В качестве характеристик плавления электродов используют линейную или массовую скорость плавления, измеряемую длиной или массой расплавленного электрода (проволоки) в единицу времени и коэффициент потерь электродного металла на угар и разбрызгивание. Скорость плавления зависит от состава сварочной проволоки, наполнителя порошковой проволоки, защитного газа, покрытия электрода, флюса, режима сварки, полярности тока и ряда других факторов.
Эти характеристики определяются экспериментально и позволяют судить о производительности и экономичности конкретного процесса сварки.
Производительность плавления электрода характеризуется коэффициентом расплавления. Коэффициент расплавления αр представляет удельную (отнесенную к одному амперу сварочного тока ) производительность процесса расплавления электрода:
где Gp — масса расплавленного металла электрода (г) за время горения дуги t (ч); Iсв — сила сварочного тока, А.
При сварке порошковой проволокой
где Кз — коэффициент заполнения порошковой проволоки, оценивающий количество порошкового материала в сердечнике.
где Gпор — масса порошкового наполнителя; Gпров — общая масса проволоки.
В зависимости от назначения проволоки коэффициент заполнения колеблется в широких пределах (15-40%).
Для электродов и порошковых проволок, содержащих в покрытии дополнительный металл (например, железный порошок), масса расплавленного металла
где Gст.эл — масса расплавленной части металлического стержня электрода или оболочки порошковой проволоки; Gдоп.м — масса расплавленного дополнительного металла, содержащегося в покрытии электрода или в сердечнике порошковой проволоки.
Производительность наплавки характеризуется коэффициентом наплавки.
Коэффициент наплавки при сваркеαн — коэффициент, выраженный отношением массы металла Gн, наплавленной за единицу времени горения дуги, отнесенной к единице сварочного тока:
где Gн— масса наплавленного металла (г) при силе сварочного тока Iсв (А) за время горения дуги t (ч).
Часто производительность наплавки оценивают массой металла, наплавленного в единицу времени:
Потери электродного металла при сварке на угар и разбрызгивание учитываются коэффициентом потерь ψ:
Он выражает отношение потерь металла к массе расплавленного электродного металла.
Для электродов и порошковых проволок, содержащих в покрытии дополнительный металл,
Рассмотренные характеристики электродов используют для нормирования сварочных работ и расхода электродов. Например, если известны площадь наплавленного металла Fн и длина шва lш, то масса наплавленного металла шва
где ρ — плотность металла (для большинства сталей ρ = 7,8 г/см3).
По паспорту выбранной марки электродов для соответствующего диаметра электрода и пространственного положения сварки определяют Iсв и коэффициенты αр, αн и ψ. Основное время сварки определяют по формуле
Массу электродов, необходимую для сварки данного шва, определяют по формуле
где Кр — коэффициент расхода электродов на 1 кг наплавленного металла шва. Значение его приводят в паспорте конкретной марки электродов (обычно Кр=1,4…1,9).
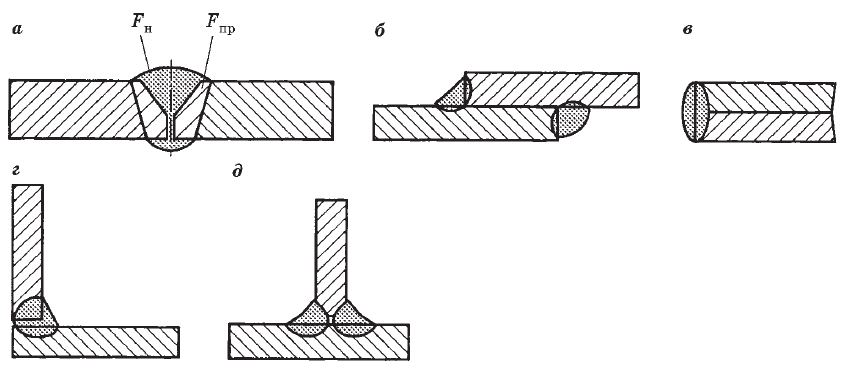
По форме сопряжения соединяемых деталей различают следующие типы сварных соединений: стыковое, угловое, тавровое, нахлесточное и торцовое. Применяют также соединения нахлесточные с точечными или пробочными и прорезными швами, выполненными дуговой сваркой.
Стыковое соединение (рис. 1, а) представляет собой сварное соединение двух деталей, расположенных в одной плоскости и примыкающих друг к другу торцовыми поверхностями. Оно наиболее распространено в сварных конструкциях, поскольку имеет ряд преимуществ перед другими видами соединений.
Нахлесточное соединение представляет собой сварное соединение, в котором соединяемые элементы расположены параллельно и частично перекрывают друг друга (рис. 1, б).
Торцовое соединение — это соединение, в котором боковые поверхности элементов примыкают друг к другу (рис. 1, в).
Угловое соединение представляет собой сварное соединение двух элементов, расположенных под углом друг к другу и сваренных в месте примыкания их кромок (рис. 1, г).
Тавровое соединение (рис. 1, д) — это соединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент. Как правило, угол между элементами прямой.
Рис. 1. Типы сварных соединений: а — стыковое; б — нахлесточное; в — торцовое; г — угловое; д — тавровое
Сварные швы.
В зависимости от типов сварных соединений различают стыковые, угловые, точечные и прорезные сварные швы.
Стыковые швы выполняют при сварке стыковых соединений, угловые — при сварке угловых, тавровых и нахлесточных соединений, точечные и прорезные — в тавровых и нахлесточных соединениях.
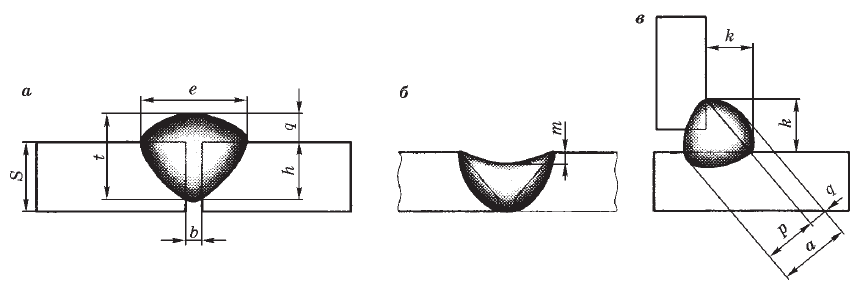
По форме поперечного сечения сварные швы бывают стандартные, выпуклые и вогнутые (рис. 2).
Рис. 2. Основные геометрические параметры стыкового (а) и углового (б, в) сварных швов: S — толщина детали; e — ширина; q — выпуклость (усиление); m — вогнутость (ослабление); h — глубина проплавления; t — толщина стыкового шва; b — зазор в стыке; k — катет углового шва; p — расчетная высота углового шва; a — толщина углового шва.
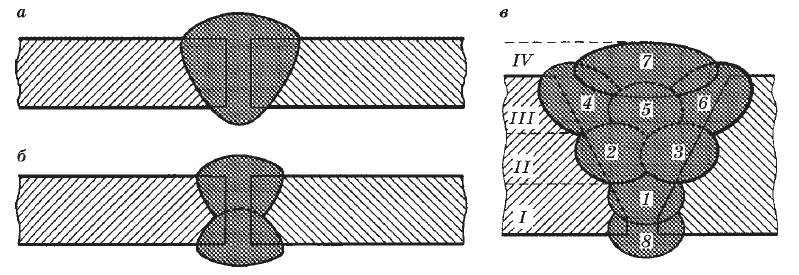
По числу слоев сварные швы могут быть однослойными и многослойными (рис. 3).
Слой — это часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва.
Валик — это металл шва, наплавленный или переплавленный за один проход.
Часть сварного шва, наиболее удаленную от его лицевой поверхности, называют корнем шва.
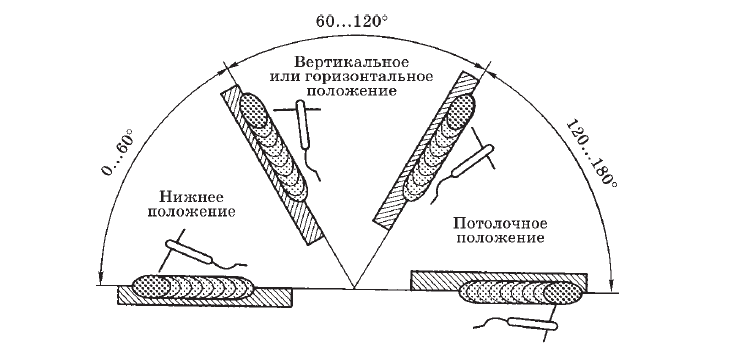
В зависимости от расположения швовв конструкции сварку выполняют в разных пространственных положениях, основными из которых являются: нижнее, горизонтальное, вертикальное и потолочное (рис. 4).
Рис. 4. Основные пространственные положения сварки: 1 — нижнее; 2 — вертикальное или горизонтальное; 3 — потолочное.
По характеру выполнения различают одно- и двусторонние швы, выполняемые как на весу, так и на различного рода подкладках и флюсовых подушках.
Часть двустороннего шва, выполняемую предварительно для предотвращения прожогов при последующей сварке или накладываемую в последнюю очередь в корень шва для обеспечения высокого качества шва, называют подварочным швом.
По условиям работы швы подразделяют на рабочие, воспринимающие внешние нагрузки, и связующие (соединительные), предназначенные только для скрепления частей изделия и не рассчитанные на восприятие внешних нагрузок.
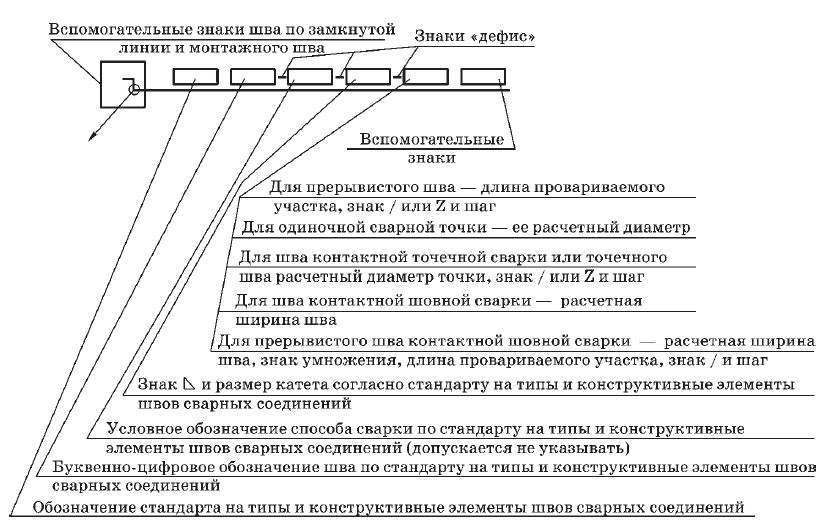
Изображения и обозначения швов сварных соединений на чертежах изделий должны соответствовать Единой системе конструкторской документации (ЕСКД). Независимо от вида сварки видимый шов сварного соединения условно изображают сплошной основной линией, а невидимый — штриховой. Обозначение шва отмечают линией-выноской, заканчивающейся односторонней стрелкой. Характеристика шва, расположенного на лицевой стороне листа (видимый шов), проставляется над полкой линии-выноски, а под полкой —для шва на обратной стороне листа (невидимый шов). Структура условного обозначения стандартного шва приведена на рисунке 5.
Рис. 5. Структура условных обозначений сварных швов на чертежах изделий.
Ниже перечислены основные стандарты на виды и конструктивные элементы швов сварных соединений для различных видов сварки:
ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные»;
ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные»;
ГОСТ 14771-76 «Дуговая сварка в защитном газе. Соединения сварные»;
ГОСТ 15164-78 «Электрошлаковая сварка. Соединения сварные»;
ГОСТ 16098-80 «Соединения сварные из двухслойной коррозионно-стойкой стали»;
ГОСТ 16038-80 «Швы сварных соединений трубопроводов из меди и медно- никелевого сплава»;
ГОСТ 11533-75 «Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами»;
ГОСТ 27580-88 «Дуговая сварка алюминия и алюминиевых сплавов. Соединения сварные под острыми и тупыми углами».
Этими стандартами в зависимости от толщины металла устанавливаются формы поперечного сечения сварного шва и размеры конструктивных элементов подготовленных кромок и выполненных швов, которым присваивают условные буквенно-цифровые обозначения.
Буквенная часть указывает на вид сварного соединения: С — стыковое; У — угловое; Т — тавровое; Н — нахлесточное. Цифры являются порядковым номером типа шва в данном конкретном стандарте.
Условные обозначения основных способов сварки следующие: Р — ручная дуговая сварка (штучным электродом); ЭЛ — электроннолучевая сварка; Ф — дуговая сварка под слоем флюса; ПЛ — плазменная и микроплазменная сварка; УП — сварка в активном газе (или смеси активного и инертного газов) плавящимся электродом; ИП — сварка в инертном газе плавящимся электродом; ИН — сварка в инертном газе неплавящимся электродом; Г — газовая сварка.
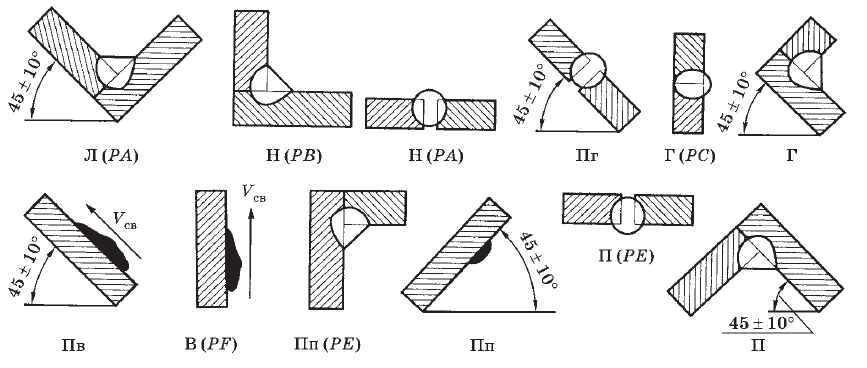
Сварные швы подразделяются также по положению в пространстве (рис. 6).
Рис 6. Обозначения (в скобках — международные) свариваемых в различных пространственных положениях швов: нижнее — Н; «в лодочку» — Л; полугоризонтальные — Пг; горизонтальные — Г; полувертикальные — Пв; вертикальные — В; полупотолочные — Пп; потолочные — П.
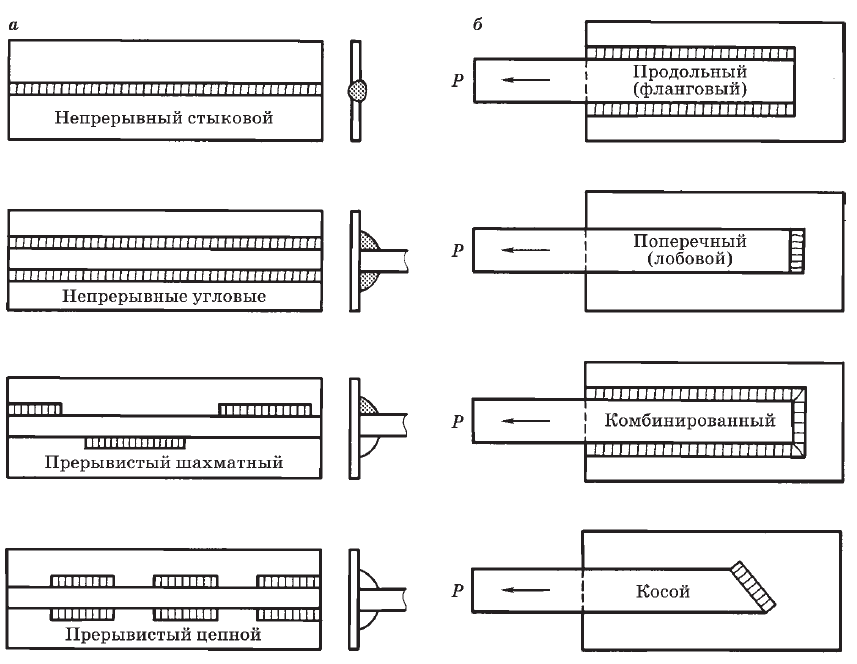
По протяженности различают швы непрерывные (сплошные) и прерывистые. Непрерывный шов — это сварной шов без промежутков по длине, прерывистый шов имеет промежутки по длине. Прерывистые швы могут быть цепными или шахматными (рис. 7, а).
По отношению к направлению действующих усилий швы подразделяют на: продольные, поперечные, комбинированные и косые (рис. 7, б).
Рис. 7. Классификация сварных швов по протяженности (а) и по направлениям действующих усилий (б)
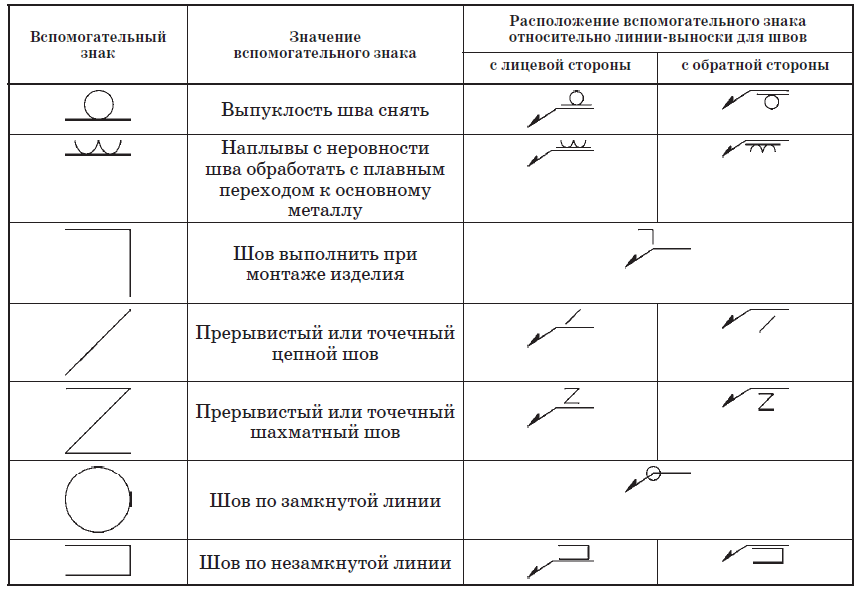
Для обозначения сварных швов используют также вспомогательные знаки (табл. 1). Все элементы условного обозначения располагаются в указанной последовательности и отделяются друг от друга дефисом. Буквенные обозначения способа сварки необходимо проставлять на чертеже только в случае применения в данном изделии нескольких видов сварки. Можно не указывать на полке мини-выноски обозначения стандарта, если все швы в изделии выполняются по одному стандарту. В этом случае следует сделать соответствующее указание в примечаниях на чертеже.
Таблица 1. Вспомогательные знаки для условного обозначения сварных швов.
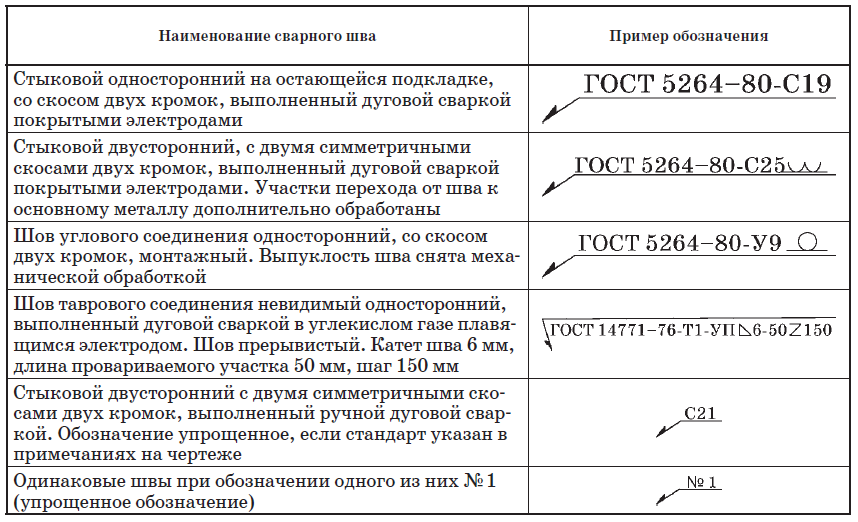
Примеры условного обозначения сварных швов приведены в таблице 2.
Таблица 2. Условные обозначения сварных швов.
Конструктивные элементы сварных соединений.
Торцовые поверхности деталей, подлежащие нагреву и расплавлению при сварке, называют свариваемыми кромками. Для обеспечения проплавления кромок в зависимости от толщины основного металла и способа сварки им придают оптимальную форму, предварительно подготавливая кромки.
При сварке тонкостенных деталей применяют отбортовку кромок. Для толстостенных деталей осуществляют разделку кромок, подлежащих сварке, в виде их наклонного прямолинейного или криволинейного скоса.
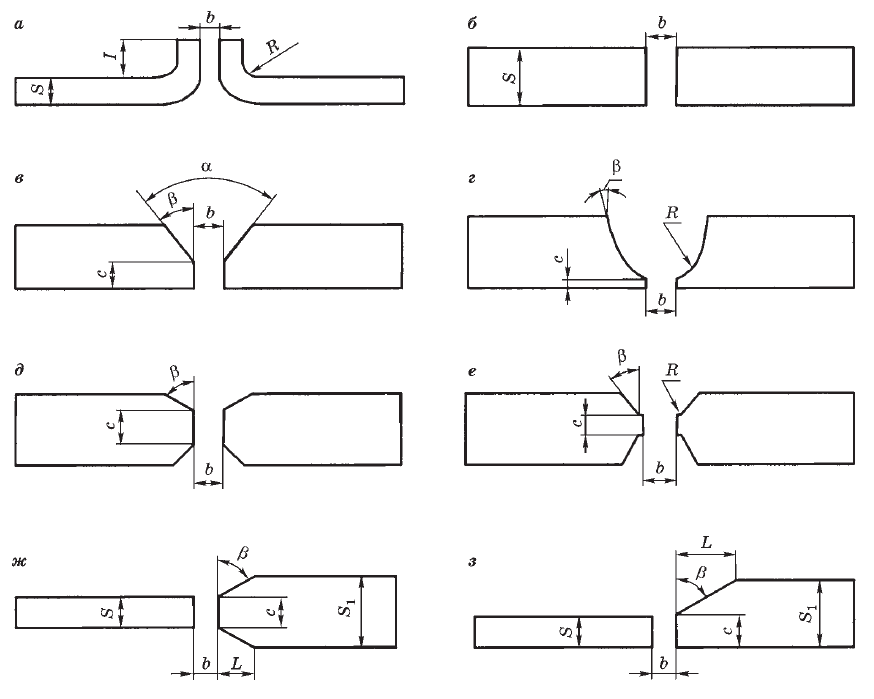
На рисунке 8 приведены применяемые формы кромок для различных типов сварных соединений. Основными геометрическими параметрами кромок и соединений, подготовленных и собранных под сварку, являются угол скоса и угол разделки кромок, притупление кромок, зазор, высота отбортовки и радиус закруглений.
Рис. 8. Примеры а — з подготовки кромок под сварку.
Углом скоса кромки называют острый угол в между плоскостью скоса кромки и плоскостью торца, угол а между скошенными кромками свариваемых частей — углом разделки.
Притуплением кромок называют длину с нескошенной части торца кромки, подлежащей сварке. При одностороннем и двустороннем скосе кромок острый край притупляют для правильного формирования шва и предотвращения образования прожогов.
Зазор — кратчайшее расстояние b между кромками собранных для сварки деталей. Зазор при сборке под сварку определяется толщиной и химическим составом свариваемых сплавов, способом сварки, конструкцией соединяемых деталей и типом соединения.
От типа и угла разделки кромок зависит количество необходимого электродного металла для заполнения разделки, а значит, и производительность сварки. Двусторонний скос кромок, по сравнению с односторонним, позволяет уменьшить объем наплавленного металла в 1,6-1,7 раза. Кроме того, такая разделка обеспечивает меньшую величину деформаций после сварки.
Этот вид сварки плавлением включает в себя те ее способы, при осуществлении которых источником нагрева является сварочная дуга, представляющая собой устойчивый электрический разряд, происходящий в газовой среде между двумя электродами или электродом и деталью.
При горении дуги и плавлении свариваемого и электродного металлов необходима защита сварочной ванны от воздействия атмосферных газов — кислорода, азота и водорода, так как они растворяются в жидком металле и ухудшают качество металла шва.
В соответствии с техническими признаками классификации сварочных процессов по способу защитысвариваемого металла и сварочной ванны от окружающей среды наиболее распространены дуговая сварка в защитном газе, под флюсом и с комбинированной защитой.
По технологическим признакам классификации в основном различают дуговую сварку плавящимся и неплавящимся электродами. Плавящимися электродами являются штучные электроды, металлические проволоки и стержни из сталей, сплавов алюминия, титана, никеля, меди и других металлов; неплавящимися — угольные, графитовые и вольфрамовые стержни и другие тугоплавкие металлы.
По степени механизации процесса наиболее распространены ручная, механизированная и автоматическая дуговая сварка.
Ниже приведены краткие описания и характеристики основных способов дуговой сварки.
Ручная дуговая сварка.
Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную. Сварку выполняют штучными покрытыми электродами. Покрытый электрод представляет собой металлический стержень с нанесенным на его поверхность покрытием (обмазкой). Сварной шов образуется за счет расплавления металла свариваемых кромок и плавления стержня сварочного электрода.
Дуговая сварка под флюсом.
Дуговая сварка, при которой дуга горит под слоем сварочного флюса. Под воздействием теплоты в зоне горения дуги плавятся кромки основного металла, электродная проволока и часть флюса. Подача проволоки в зону горения дуги механизирована, а перемещение дуги по свариваемым деталям выполняется вручную или специальными механизмами.
Дуговая сварка в защитных газах.
Дуговая сварка, при которой дуга и расплавленный металл, а в некоторых случаях и остывающий шов, находятся в защитном газе, подаваемом в зону сварки с помощью специальных устройств. При этом можно использовать как неплавящийся, так и плавящийся электроды, а процесс выполнять ручным, механизированным или автоматическим способом.
Плазменная сварка.
Сварка плавлением, при которой нагрев проводится сжатой дугой. В результате получают высокотемпературный ионизированный газ, называемый плазмой. Температура плазменной струи значительно выше, чем у обычной сварочной дуги. В качестве плазмообразующего газа чаще всего используют аргон, гелий или азот.
Электрошлаковая сварка.
Этот процесс сварки осуществляют без дугового разряда. В отличие от дуговой сварки для расплавления основного и присадочного металлов используется теплота, выделяющаяся при прохождении сварочного тока через расплавленный электропроводящий шлак (флюс). Для формирования шва устанавливают медные ползуны (кристаллизаторы), охлаждаемые водой.
В соответствии с технологическими признаками классификации по виду электрода различают электрошлаковую сварку проволочным, пластинчатым электродом и плавящимся мундштуком; по наличию колебаний электрода — без колебаний и с колебаниями электрода; по числу электродов — одноэлектродную, двухэлектродную и многоэлектродную.
Электронно-лучевая сварка.
Сварка плавлением, при которой для нагрева используется энергия сфокусированного потока электронов, движущихся с высокими скоростями в специальной камере в глубоком вакууме. В соответствии с технологическими признаками классификации различают сварку без колебаний и с колебаниями электронного луча.
Лазерная сварка.
В соответствии с технологическими признаками классификации по виду источников энергии относится к световой сварке в числе других (солнечная и искусственными источниками света). Это сварка плавлением, при которой для нагрева используется энергия излучения лазера (название по первым буквам английской фразы, которая в переводе означает: усиление света посредством стимулированного излучения), ее можно выполнять на воздухе, в аргоне, гелии или углекислом газе.
Газовая сварка.
Сварка плавлением, при которой для нагрева используют тепло пламени смеси газов, сжигаемой с помощью горелки. Плавление свариваемого и присадочного металлов осуществляется высокотемпературным газокислородным пламенем. В качестве горючего для сгорания в кислороде применяют ацетилен, водород, пропан-бутановую смесь, пары керосина, бензина, природный, светильный, нефтяной, коксовый и другие газы.
Термитная сварка.
Свариваемые детали помещают в огнеупорную форму, а в установленный сверху тигель засыпают термит — порошкообразную смесь алюминия с железной окалиной. При горении термитной смеси развивается высокая температура (более 2000°С), образуется жидкий металл, который при заполнении формы оплавляет кромки свариваемых изделий, заполняет зазор, образуя сварной шов.
Конструкции сложной формы, как правило, получают в результате объединения друг с другом отдельных элементов (детали, сборочные узлы) с помощью разъемных или неразъемных соединений.
ГОСТ 2601-84 «Сварка металлов. Термины и определения основных понятий» устанавливает ряд терминов и определений основных понятий при сварке металлов для сварных соединений и швов.
Сварной конструкцией называют металлическую конструкцию, изготовленную сваркой отдельных деталей. Часть такой конструкции, в которой сварены примыкающие друг к другу элементы, называют сварным узлом.
Сварка — процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их местном или общем нагревании, или пластическом деформировании, или совместном действии того и другого.
Сварные соединения — неразъемные соединения, выполненные сваркой. В сварное соединение входят сварной шов, прилегающая к нему зона основного металла, в которой в результате теплового воздействия сварки произошли структурные и другие изменения (зона термического влияния), и примыкающие к ней участки основного металла.
Сварной шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла сварочной ванны.
Основной металл — металл подвергающихся сварке соединяемых частей.
Зона термического влияния при сварке — участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке.
Сварочная ванна — это часть металла свариваемого шва, находящаяся при сварке плавлением в жидком состоянии.
Углубление, образующееся в конце валика под действием давления дуги и объемной усадки металла шва, называют кратером.
Металл для введения в сварочную ванну в дополнение к расплавленному основному металлу называют присадочным металлом.
Переплавленный присадочный металл, введенный в сварочную ванну или наплавленный на основной металл, называют наплавленным металлом.
Сплав, образованный переплавленным основным или переплавленным основным и наплавленным металлами, называют металлом шва.
Классификация видов сварки.
Для получения сварного соединения и образования межатомных связей атомы соединяемых деталей получают некоторую дополнительную энергию, необходимую для преодоления существующего между ними энергетического барьера, называемую энергией активации. При сварке ее вводят в зону соединения извне путем нагрева (термическая активация) или пластического деформирования (механическая активация).
В зависимости от характера активации при выполнении соединений различают два основных вида сварки — плавлением и давлением.
При сварке плавлением детали по соединяемым кромкам оплавляются под действием внешнего источника теплоты. Расплавленный металл, сливаясь в общий объем, образует жидкую сварочную ванну. При ее охлаждении жидкий металл затвердевает и образует сварной шов. Шов может быть образован за счет расплавления металла только свариваемых кромок или металла кромок и присадки, дополнительно вводимой в сварочную ванну.
При сварке давлением осуществляют совместное пластическое деформирование материала по кромкам свариваемых деталей. Благодаря пластической деформации облегчается установление межатомных связей соединяемых частей. Для ускорения процесса применяют сварку давлением с нагревом. При некоторых способах сварки давлением нагрев осуществляют до оплавления металла свариваемых поверхностей или промежуточных вспомогательных прокладок, а воздействие давления возможно в непрерывном или прерывистом режимах.
В настоящее время существует более 150 сварочных процессов, которые в соответствии с ГОСТ 19521-74 «Сварка металлов. Классификация» классифицируют по физическим, техническим и технологическим признакам.
Физическими признаками являются форма энергии и вид источника энергии, непосредственно применяемого для получения сварного соединения.
Все сварочные процессы по форме энергии относят к одному из трех классов: термическому, термомеханическому и механическому.
Термический класс включает в себя виды сварки плавлением (дуговая, плазменная, электрошлаковая, электронно-лучевая, лазерная, газовая, термитная и др.), осуществляемой с использованием различных источников тепловой энергии.
Термомеханический класс — виды сварки (контактная, диффузионная, газо- и дугопрессовая, индукционнопрессовая, печная и др.), осуществляемой с применением источников тепловой энергии и давления.
Механический класс — виды сварки давлением (холодная, ультразвуковая, магнитоимпульсная, сварка трением и взрывом), осуществляемой с использованием источников механической энергии и давления.
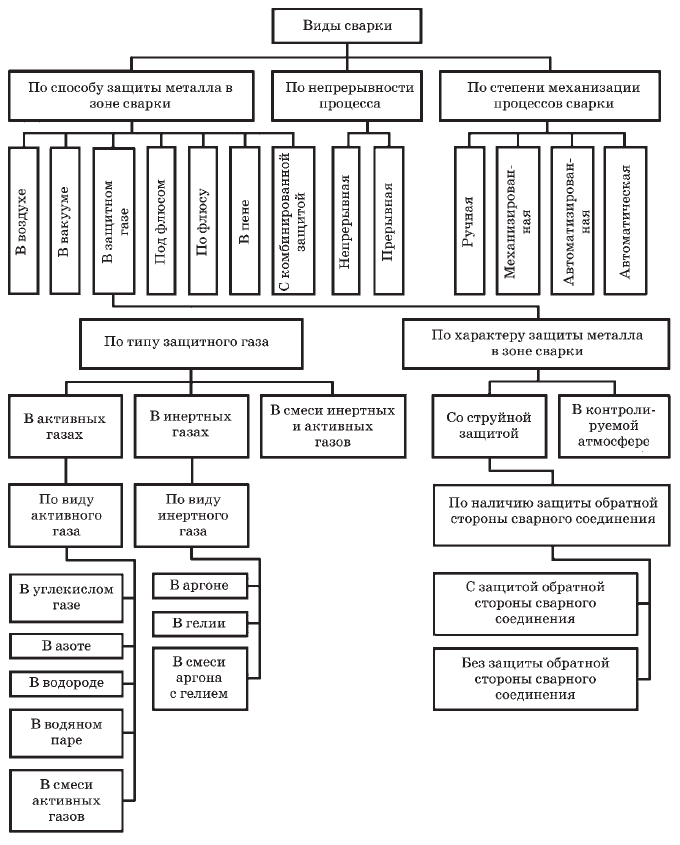
Техническими признаками классификации сварочных процессов являются способы защиты металла в зоне сварки, непрерывность процесса и степень его механизации (рис. 1).
Технологические признаки классификации устанавливаются для каждого вида сварки отдельно. Например, дуговая сварка может отличаться по виду электрода и дуги, роду и полярности тока, количеству электродов и наличию внешнего воздействию на формирование шва.
Рис. 1. Классификация видов дуговой сварки по техническим признакам.
Сварка — процесс соединения металлических деталей с использованием сил молекулярного сцепления, происходящий при сильном местном нагреве соединяемых деталей до расплавления (сварка плавлением) или пластического состояния с одновременным применением механического воздействия (сварка давлением).
Сварные соединения, широко применяемые в машиностроении, обеспечивают:
существенную экономию металла;
значительное снижение трудоемкости изготовления корпусных деталей;
возможность изготовления конструкций сложной формы из отдельных деталей, полученных ковкой, штамповкой, прокаткой.
Сварные швы и разделка кромок.
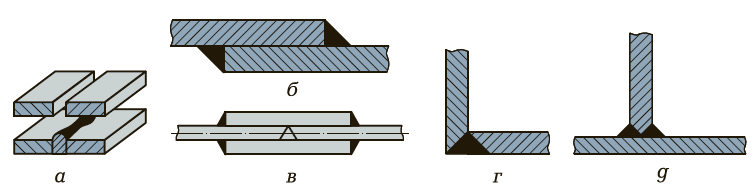
Сварные швы классифицируют в зависимости от взаимного расположения соединяемых деталей на стыковые, нахлесточные, с накладками, угловые и тавровые (рис. 1).
Рис. 1. Сварные швы: а — стыковой; б — нахлесточный; в — с накладками; г — угловой; д — тавровый
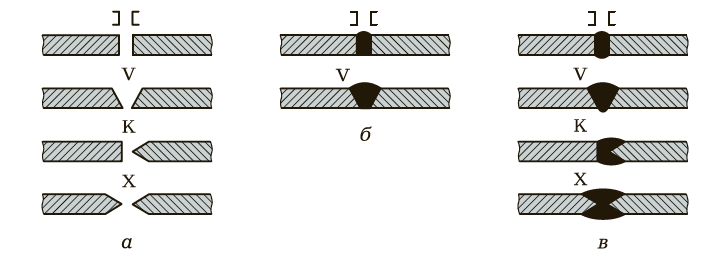
Стыковые швы подразделяют в зависимости от формы разделки кромок на V-, Х-, К-образные (рис. 2).
Рис. 2. Типы стыковых швов и их условное обозначение: а — подготовка кромок; б — односторонние швы; в — двухсторонние швы
Угловые и тавровые швыразличают в зависимости от формы подготовки кромок: без скоса кромок, со скосом одной кромки, со скосом двух кромок (см. рис. 1, г и д).
Оборудование для разделки кромок, зачистки швов и отделки сварных соединений.
Наиболее широко для этих целей применяют ручной механизированный инструмент. По виду привода различают пневматический и электрический ручной инструмент.
Прямая пневматическая шлифовальная машина, у которой ось шпинделя соосна с валом двигателя (рис. 3), состоит из корпуса 3 с вмонтированным в него ротационным двигателем, рукоятки 5 с пусковым механизмом и плоского шлифовального круга 6, расположенного на шпинделе 1 и закрытого кожухом 2. Пуск машины осуществляется нажатием на курок 4 пускового механизма.
Угловая шлифовальная машина отличается от описанной тем, что ее шпиндель расположен под углом 90° к основной рукоятке.
Торцевая шлифовальная машина оснащена чашечными шлифовальными кругами и работает торцом круга.
Зачистные пневматические машины аналогичны шлифовальным, но в них вместо шлифовальных кругов устанавливают щетки из пружинной проволоки.
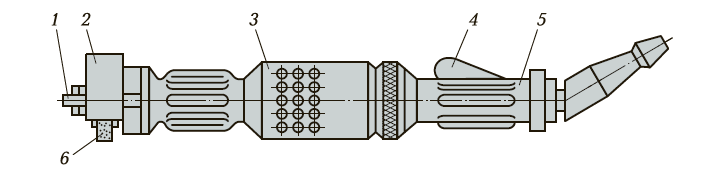
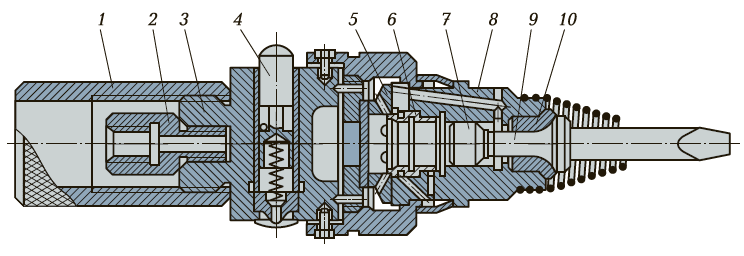
Ручной пневматический молоток (рис. 4) применяют для зачистки сварных швов и примыкающей к ним зоны основного металла соединений от шлака и брызг расплавленного металла. Он состоит из ствола 8, ударника 7, воздухораспределительного устройства 5 с золотником 6 и пускового устройства 3 с рукояткой 1. В корпус устройства вмонтированы клапан 4 и штуцер 2, в конце ствола запрессована концевая втулка 10, в которую входит хвостовик 9 зубила.
Оборудование и приспособления для сборки частей изделия перед сваркой.
Сборочные приспособления обеспечивают правильную взаимную установку и закрепление составляющих частей сварного соединения. Эти приспособления могут быть как переносными, так и стационарными.
Переносные сборочные приспособления применяют, как правило, в условиях единичного и мелкосерийного производства. К ним относятся струбцины, стяжки, распорки, винтовые домкраты, электромагнитные фиксаторы.
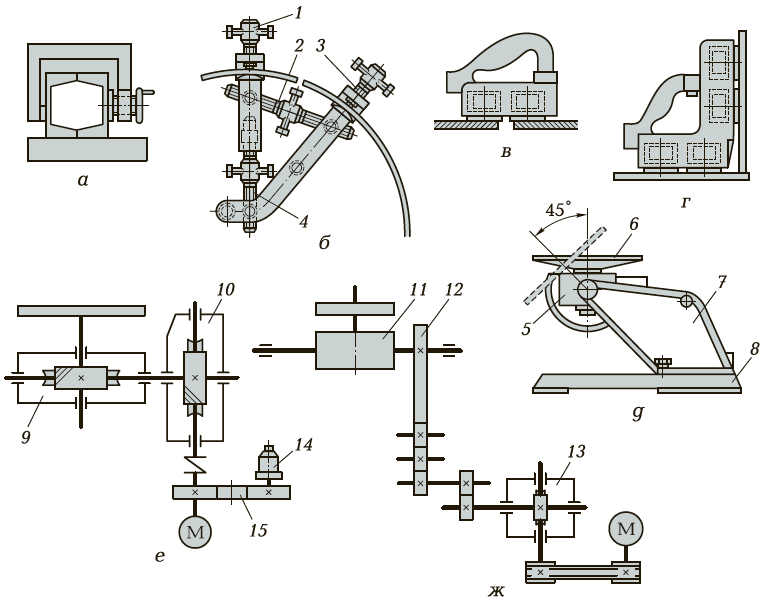
Рис. 5. Переносные сборочные приспособления для фиксации изделий и их частей при сварке: а — струбцина; б — винтовая стяжка; в, г — электромагнитные фиксаторы соответственно для фиксации зазора и сборки стыковых и угловых соединений; д — манипулятор; е, ж — кинематические схемы механизмов вращения и наклона манипулятора; 1, 3— винтовые струбцины; 2, 4 — винты; 5, 11 — поворотные столы; 6 — планшайба; 7 — корпус; 8 — опора; 9, 10, 13 — червячные редукторы; 12 — зубчатый сектор; 14 — тахогенератор; 15 — зубчатые колеса; М — двигатель
Струбцины (рис. 5, а) используют для соединения двух и более частей собираемого изделия между собой или для их установки и закрепления в определенном положении.
Стяжки (рис. 5, б) обеспечивают правильное расположение кромок соединяемых частей изделия. Стяжка состоит из двух винтовых струбцин 1 и 3, соединенных винтами 2 и 4. Струбцины закрепляют на кромках соединяемых частей изделия и выравнивают их взаимное положение винтом 4, а винтом 2 стягивают части изделия для обеспечения необходимого при сварке зазора.
Электромагнитные фиксаторы (рис. 5, в и г) применяют для выравнивания кромок при стыковой сварке и фиксации зазоров между кромками свариваемых частей изделия.
Стационарные сборочные приспособления применяют для установки свариваемых изделий в положение, удобное для сварки. Наиболее часто для этих целей применяют сварочный манипулятор.
Сварочный манипулятор (рис. 5, д—ж) состоит из корпуса 7, установленного на опоре 8, поворотного стола 5 с планшайбой 6 и механизма вращения. Кинематические схемы механизмов вращения и наклона манипулятора показаны на рис. 5, е и ж.