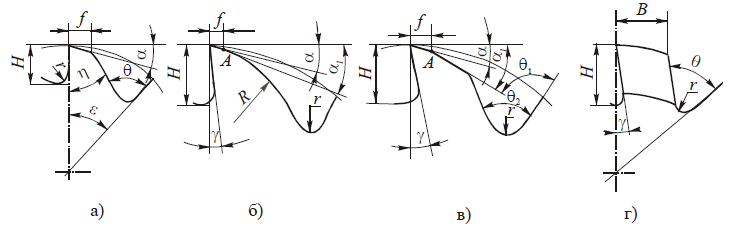
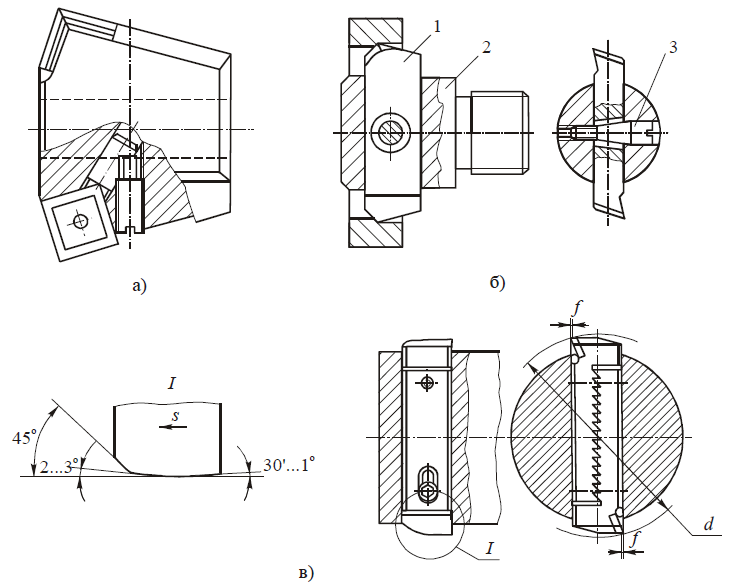
Фрезы прорезные и отрезные (пилы) по форме зуба подобны пазовым фрезам и используются для прорезки неглубоких и узких пазов, например шлицевых, шириной В = 0,2…6,0 мм, а также для разрезки заготовок любого профиля и толщины. Цельные фрезы диаметром 20…315 мм изготавливают с мелкими, средними и крупными зубьями, у которых углы γ = 0…10°, α = 20°, φ1=30’…1° (рис. 1, а). Сборные фрезы диаметром 250…2000 мм оснащают вставными ножами (рис. 1, б) либо сегментами из быстрорежущей стали, содержащими 4…8 зубьев и закрепляемыми заклепками на диске пилы, изготовленном из конструкционной стали (рис. 1, в). Для уменьшения трения и улучшения проникновения СОЖ в зону резания у зубьев с боковых сторон имеются выемки глубиной 0,5 мм. В отличие от других конструкций отрезных фрез, у сегментных пил спинка зубьев выполнена по дуге окружности, а переточка производится по передней поверхности на специальных стенках, работающих в полуавтоматическом режиме. При этом передний угол в зависимости от твердости обрабатываемого материала берется равным γ = 0…25°. По мере износа пил предусматривается замена изношенных сегментов на новые.
С целью улучшения стружкоотвода и повышения стойкости зубьев у отрезных фрез при ширине реза более 2 мм используют различные схемы группового резания с делением среза по ширине и толщине между смежными зубьями. В практике используются различные схемы, две из которых приведены на рис. 1, г, д. В первой схеме предусмотрена заточка фасок шириной с = 0,3в с разных сторон двух смежных зубьев, во второй — все зубья делятся на группы из двух (иногда из трех) зубьев, один из которых (прорезной) располагается с завышением по высоте на величину h = 0,15…0,50 мм и имеет по уголкам фаски шириной с = 0,5…1,8 мм, а другой — зачистной, изготавливается сплошным. Вторая схема используется, например, в сегментных пилах, а также в шлицевых протяжках.
Рис. 1. Фрезы прорезные и отрезные: а — прорезная (шлицевая) и отрезная цельная; б — отрезная сборная (пила со вставными ножами); в — сегментная; г, д — схемы резания
По конструкции зубьев фрезы делятся на две большие группы: с остроконечными и с затылованными зубьями (рис. 1). Первые иногда неправильно называют фрезами с острозаточенными зубьями, в то время как фрезы с затылованными зубьями также затачивают доостра. Принципиальные же различия этих фрез заключаются в способе заточки, форме и количестве зубьев, трудоемкости изготовления, стойкости, производительности и качестве обработанной поверхности.
Процесс фрезерования характеризуется снятием тонких стружек переменной толщины. При этом у цилиндрических фрез толщина стружки начинается с нуля. Переточка остроконечных зубьев по задней поверхности, где в основном сосредоточен износ при фрезеровании, позволяет уменьшить припуск на переточку, увеличить срок службы фрезы, уменьшить объем зубьев и главное — увеличить их число z, от которого пропорционально зависит производительность процесса фрезерования. Последняя определяется в основном минутной подачей, которая равна
sм = szzn
где sz — подача на один зуб; z — число зубьев; n — число оборотов фрезы в минуту.
При увеличении числа зубьев фрезы снижается шероховатость обработанной поверхности и уменьшается неравномерность процесса резания.
Форма зубьев фрез должна быть такой, чтобы: 1) обеспечивалась необходимая прочность зуба; 2) допускалось возможно большее количество переточек; 3) объем канавок между зубьями был достаточным для размещения стружки.
На практике получили распространение три формы остроконечных зубьев: 1) трапециевидная, 2) параболическая; 3) усиленная.
Рис. 1. Формы зубьев фрез: а — трапециевидная; б — параболическая; в — усиленная; г — затылованный зуб
Трапециевидная форма (рис. 1, а) наиболее простая в изготовлении, но при этом зуб несколько ослаблен, поэтому имеет небольшую высоту и малый объем стружечной канавки. По мере переточки зуба по задней грани (фаска f = 1…2 мм) его высота уменьшается и он становится более прочным. Однако такая форма зубьев допускает небольшое число переточек и применяется на фрезах для чистовой обработки. При этом число зубьев из-за их малого объема может быть максимально возможным. Канавки в таких фрезах изготавливают либо фрезерованием, либо вышлифовыванием эльборовыми или алмазными кругами в цельных заготовках на станках с ЧПУ.
Угол впадины θ между зубьями равен
θ = η + ε
где η — угол остроты зуба (η = 45…50°); ε — угловой шаг зубьев (ε = 360°/z).
Формула справедлива как для γ = 0, так и для γ > 0. В целях сокращения номенклатуры угловых фрез для фрезерования канавок значение угла θ берется в пределах от 45 до 110° (через 5°).
По формуле выше, задавшись углами η и ε, определяют угол θ и округляют его до ближайшего значения из ряда предпочтительных чисел. Для винтовых зубьев число зубьев z и угол ε корректируют ( z * ) с учетом угла наклона зуба к оси фрезы ω:
z* = z /cos3 ω; ε = 2π/z*
Высоту зуба H можно найти по формуле
H = d /2[(1 — cos ε) + sin ε • ctg θ]
При переточке высота зуба уменьшается, поэтому суммарная стойкость таких фрез невелика, так как они допускают лишь 6…8 переточек. Радиус впадины зуба берется равным 0,5…2,0 мм.
Параболическая форма зуба (рис. 1, б) обладает наибольшей прочностью на изгиб, так как спинка зуба, оформленная по параболе, обеспечивает равнопрочность во всех сечениях по высоте зуба. Недостатком этой формы является необходимость для каждой высоты зуба иметь свою сложную фасонную канавочную фрезу. Поэтому с целью упрощения профиля спинки таких фрез параболу часто заменяют дугой окружности радиусом R = (0,3…0,4)d.
На передней поверхности зубьев параболической формы предусмотрен прямолинейный участок, от длины которого зависит количество переточек фрезы. Причем переточка допускается только по задней поверхности (фаска f). При этом задний угол αдолжен быть меньше угла α1 на 10…15 °( α1 — угол между касательной к параболе в точке А). При несоблюдении этого условия в процессе переточки ширина ленточки будет сильно изменяться.
Усиленная форма зуба (рис. 1, в) применяется для тяжелых работ вместо параболической формы. Такой зуб имеет ломаную спинку, а также увеличенные толщину и высоту. Получают эти зубья двойным фрезерованием угловыми фрезами с углами θ1 = 28…300 и θ2. Хотя при этом число операций увеличивается вдвое, такие зубья проще в изготовлении, чем параболические. Они имеют больший запас на переточку и высокую прочность. При этом используются стандартные канавочные фрезы с прямолинейными режущими кромками. При переточке зубья затачиваются по задней поверхности под углом α доостра с обязательным выхаживанием во избежание биения режущих кромок. Иногда оставляют небольшие цилиндрические ленточки шириной fл = 0,02…0,03 мм, которые упрощают контроль биения зубьев фрезы.
Затылованный зуб (рис. 1, г) внешне отличается большей толщиной, а главное — формой задней поверхности, которая выполняется на специальной операции, называемой затылованием, с целью создания задних углов во всех точках режущих кромок. Достигается это за счет того, что радиальное сечение зуба, содержащее фасонный профиль, по мере поворота фрезы вокруг оси смещается в направлении к центру с помощью фасонного резца или шлифовального круга. Благодаря затылованию профиль режущей кромки зуба при переточках по передней грани во всех радиальных сечениях остается неизменным независимо от его сложности. Это является основным достоинством таких фрез наряду с весьма простой и нетрудоемкой по исполнению операцией переточки. Кроме того, зубья такой формы обладают высокой прочностью, а по мере переточки объем канавок для размещения стружки увеличивается, что благоприятно сказывается на работе фрезы. В то же время фрезы с затылованными зубьями имеют ряд существенных недостатков, главные из которых:
число зубьев у затылованных фрез значительно меньше, чем у фрез с остроконечными зубьями. Это объясняется тем, что затылованные зубья имеют большую толщину, так как при переточке по передней поверхности приходится снимать больший припуск, чтобы избавиться от износа, который сосредоточен на задней поверхности зуба;
при переточке наблюдается большое радиальное биение зубьев, что приводит к увеличению шероховатости обработанной поверхности и снижению стойкости фрез;
у фрез с нешлифованным профилем зубьев после термообработки остаются обезуглероженные участки на задней поверхности, снижающие их стойкость;
остаточные термические напряжения могут вызывать искажение профиля режущих кромок фрезы.
Из-за этих недостатков фрезы с затылованными зубьями уступают по производительности и качеству обработанной поверхности фрезам с остроконечными зубьями. Однако из-за простоты переточки они широко используются при обработке фасонных поверхностей.
Фрезы — это многозубые режущие инструменты, применяемые для обработки плоскостей, пазов, фасонных поверхностей, тел вращения, а также для разрезки материалов.
В процессе фрезерования в контакте с заготовкой, как правило, находится несколько зубьев, снимающих стружку переменной толщины. При этом благодаря большой суммарной активной длине режущих кромок обеспечивается высокая производительность процесса фрезерования. Повышению производительности также способствует высокая скорость фрезерования, которая достигается за счет периодического выхода зубьев из зоны резания, обеспечивающего охлаждение и снятие тепловой напряженности в режущем клине.
Кинематика фрезерования проста: фреза получает вращение от главного привода, а заготовка, закрепленная на столе станка, — движение подачи от отдельного привода станка, кинематически не связанное с вращением фрезы. Движение подачи может быть прямолинейным, вращательным или винтовым, а режущие кромки фрезы — прямолинейными, наклонными к оси, винтовыми или фасонными. Это обусловило появление огромного разнообразия конструкций фрез и широкую область их применения.
Фрезы можно классифицировать по следующим основным признакам:
конструкция режущих зубьев и способ их заточки — фрезы с остроконечными зубьями, перетачиваемыми по задней поверхности и с затылованными зубьями, перетачиваемыми по передней грани;
форма и расположение режущих кромок относительно оси вращения инструмента — фрезы цилиндрические, дисковые, торцевые, концевые, угловые, фасонные (рис. 1);
направление зубьев к оси фрезы — фрезы прямозубые, винтовые, с наклонными зубьями;
способ крепления на станке — фрезы насадные с отверстием под оправку и концевые с цилиндрическим или коническим хвостовиком;
конструкция фрезы — цельные и сборные со вставными зубьями, в том числе с напаянными или механически закрепляемыми режущими пластинами из твердого сплава или СТМ.
Рис. 1. Типы фрез: а — цилиндрическая; б — дисковая; в — торцевая; г — концевые; д — угловые; е — фасонная
Комбинированные инструменты — это соединение двух и более одно- или разнотипных инструментов, закрепленных на одном корпусе, которое позволяет за один проход совмещать несколько операций или переходов. Благодаря этому значительно сокращается машинное и вспомогательное время и повышается производительность процесса обработки отверстий. Эти инструменты применяются на сверлильных, револьверных, расточных, агрегатных станках, токарных автоматах, автоматических линиях и обрабатывающих центрах.
При обработке цилиндрических отверстий широко используются комбинированные инструменты, являющиеся соединениями инструментов разных типов: сверло — зенкер, сверло — метчик, сверло — развертка, зенкер — развертка и др.
При обработке ступенчатых отверстий применяются соединения однотипных инструментов: ступенчатые сверла, зенкеры, развертки и др. При этом значительно уменьшается отклонение от соосности ступеней и повышается точность размеров между торцами обработанных поверхностей. Число ступеней в таких инструментах может доходить до шести, а число объединенных элементарных инструментов — до пяти. Выбор числа ступеней определяется требованиями достижения наибольшей производительности, точности и низкой шероховатости обработанных отверстий. Диаметры промежуточных ступеней инструмента назначают в зависимости от вида ступеней, величины снимаемого припуска, а также от схемы распределения припуска между ступенями. Диаметр последней ступени рассчитывают с учетом допуска на диаметр обработанного отверстия, величины его разбивки или усадки и допуска на износ инструмента.
Число зубьев у комбинированных инструментов с целью удобства измерения при контроле диаметра принимается четным и берется в зависимости от припуска на обработку, условий отвода стружки и величин сил и крутящих моментов, действующих на инструмент.
Для обеспечения надежного отвода стружки увеличивают размеры и угол наклона стружечных канавок, применяют стружкодробящие устройства и внутреннее напорное охлаждение. При этом стружкоотводящие канавки каждой ступени должны плавно сопрягаться с канавкой последующей ступени, не создавая препятствий для отвода стружки.
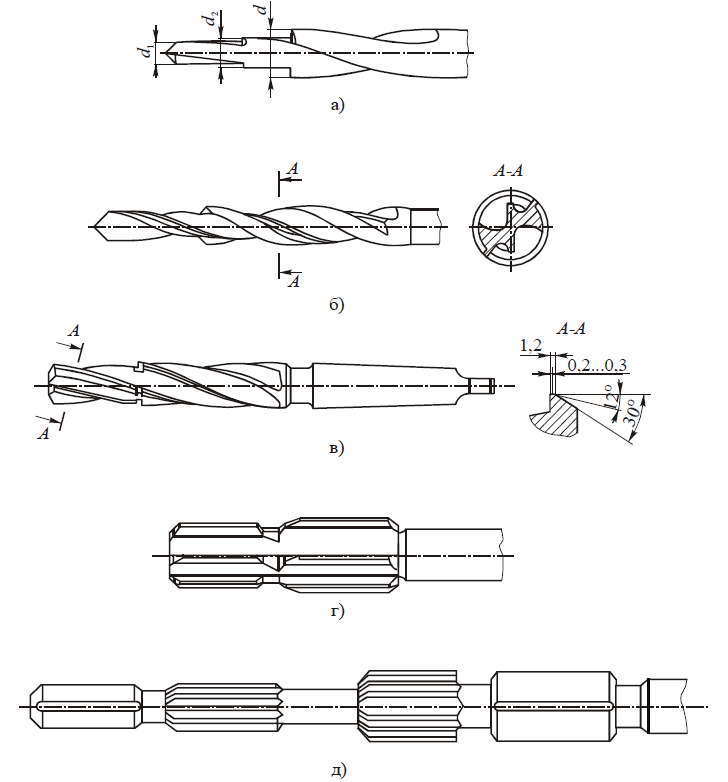
Примеры комбинированных инструментов для обработки отверстий приведены на рис. 1.
Рис. 1. Комбинированные (ступенчатые) инструменты для обработки отверстий: а, б — сверла; в — зенкер; г, д — развертки
Ступенчатые сверла применяют в основном двух вариантов: 1) все ступенчато расположенные части разных диаметров сверла имеют одну общую канавку (рис. 1, а); 2) каждая из составляющих частей сверла имеет свои стружечные канавки по длине рабочей части инструмента (рис. 1, б). Из них сверла первого варианта значительно проще в изготовлении, чем сверла второго варианта, но имеют меньший запас на переточку.
Для надежного направления сверла при обработке отверстий с помощью кондукторной втулки длину сверла меньшего диаметра необходимо делать не более 3d1. Угол наклона стружечных канавок назначают по наибольшему диаметру сверла с учетом свойств обрабатываемого материала. Сверла d = 3…10 мм изготавливают с цилиндрическим хвостовиком, а d > 6 мм — с коническим хвостовиком.
Ступенчатый зенкер (рис. 1, в) должен иметь канавки, объем которых позволял бы надежно отводить стружку от обеих ступеней зенкера. С целью облегчения заточки ступенчатые зенкеры часто делают сборными. При этом первую ступень зенкера выполняют в виде отдельного зенкера, снабженного коническим хвостовиком, входящим в соответствующее коническое отверстие зенкера, который предназначен для обработки второй ступени.
Применяют ступенчатые сборные зенкеры со вставными ножами, а также оснащенные твердосплавными СМП.
Ступенчатая развертка (рис. 1, г) представляет собой инструмент для совмещенной обработки нескольких отверстий, расположенных соосно.
Для повышения точности обработки комбинированные развертки снабжают передними и (или) задними направляющими (рис.1, д) либо направляющими, расположенными в средней части развертки.
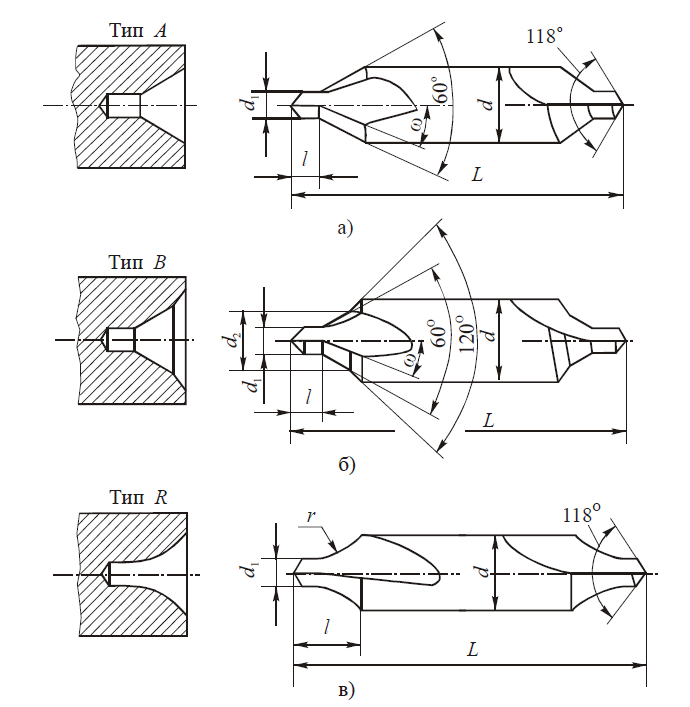
При токарной обработке для получения центровых отверстий широко применяются комбинированные центровочные сверла. В зависимости от формы центровых отверстий центровочные сверла делятся на типы: А, В, R и др. (рис. 2). Центровочные сверла представляют собой комбинацию двух инструментов: сверла и зенкера — и состоят, соответственно, из сверловочной и зенковочной частей. С целью повышения общей стойкости центровочные сверла изготавливают двухсторонними.
Стружечные канавки центровых сверл винтовые, наклонные под углом ω = 5° к оси инструмента. Профиль сечения канавок прямолинейный с углом 90…110°. Ленточка на сверловочной и зенковочной частях отсутствует. Вместо нее спинку затылуют по архимедовой спирали. При этом величина спада затылка обеспечивает в сечении, перпендикулярном к оси инструмента, задний угол α=1…2°.
Рис. 2. Центровочные сверла-зенковки и получаемые ими типы отверстий: а — без предохранительной фаски; б — с предохранительной фаской;в — радиусное
Диаметр сердцевины центровочного сверла d0 = (0,20…0,25)d1 и увеличивается по направлению к зенковочной части на 0,25…0,40 мм на каждые 25 мм длины, а диаметр сверловочной части уменьшается в этом же направлении на 0,05…0,10 мм на 25 мм длины. Заточка вершины сверловочной части центровочного сверла аналогична заточке спиральных сверл.
Зенковочная часть имеет форму режущих кромок, обеспечивающих получение конусных участков центровых отверстий. У сверл типа В предусмотрены режущие кромки для обработки предохранительной фаски. Передняя поверхность зенковочной части является продолжением передней поверхности сверловочной части, а задняя поверхность затылуется одновременно с затылованием спинки сверловочной части. У сверл типа R режущие кромки зенковочной части выполнены по радиусу. Такая форма центровых отверстий обеспечивает лучшую самоустановку валов в центрах и повышенную прочность сверл.
Центровочные сверла обычно изготавливают из быстрорежущей стали.
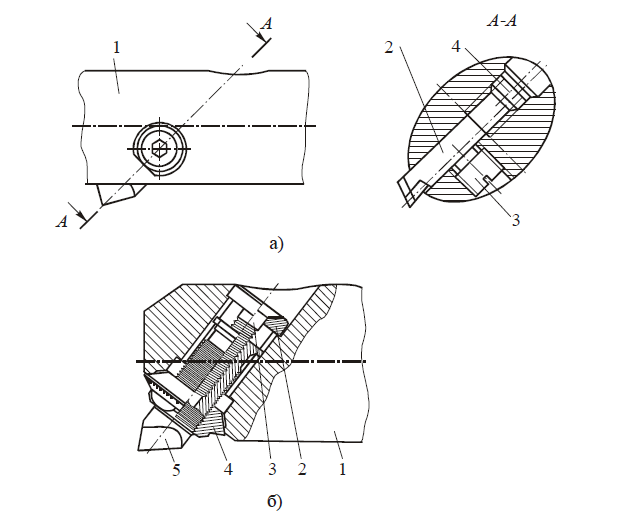
Расточные инструменты применяются для увеличения диаметров отверстий и являются широко универсальными инструментами, так как, в отличие от зенкеров, разверток и других инструментов, допускают регулировку (настройку) режущих кромок в радиальном направлении.
Расточными инструментами обрабатывают отверстия диаметром 1…1000 мм и более с точностью JT5…JT6 и шероховатостью Ra 0,8…1,6 мкм.
В механообработке нашли применение следующие типы расточных инструментов: 1) стержневые резцы; 2) двухсторонние пластинчатые резцы-блоки; 3) расточные головки для обработки неглубоких отверстий; 4) расточные головки для обработки глубоких отверстий.
Стержневые резцы имеют одну режущую кромку из быстрорежущей стали или в виде СМП из твердого сплава или СТМ.
Державки стержневых резцов в поперечном сечении имеют круглую, квадратную или прямоугольную формы. Наиболее простой и распространенный способ закрепления резца с державкой квадратной или круглой форм показан на рис. 1, а. Здесь резец 2 закреплен винтом 3 в оправке 1. Вылет резца регулируется винтом 4.
Для растачивания точных отверстий диаметром более 20 мм широкое распространение получили вставки типа «Microbohr» (рис. 1, б). На цилиндрической поверхности резца 5 имеется точная резьба с шагом Р = 0,5 мм. Регулировочная гайка 4 с внутренней резьбой и градуированной шкалой базируется своей конусной поверхностью в оправке 1. В нужном положении резец закрепляется винтом 3 с шайбой 2. Поворот гайки на одно деление перемещает вершину резца в радиальном направлении (с учетом угла наклона продольной оси резца) на 0,01 мм. Резец оснащен напайной твердосплавной пластиной или СМП из твердого сплава.
Рис. 1. Расточные стержневые резцы: а — регулируемый; б — с микрорегулированием
Двухсторонние пластинчатые резцы-блоки применяют для предварительного и окончательного растачивания отверстий диаметром более 25 мм. По сравнению с однолезвийными инструментами они обладают большей производительностью, обеспечивают большую точность и низкую шероховатость поверхности отверстий.
Резцы-блоки изготавливают или целиком из быстрорежущей стали, или оснащают пластинами из твердого сплава, а для увеличения стойкости изготавливают сборными и регулируемыми по диаметру.
Крепление пластинчатых расточных резцов в оправках либо осуществляется неподвижно d = 50…150 мм (рис. 2, а), либо допускают «плавание» по одной оси (двухлезвийные блоки (рис. 2, б, в)). Выпадению резца-блока 1 из борштанги 2 препятствует винт 3, входящий с зазором в отверстие, выполненное в корпусе резца-блока (рис. 2, б). Известны конструкции четырех и более лезвийных блоков, «плавающих» с помощью крестовины по двум взаимно перпендикулярным осям.
Рис. 2. Двухсторонние расточные резцы-блоки: а — неподвижный; б — «плавающий», нерегулируемый по диаметру; в — «плавающий», составной, регулируемый по диаметру
«Плавающее» крепление резцов-блоков d = 25…600 мм применяется для компенсации углового и линейного несовпадения осей обрабатываемых отверстий и инструмента. Указанное несовпадение осей происходит из-за погрешностей установки заготовки (инструмента) и зажимных патронов, деформаций элементов технологической системы и других факторов и приводит к снижению точности обработки и стойкости инструмента.
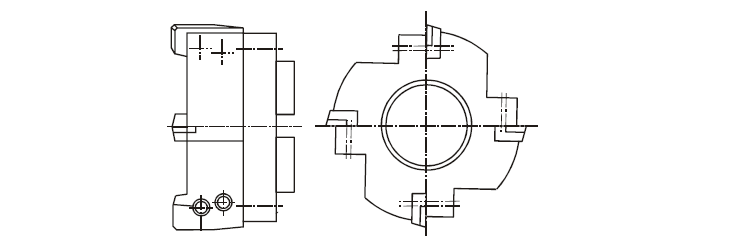
Расточные головки для обработки неглубоких отверстий имеют несколько режущих кромок (рис. 3). Они жестко крепятся в оправке и применяются для предварительной обработки отверстий.
Рис. 3. Расточная головка(d = 120…300 мм, z = 4…8)
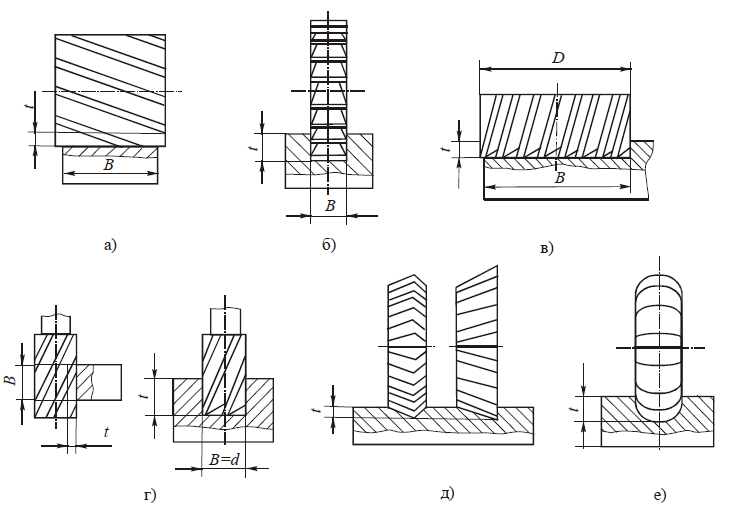
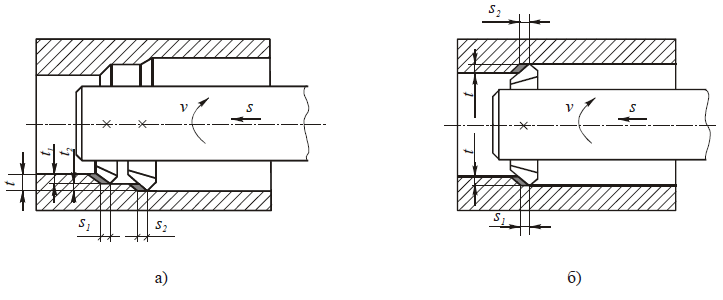
При конструировании многокромочных расточных головок нашли применение две схемы резания: 1) деления глубины резания; 2) деления подачи.
При схеме деления глубины резания заданная глубина t последовательно срезается каждым резцом головки (рис. 4, а):
t = t1 +t2 +…+tn (z=1, 2…., n),
где n — номер резца.
При этом подача szn, приходящаяся на каждое лезвие инструмента, равна подаче s на оборот инструмента или заготовки:
s = sz1 = sz2 = … = szn
Расточные головки, работающие по схеме деления глубины резания, применяются для удаления больших припусков и имеют относительно низкую производительность.
При работе по схеме деления подачи каждая режущая кромка головки снимает полную глубину резания t, а подача s на один оборот инструмента или заготовки равна сумме подач, приходящихся на каждый зуб (рис. 4, б):
s = sz1 + sz2 +…+ szn .
Таким образом, расточные головки, работающие по схеме деления подачи, развивают значительно большую производительность, чем головки, работающие по схеме деления глубины резания.
Рис. 4. Схемы резания, применяемые при обработке отверстий многолезвийными расточными головками: а — деления глубины резания; б — деления подачи
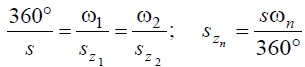
Возможны два способа деления подачи между зубьями таких инструментов. При первом способе зубья располагаются равномерно по окружности, т.е. угловые шаги зубьев равны между собой:
ω1 = ω2 = … = ωn ,
тогда подача, приходящаяся на каждый зуб, равна
szn = s / z (мм/зуб).
При втором способе деления подачи зубья расположены неравномерно по окружности, т.е. угловые шаги зубьев не равны между собой:
ω1 ≠ ω2 ≠ … ≠ ωn
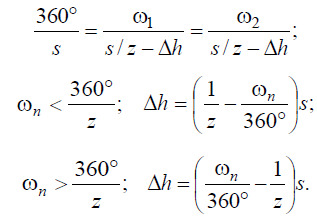
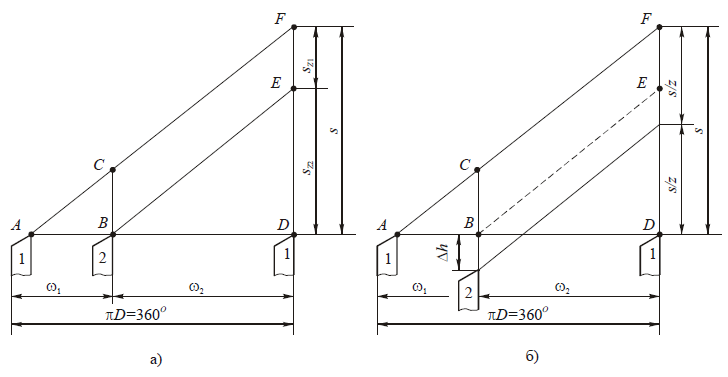
Схема деления подачи двухлезвийным расточным блоком для второго способа показана на рис. 5, а. Здесь по горизонтали отложена развернутая длина окружности растачиваемого отверстия πd = 360°. Зуб 1 врезается в торец заготовки в точке А, а зуб 2 — в точке В. Если инструмент (заготовка) имеет подачу s, мм/об, то зуб 1 при повороте на угол ω1 пройдет в осевом направлении расстояние sz1, а зуб 2 при повороте на угол ω2 — расстояние sz2.
Из подобия прямоугольных треугольников ΔABC~ΔADF~ΔBDE следует, что
Таким образом, при неравномерном расположении зубьев подача szn на зуб инструмента будет пропорциональна подаче s на оборот инструмента (заготовки) и углу ωn зубьев. В этом случае нагрузка на зубья будет различной, что вызовет их неравномерный износ и, как следствие, снижение общей стойкости инструмента, а также точности диаметра обработанных отверстий, хотя точность формы отверстий будет выше.
Для увеличения стойкости инструмента и точности обработки необходимо обеспечить одинаковую нагрузку на зубья при сохранении их неравномерного расположения. Достигнуть этого можно за счет осевого смещения одних зубьев относительно других, например в случае двухлезвийного расточного блока (рис. 5, б) за счет осевого смещения на величину Δh зуба 2 относительно зуба 1. Величину смещения Δh можно определить из подобия треугольников ΔABC~ΔADF~ΔBDE:
Расточные головки, работающие по схеме деления подачи, за счет увеличения числа режущих кромок теоретически могут развивать любую производительность. Однако на практике обычно используют двухтрехрезцовые (для чистовой обработки) или четырех-восьмирезцовые (для предварительной обработки) расточные головки.
Рис. 5. Возможные варианты нагружения лезвий расточных головок при их неравномерном угловом шаге: а — различная нагрузка на лезвия; б — одинаковая нагрузка на лезвия
Расточные головки для обработки глубоких отверстий относятся к инструментам одностороннего резания с определенностью базирования.
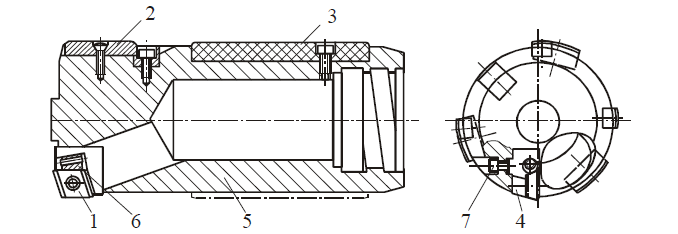
На рис. 6 показана такая головка, предназначенная для растачивания глубоких отверстий диаметром 45…250 мм. Режущий элемент головки выполнен в виде кассеты 4 с продольной шпонкой, входящей в соответствующий паз на корпусе 5 головки. Кассета крепится в корпусе винтом 7. На ней с помощью клина 6 закреплена твердосплавная пластина 1 ромбической формы, которая имеет две режущие кромки. Настройка головки на диаметр производится путем смены направляющих 2 и регулировки вылета кассеты. В процессе обработки три твердосплавные направляющие 2 под действием радиальных составляющих сил резания и трения прижимаются к поверхности обработанного отверстия, обеспечивая тем самым поперечную устойчивость инструмента. Три пластмассовые (из полиамида) направляющие 3 служат для гашения колебаний расточной головки.
Рис. 6. Расточная головка фирмы «Botek» (Германия) для обработки глубоких отверстий: 1 — твердосплавная режущая пластина; 2 — твердосплавная направляющая; 3 — пластмассовая направляющая; 4 — кассета; 5— корпус головки; 6 — клин; 7 — винт
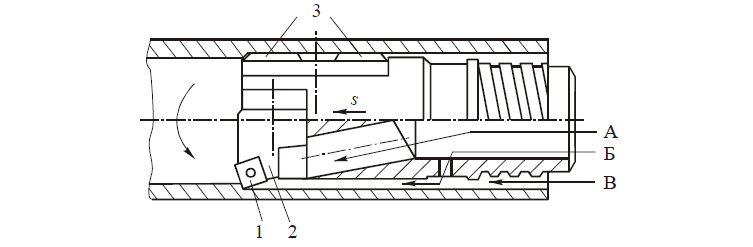
На рис. 7 показана головка для растачивания гильз пневмо- и гидроцилиндров под последующую раскатку. Такая головка может работать по трем вариантам: 1) с внутренним подводом СОЖ и наружным отводом стружки (А); 2) с внутренним подводом СОЖ и внутренним отводом стружки с помощью эжектора (Б); 3) с наружным подводом СОЖ и внутренним отводом стружки (В).
Рис. 7. Расточная головка фирмы «Sandvik Coromant» (Швеция) для обработки гильз гидроцилиндров: А — с внутренним подводом СОЖ; Б — с эжекторным отводом стружки; В — с наружным подводом СОЖ; 1 — твердосплавная режущая пластина; 2 — кассета; 3 — твердосплавная направляющая
В варианте А стружка отводится вперед, а в вариантах Б и В — назад и поэтому в процессе обработки отверстие должно быть заглушено.
Обработка отверстия такой головкой ведется в два этапа. На первом этапе производится растачивание отверстия. При этом стебель работает на сжатие, а твердосплавные направляющие 3 опираются на поверхность обработанного пластиной 1 отверстия. На втором этапе кассета 2 заменяется на другую, заранее настроенную на снятие припуска глубиной 0,2 мм. При этом направление подачи меняется на обратное, стебель работает на растяжение, а твердосплавные направляющие 3 опираются на поверхность обработанного отверстия, так как находятся впереди вершины СМП.
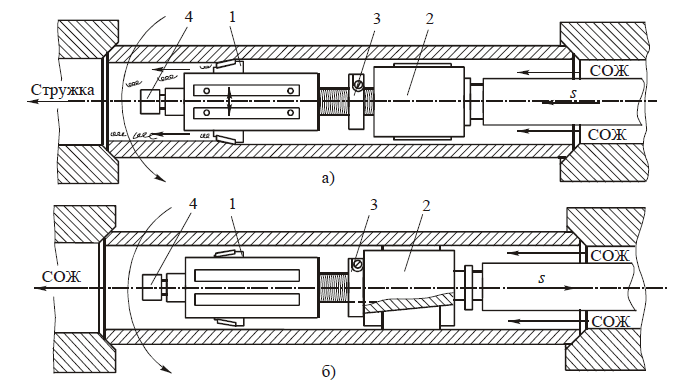
Фирмой «Sandvik Coromant» (Швеция) разработана также другая, еще более производительная конструкция инструмента для обработки отверстий диаметром 40…380 мм и глубиной до 4000 мм в гильзах пневмо- и гидроцилиндров. Этот комбинированный режуще-деформирующий инструмент работает следующим образом (рис. 8). При прямом ходе инструмента (рис. 8, а) осуществляется растачивание отверстия плавающим двухлезвийным расточным блоком 1, оснащенным твердым сплавом. При этом обойма роликового раскатника 2 сдвинута вправо на некоторое расстояние от опорного кольца 3, а ролики раскатника не касаются поверхности обработанного отверстия.
После окончания растачивания резцы плавающего блока (рис. 8, б) 1 с помощью пневматического нажимного устройства 4 утапливаются. Затем включается обратная подача инструмента, обойма раскатника 2 отодвигается влево и упирается в опорное кольцо 3. Ролики начинают пластически деформировать поверхность обработанного отверстия. При этом шероховатость поверхности отверстия достигает Ra 0,05.. .0,20 мкм, а ее твердость в результате наклепа увеличивается на 50%. Обработка ведется с использованием СОЖ на масляной основе с противозадирными присадками (Р, S, Cl).