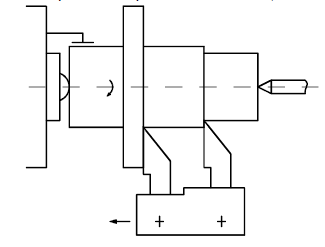
В массовом производстве для обработки прямых зубьев небольших конических колес применяют производительный метод — круговое протягивание зубьев на специальных зубопротяжных станках (рис. 2).
Рис. 2. Схема нарезания зубьев прямозубых конических колес методом кругового протягивания: а — направление линий резцов; б— в поперечном сечении зуба при черновом зубонарезании; в — по длине зуба при получистовом зубонарезании; г — по длине зуба при чистовом зубонарезании
Режущим инструментом служит круговая протяжка 2, состоящая из нескольких секций, черновых 3 и чистовых 4 резцов.
При черновом и получистовом нарезании протяжка имеет поступательное движение от вершины начального конуса к его основанию, а при чистовом — в обратном направлении. За один оборот она полностью обрабатывает одну впадину.
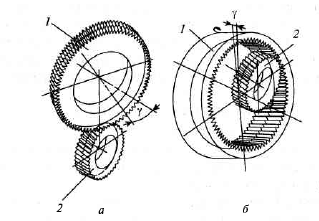
Нарезание конических зубчатых колес с криволинейными зубьями: производится на специальных станках, работающих методом копирования и обкатки (рис. 3).
Обработку зубьев можно производить методом копирования: протягиванием, накатыванием, шлифованием, фрезерованием дисковыми и пальцевыми фрезами или методом обкатки: червячными фрезами строганием, и долбяками, накатыванием, шлифованием, шевингованием, притиркой.
Нарезание зубьев модульными дисковыми и пальцевыми фрезами заключается в последовательном фрезеровании впадин между зубьями фасонной дисковой или пальцевой модульными фрезами. Такие фрезы изготавливают набором из 8 или 15 шт. для каждого модуля. Обычно применяют набор фрез из 8 шт., обработка которыми позволяет получить зубчатые колеса 9-й степени точности. Такое количество фрез в каждом наборе необходимо потому, что каждая фреза набора предназначена для определенного интервала числа зубьев.
Дисковыми модульными фрезами можно нарезать как прямые, так и косые зубья с малым и большим модулем. Пальцевыми модульными: фрезами нарезают зубья средних и крупномодульных цилиндрических шевронных колес, реек и др. Обработка зубьев цилиндрических 3убчатых колес дисковыми и пальцевыми модульными фрезами производится на горизонтально- и вертикально-фрезерных станках в единичном и мелкосерийном производстве при отсутствии специальных зуборезных станков. Метод малопроизводительный, дает 9—11 квалитет, Rz = 60—80 мкм.
Нарезка зубьев червячными фрезами имеет более высокую производительность и наибольшее распространение, получаемая точность 8—9-й степеней и А = 20—40 мкм. Процесс производится на зубофрезерных станках червячными фрезами и может применяться как для прямых, так и косых зубьев.
Зубчатые колеса с модулем < 2,5 мм нарезают за один ход начисто, с модулем > 2,5 мм нарезают начерно и начисто в два и даже в три хода.
Для черновых ходов применяются двух- и трехзаходные червячные фрезы для повышения производительности.
Зубодолбление долбяками применяют для черновой и чистовой обработки зубчатых колес с внутренним зацеплением и закрытых зубчатых венцов с внешним зацеплением.
Обычные зубчатые колеса средних модулей (2,5—5 мм) пелесообразно предварительно обрабатывать на зубофрезерных станках, а чистовую обработку на зубодолбежных станках с m > 5 мм экономичнее обрабатывать на зубофрезерных станках, с m < 2,5 мм на зубодолбежных станках. Зубодолбление позволяет получить 7—8 степени точности и Rz = 10—20 мкм.
В индивидуальном производстве для неточных зубчатых колес и в условиях ремонта при отсутствии зуборезных станков зубья можно обработать на долбежном или строгальном станках фасонными резцами.
Протягивание зубьев может быть использовано в крупносерийном и массовом производстве для протягивания зубьев зубчатых секторов.
Накатывание зубьев в 15—20 раз производительнее зубонарезания. Зубья модулем до 1 мм накатываются в холодном состоянии, > 1 мм — в горячем состоянии.
В холодном состоянии мелкомодульные зубчатые колеса в условиях единичного, мелкосерийного и серийного производств могут накатываться на токарных станках с продольной подачей (рис. 1).
В крупносерийном и массовом производстве накатывание производится на специальных станках плоскими рейками.
Достигаемая степень точности — 8, шероховатость Ra = 1,2— 2,0 мкм.
Горячее накатывание может производиться как с радиальной, так и продольной подачей. Применяется в крупносерийном и массовом производстве и осуществляется на специальных модульных станках. Нагрев заготовки осуществляется ТВЧ до 1000—1200 °С за 20—30 с до накатывания.
Шевингование — это метод чистовой отделки зубьев зубчатых колес, заключающийся в процессе обкатывания зубчатого колеса с шевером при наличии продольной подачи. Режимы: припуск 0,04— 0,03 мм; скорость вращения шевера v = 100 м/мин; продольная подача Sпр = 0,15—0,3 мм, поперечная подача S = 0,02—0,04 мм на 1 ход стола. Шевингование повышает точность предварительной обработки на 1—2 степени и позволяет получить шероховатость Ra = 0,6—1,0 мкм.
Шевингование применяется в серийном, крупносерийном и массовом производствах в основном для отделки зубьев до термообработки.
Шлифование зубьев применяется для отделки зубьев после термообработки
Шлифование зубьев с эвольвентным профилем производится методом копирования и методом обкатки.
Метод копирования, осуществляемый фасонными кругами, более производительный, но менее точный. Он применяется в крупносерийном и массовом производствах.
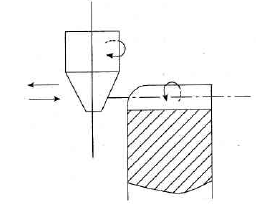
Шлифование зубьев методом обкатки производится одним или двумя тарельчатыми кругами на зубошлифовальных станках (рис. 2).
Рис. 2. Шлифование зубьев двумя тарельчатыми кругами
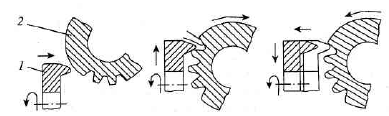
Зубохонингование применяется для чистовой обработки зубьев за каленных цилиндрических колес внешнего и внутреннего зацепления (рис. 3).
Зубчатое колесо осуществляет вращательное и возвратно поступательное движение. Обработка производится на специальных зубохонинговальных станках с режимами: частота вращения хона 180—200 мин-1; подача стола 180—210 мм/мин, число ходов стола 4—6. Время хонингования обычного зубчатого колеса составляет 30—60 с.
Хонингование зубьев позволяет уменьшить шероховатость их поверхности до Ra = 0,32 мкм.
Рис. 3. Зубохонингование цилиндрических колес: хоном с внешним зацеплением; — хоном с внутренним зацеплением; 1— хон; 2 — зубчатое колесо
Притирка зубьев (ляппинг-процесс) широко применяется для чистовой окончательной отделки зубьев после термообработки вместо шлифования. Процесс притирки заключается в том, что обрабатываемое зубчатое колесо вращается в зацеплении с чугунными шестернями притирами, приводимыми во вращение и смазываемыми пастой, состоящей из смеси мелкого абразивного порошка с маслом. Кроме того, обычно колесо имеет осевое возвратно-поступательное перемещение.
Притирка позволяет получить Ra = 0,1 мкм и исправить небольшую погрешность. При наличии значительных погрешностей зубчатые колеса необходимо сначала шлифовать, а затем притирать.
Закругление зубьев необходимо производить у зубчатых колес, переключающихся на ходу, для облегчения их включения. Процесс закругления производится специальными пальцевыми фрезами на зубозикругляющих станках.
Пальцевая фреза вращается и одновременно имеет возвратно-поступательное движение, зубчатое колесо имеет вращательное движение (рис. 4).
Рабочее место — часть производственной площади, которая закрепляется за работником для выполнения определенного вида работ и должна быть оснащена оборудованием, приспособлениями, инструментами и материалами, необходимыми для их проведения.
Техническое оснащение рабочего места слесаря.
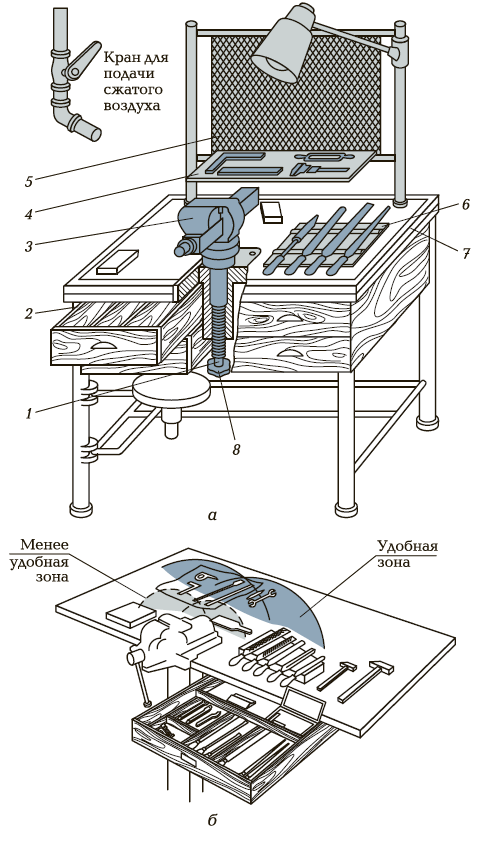
Основным оборудованием рабочего места слесаря является верстак с установленными на нем тисками (рис. 1, а).
Рис. 1. Одноместный слесарный верстак: а— общий вид; 1 — винт подъема и опускания регулируемых тисков; 2 — ящик для инструмента; 3 — плоскопараллельные регулируемые тиски; 4 — инструментальная полка; 5 — защитный экран; 6 — планшет для инструмента; 7 — буртик из стального уголка; 8 — рукоятка винта подъема; б — расположение слесарных инструментов на верстаке
Верстак состоит из стального каркаса, выполненного из труб или профильного проката, на котором установлена столешница, изготовленная из дерева твердых пород и покрытая листовой сталью. По периметру столешница окантована буртиком 7 из стального уголка. Под столешницей располагаются выдвижные ящики 2 для хранения инструментов, деталей и технической документации. Для обеспечения удобства работы на верстаке размещают планшет 6 для режущих инструментов и инструментальную полку 4 для контрольно-измерительных инструментов.
На верстаке устанавливают тиски 3, высота которых может регулироваться в соответствии с ростом работающего винтом 1 за счет вращения рукоятки 8. На полу, возле верстака, устанавливают решетку, которая должна плотно прилегать к полу и не скользить.
Для защиты работника от возможного травматизма на верстаке устанавливают защитный экран 5 из металлической сетки или ортанического стекла.
При размещении инструментов на верстаке необходимо учитывать частоту их использования, располагая таким образом, чтобы обеспечить удобный доступ к ним (рис. 1, б).
Наибольшее распространение при выполнении слесарных работ получили стуловые, параллельные (поворотные и неповоротные) тиски.
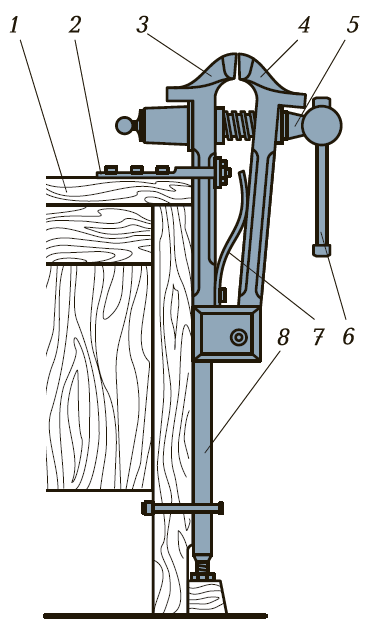
Стуловые тиски (рис. 2) предназначены для выполнения тяжелых работ, связанных с большими ударными нагрузками, например рубка, клепка, гибка, и имеют весьма ограниченную область применения.
Стуловые тиски закрепляют на верстаке 1 при помощи планки 2, которая обеспечивает плотное прижатие к верстаку стержня 8, изготовленного как единое целое с неподвижной губкой 3 тисков. Закрепление заготовки осуществляется между неподвижной 3 и подвижной 4 губками. Подвижная губка 4 совершает колебательное движение относительно оси, установленной в крон штейне, закрепленном на стержне 8. Сведение губок осуществляется при помощи зажимного винта 5, приводимого в движение рукояткой 6. Раздвижение губок после окончания обработки и освобождение обработанной детали производится за счет пружины 7 при отпущенном зажимном винте 5.
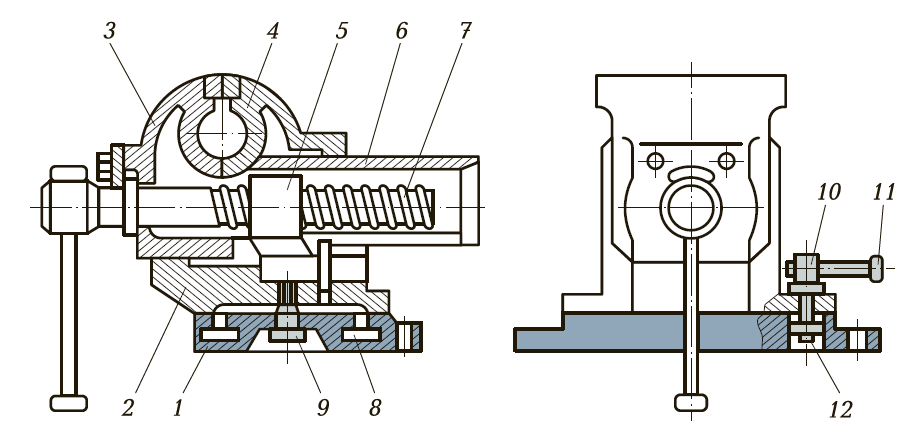
Параллельные поворотные слесарные тиски (рис. 3) применяют наиболее часто. Параллельными их называют потому, что при перемещении подвижной губки 4 она во всех положениях остается параллельной неподвижной губке 3. Тиски состоят из плиты 1 основания и поворотной части 2. Передвижение подвижной губки 4 обеспечивается винтовой парой (ходовой винт 7 и гайка 5 ходового винта), а параллельность этого перемещения — направляющей призмой 6.
Для поворота верхней части тисков относительно плиты основания 1 необходимо ослабить при помощи рукоятки 11 болты 10. Тогда при повороте верхней части тисков относительно оси 9 гайка 12 с болтом 10 будут свободно перемещаться в круговом Т-образном пазу 8. Верхняя часть тисков после установки в нужное положение закрепляется рукояткой 11.
Организация рабочего места.
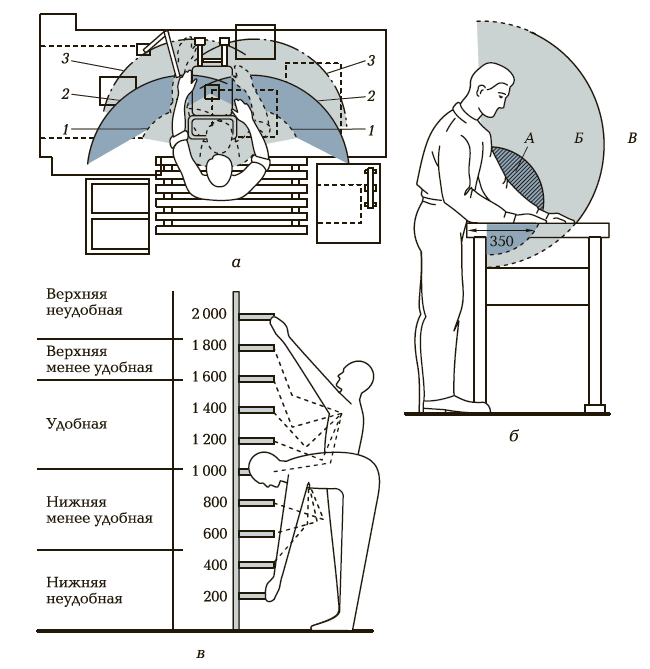
Рис. 4. Расположение удобных и неудобных зон на рабочем месте (размеры даны в миллиметрах): а, б — на верстаке: 1, А — удобные зоны; 2, Б — менее удобные зоны; 3, В — неудобные зоны; в — удобные и неудобные зоны досягаемости по высоте
На рабочем месте должны находиться заготовки, материалы, рабочие и контрольно-измерительные инструменты, необходимые для выполнения заданной операции. К размещению заготовок, материалов и инструментов на рабочем месте предъявляют определенные требования: — на рабочем месте должны находиться только те материалы, заготовки и инструменты, которые необходимы для выполнения данной операции; — расположение инструментов и материалов должно соответствовать частоте их использования в процессе выполнения работы: то, что используется чаще, должно располагаться ближе (рис. 4, а и б), справа и слева от работающего (эти зоны обозначены дугой 1 в горизонтальной плоскости и дугой А — в вертикальной плоскости. Радиусы этих дуг приблизительно равны 350 мм); то, что используют реже, должно располагаться в зонах, обозначенных дугой 2 в горизонтальной плоскости и дугой Б — в вертикальной. Радиусы этих дуг приблизительно равны 500 мм; те инструменты и материалы, которые используются крайне редко, располагают в зонах, обозначенных дугой 3 в горизонтальной плоскости и дугой В — в вертикальной. Их досягаемость обеспечивается только при наклонах корпуса работающего; — для размещения инструментов и приспособлений на рабочем месте возможна установка стеллажей, удобные и неудобные зоны достижения которых показаны на рис. 4, в.
Правила содержания рабочего места.
В связи с тем, что рациональная организация рабочего места и правильное размещение инструментов, материалов и заготовок в процессе обработки играет существенную роль в обеспечении ее качества, следует соблюдать следующие правила.
До начала работы необходимо:
проверить исправность верстака, тисков, приспособлений, индивидуального освещения и механизмов, используемых в работе;
ознакомиться с инструкцией или технологической картой, чертежом и техническими требованиями к предстоящей работе;
отрегулировать высоту тисков по своему росту;
проверить наличие и состояние инструментов, материалов и заготовок, используемых в работе;
разместить на верстаке инструменты, заготовки, материалы и приспособления, необходимые для выполнения работы.
Во время работы необходимо:
иметь на верстаке только те инструменты и приспособления, которые необходимы для выполнения заданной операции (все остальное должно находиться в ящиках верстака);
возвращать использованный инструмент на исходное место;
постоянно поддерживать чистоту и порядок на рабочем месте.
По окончании работы необходимо:
очистить инструмент от стружки, протереть, уложить в футляры и убрать в ящик верстка;
очистить от стружки и грязи поверхность верстака и тиски;
убрать с верстака неиспользованные материалы и заготовки, атакже готовые детали;
Изделие – предмет производства, подлежащий изготовлению на предприятии. Изделия делятся на две группы: а) не специфицированные – не имеющие составных частей (детали). б) специфицированные – состоящие из двух и более составных частей (сборочные единицы, комплексы, комплекты).
Деталь – изделие, изготовленное из однородного материала без применения сборочных операций.
Сборочная единица – изделие, составные части которого подлежат соединению между собой (свинчивание, сварка, клёпка, пайка, склеивание и т.д.).
Комплекс – два или более специфицированных изделия, не соединённых на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций (бурильная установка, цех-автомат и т.д.).
Комплект – набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера (комплект инструмента, комплекты запасных частей и т.д.).
Производственный процесс – совокупность взаимосвязанных действий, в результате которых исходные материалы и полуфабрикаты превращаются в готовые изделия, соответствующие своему служебному назначению. Он охватывает: подготовку средств производства; обслуживание рабочих мест, все стадии изготовления изделия; сборку; внутризаводскую транспортировку, технический контроль; складские операции; упаковку и др.
Технологический процесс – часть производственного процесса, непосредственно связанная с последовательным изменением состояния объекта. Различают технологические процессы выполнения заготовок, термической обработки, механической обработки, сборки. В технологических процессах заготовительного характера происходит превращение исходного материала в заготовки деталей машин заданных размеров и конфигурации путём литья, резки проката, обработки давлением. Могут быть и комбинированные методы. В процессе термообработки происходят структурные превращения, изменяющие свойства материала детали. Под технологическим процессам механической обработки понимают изменения заготовки до изделия. Технологический процесс сборки – последовательное соединение элементов изделия в узлы (узловая сборка) и последующая сборка узлов и деталей в изделие (общая сборка).
Технологический процесс выполняется на рабочем месте. Рабочее место – участок производственной площади, оборудованный в соответствии с выполняемой на нём работой. Технологический прогресс расчленяется на операции.
Операция – законченная часть технологического процесса, выполняемая на одном рабочем месте, одним или группой исполнителей непрерывно (до перехода к следующей заготовке). Пример: сверление плюс растачивание на одном токарно-винторезном станке разными инструментами – одна операция. Растачивание на токарно-винторезном, а сверление – на сверлильном – две операции.
Технологическая операция содержит нижеприведённые элементы. Установ – часть технологической операции, выполняемая при неизмененном закреплении обрабатываемых заготовок или собираемой сборочной единицы (рис. 1).
Рис. 1. Фрезерование торцов: а – обработка торцов вала за два установа; б – обработка торцов вала за один установ
При обработке заготовка может изменять положение относительно узлов станка при помощи поворотных устройств (делительных головок и т.д.), т.е. занимать различные позиции.
Позиция – фиксированное положение, занимаемое закреплённой заготовкой или собираемым узлом относительно инструмента или неподвижной части оборудования при выполнении определённой части операции. Пример: При обработке на револьверном станке каждое новое положение револьверной головки с инструментом считается позицией.
Технологический переход – законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой или соединяемых при сборке, и постоянством режима работы.
Рис. 2. Обработка цилиндрических поверхностей вала за один переход
Пример: Последовательное точение резцом сначала одной ступени вала, а потом другой будет состоять из двух переходов, а если выполнять обточку этих ступеней одновременно двумя резцами, то это будет обтачивание за один переход (рис. 2). Черновая и чистовая обработка также производится в два перехода, так как меняются режимы резания (подачи, скорость шпинделя, глубина резания).
Вспомогательный переход – законченная часть технологической операции, состоящая из действий человека и оборудования, которые не сопровождаются изменением формы, размеров и шероховатости поверхностей. Пример: установка и снятие заготовки, замена инструмента, его установка, контрольный промер и т.д.
Переход состоит из рабочих и вспомогательных ходов. Рабочий ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки и сопровождаемая изменением размеров, шероховатости или свойств заготовки. Вспомогательный ход – законченная часть перехода, состоящая из однократного перемещения инструмента относительно заготовки, не сопровождаемая изменением формы, размеров, шероховатости или свойств заготовки, но необходимая для выполнения рабочего хода, например: перемещение суппорта токарного станка в исходное положение после выполнения обточки (то же для строгального станка).
Для обеспечения требуемой точности механической обработки необходимо принять меры для уменьшения возникающих погрешностей. С этой целью применяют следующие принципы выбора баз: а) принцип постоянства баз заключается в том, что при возможно большем числе операций используется одна и та же база. При этом на последующих операциях исключается влияние погрешностей взаимного расположения технологических баз на точность изготовления детали. б) принцип совмещения баз заключается в том, что в качестве технологических баз используют конструкторские и измерительные базы.
Возможность совмещения технологической, измерительной и конструкторской баз при обработке детали должна учитываться конструктором в процессе проектирования и технологом при разработке те.
В технологии установочные (технологические) базы разделяются на: черновые, промежуточные и окончательные.
Черновые базы используются на первых операциях обработки, когда ещё нет обработанных поверхностей на заготовке. Они служат для создания промежуточных установочных баз, а часто сразу окончательных, которые служат для проведения отделочных (финишных) операций. При выборе базовых поверхностей по ходу проведения ТП следует придерживаться следующих рекомендаций:
Всемерно использовать принцип совмещения и постоянства баз.
Придерживаться правила шести точек, т.е. обеспечить устойчивость и жёсткость установки, необходимую ориентацию её в приспособлении.
Черновую базу используют, как правило, однократно – на первой установке (для заготовок полученных точными методами литья и штамповки это правило не обязательно). За черновые базы применяют поверхности с наименьшим припуском на обработку. При выборе черновой поверхности за базовую следует выбирать ту поверхность, которая остаётся необработанной в готовом изделии.
На первых операциях ТП обрабатывают основные базовые поверхности (чистовые базы) или искусственные базовые поверхности.
Чистовые установочные базы должны быть базами конструкторскими (это исключает погрешность базирования); должны иметь наибольшую точность формы и размеров, малую шероховатость.
В зависимости от сложности детали имеется несколько схем базирования: 1. Заготовку базируют на необработанные поверхности и за одну операцию проводят полную обработку (на автоматах, агрегатных станках и т.п.). 2. Заготовку базируют при большей части операции на обработанные, несменяемые поверхности, подготовленные на первых операциях с базированием на черновые базы. Эта схема используется на более сложных деталях, обрабатываемых в несколько установов. 3. То же, что и в пункте 2, но перед последней операцией базовые поверхности обрабатываются окончательно. Используется эта схема при сложных деталях высокой точности. 4. Заготовку базируют на различные обработанные поверхности. Схема нежелательная, используется на деталях с особыми требованиями. 5. Базирование заготовки с повторной (многократной) обработкой последовательно сменяемых баз. Пример: шлифование бруска (предварительное и окончательное) на магнитной плите с последовательным перевёртыванием заготовки.
При выборе технологических баз необходимо придерживаться основных принципов, а также: – при вынужденной смене баз следует переходить от менее точной и более точной базе (принцип последовательной смены баз). – следует использовать типовые схемы установки.