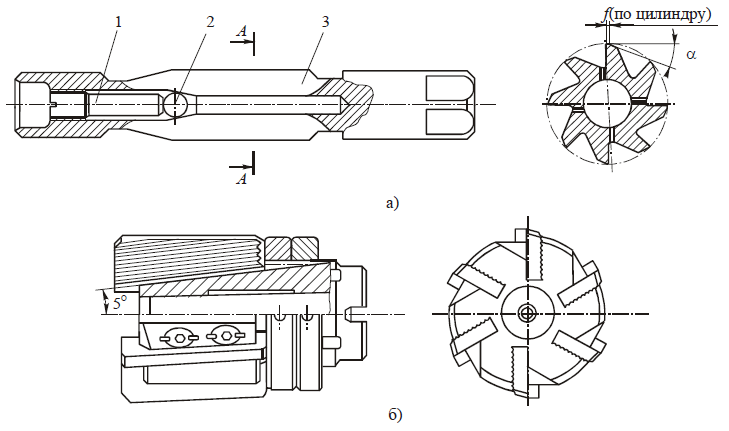
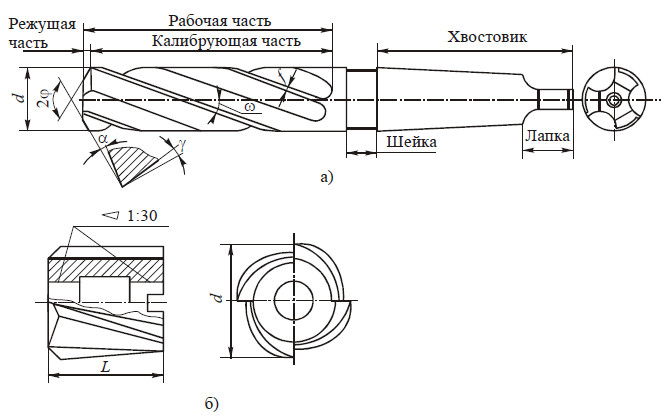
В ремонтном деле применяются цилиндрические ручные развертки, регулируемые по диаметру. Одна из конструкций такой развертки приведена на рис. 1, а. В корпусе 3 развертки, изготовленном из стали 9ХС, имеется отверстие, состоящее из конической и цилиндрической частей, в которое помещается шарик 2, передвигаемый регулировочным винтом 1 вдоль оси. Между зубьями по впадине сделаны продольные прорези. По мере перемещения шарика винтом за счет упругих деформаций стенок развертки увеличивается диаметр калибрующей части развертки. Величина Δ регулирования диаметра небольшая и берется в зависимости от диаметра развертки, например, для d = 10…20 мм Δ = 0,25 мм, для d = 20…30 мм Δ = 0,4 мм, для d = 30…50 мм Δ = 0,5 мм.
Машинные развертки, изготавливаемые насадными сборными (рис. 1, б), можно регулировать по диаметру за счет перестановки ножей по рифлениям. Более тонкую регулировку можно осуществить путем перемещения ножей с рифлениями вдоль пазов, наклоненных под углом 5° к оси развертки. У таких инструментов ножи упираются торцами в регулировочную гайку с контргайкой, а их закрепление осуществляется специальными эксцентриковыми кулачками, боковые стороны которых прошлифованы по архимедовой спирали.
Рис. 1. Развертки, регулируемые по диаметру: а — ручная; б — машинная, насадная, сборная
Есть и другие конструкции сборных разверток. При их эксплуатации следует иметь в виду, что после каждой регулировки необходимы шлифовка и доводка развертки по диаметру, так как из-за жестких требований к точности разверток ее невозможно обеспечить только регулировкой.
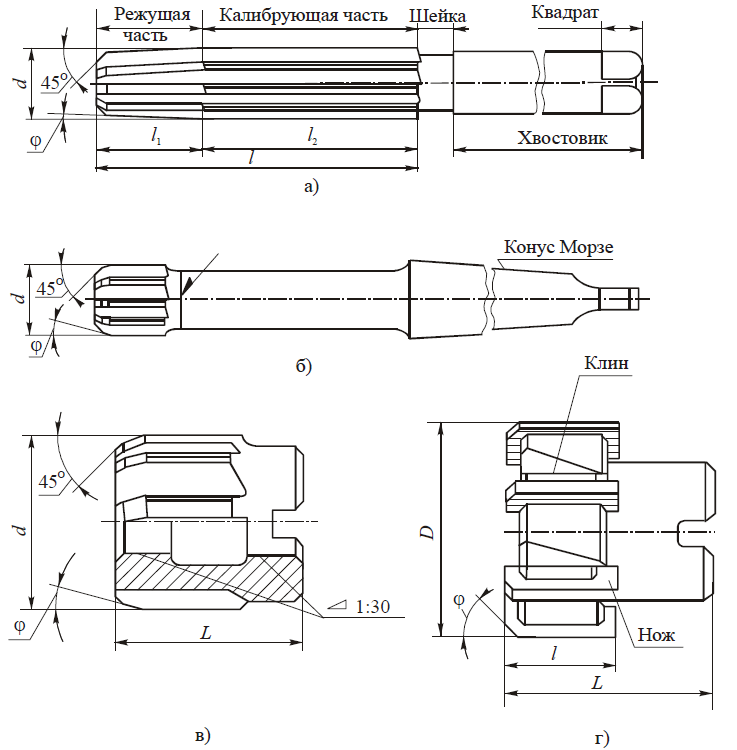
Рабочая часть цилиндрических разверток (рис. 1) состоит из режущей и калибрующей частей. На левом торце развертки снимается фаска под углом φ = 45°, которая облегчает вхождение инструмента в отверстие и предохраняет режущие кромки от повреждения. Далее следует заборный конус с углом в плане φ, зубья на котором снимают припуск, заданный на обработку. Фаска и заборный конус составляют режущую часть развертки. Для улучшения условий работы развертки при врезании наименьший диаметр заборного конуса берется несколько меньше диаметра отверстия под развертывание.
Рис. 1. Типы цилиндрических разверток: а — ручная; б — машинная; в — насадная; г — сборная
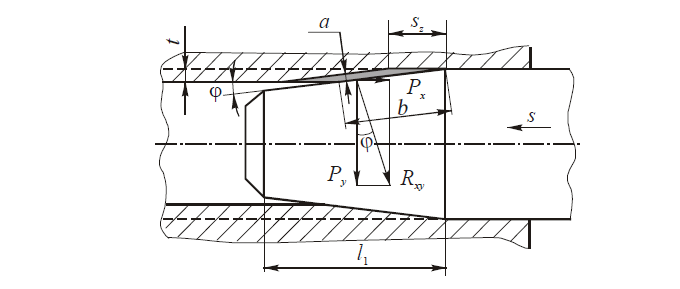
Угол в плане φ заборного конуса оказывает большое влияние на условия работы развертки, так как он определяет соотношение между шириной b и толщиной t слоя, срезаемого каждым зубом. Из рис. 2 следует, что b = t / sin φ; α = sz sin φ.
Угол φ также определяет усилие подачи, поскольку
Px = Rxy sin φ ,
где Rxy — равнодействующая радиальной Py и осевой Px составляющих силы резания.
С уменьшением угла φ сила подачи уменьшается и обеспечиваются плавный вход и выход развертки из отверстия. По этим причинам у ручных разверток угол φ принимается равным 1…2°. У машинных разверток при обработке сталей φ = 12…15°, чугуна φ = 3…5°, а при обработке глухих отверстий φ = 45°.
Рис. 2. Радиальная Ру и осевая Px составляющие силы резания и параметры сечения срезаемого слоя при развертывании.
Длина заборного конуса развертки
ℓ1 = (1,3…1,4)tctg φ ,
Калибрующая часть развертки примерно до половины ее длины ℓ2 цилиндрическая. На остальной части она затачивается с небольшой обратной конусностью, т.е. с уменьшением диаметра по направлению к хвостовику развертки. У ручных разверток величина обратной конусности на 100 мм длины равна 0,01…0,05 мм, у машинных разверток: при жестком креплении инструмента — 0,04…0,06 мм; при плавающем креплении в патроне — 0,08…0,015 мм. Обратная конусность необходима для уменьшения разбивки отверстия при выходе из него развертки. Так как ее величина мала, то при небольшой длине калибрующей части обратную конусность иногда делают сразу за заборным конусом, не оставляя цилиндрического участка. Общая длина рабочей части разверток равна: у ручных разверток ℓ = (4…10)d, у машинных ℓ = (0,75…2,0)d.
При обработке отверстий высокой точности необходимо обращать особое внимание на радиальное биение зубьев разверток относительно их оси. Оно замеряется в начале калибрующей части и должно быть не более 0,01…0,02 мм.
Число зубьев разверток выбирается в зависимости от диаметра d инструмента. Так, например:
z = 1,5 √d + (2..4) — у цельных разверток;
z = 1,2 √d — у сборных разверток.
С целью облегчения измерения диаметра развертки расчетное значение z округляется до ближайшего целого четного числа. Причем у сборных разверток в связи с необходимостью размещения элементов крепления ножей число зубьев уменьшается.
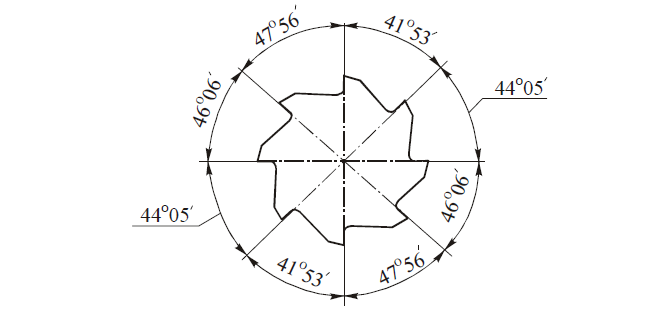
Рис. 3. Расположение зубьев развертки (z=8) по окружности (ГОСТ 7722-77)
Для снижения огранки и шероховатости поверхности обработанного отверстия расположение зубьев по наружной окружности развертки рекомендуется делать с переменным шагом (рис. 3). Причем для удобства измерения диаметра развертки накрест расположенные углы берут равными, чтобы режущие кромки противоположных зубьев лежали в диаметральной плоскости.
Кроме значений угловых шагов. указанных на рис. 3. возможны и другие их величины, зависящие от диаметра и числа зубьев развертки.
Стружечные канавки у разверток чаще всего прямые, а зубья изготавливают с передним углом γ = 0. При обработке вязких материалов во избежание налипов стружки и вырывов на обработанной поверхности зубья затачивают с положительными углами γ = 5…10°.
Задний угол, равный α = 5…12°, получают заточкой задних поверхностей развертки по плоскости. Причем, в отличие от других видов инструментов, меньшее значение этого угла рекомендуется брать при чистовой обработке, а большее — при черновой.
Зубья на заборном конусе затачивают доостра, а на калибрующей части у них оставляют узкие цилиндрические направляющие ленточки шириной 0,08…0,40 мм для d = 3…50 мм. Их тщательно доводят, благодаря чему обеспечивается выглаживание микронеровностей обработанной поверхности и предотвращается налипание мелкой стружки, ухудшающей шероховатость поверхности отверстий и снижающей стойкость разверток.
Профиль канавок между зубьями разверток формируется одно- или двухугловыми фрезами с углом θ = 65…110° (рис. 4, а, б). Для средних и крупных разверток с целью лучшего размещения стружки в канавках применяется профиль с вогнутой спинкой (рис. 4, в). Неравномерность углового шага между зубьями обеспечивается путем изменения глубины канавок при фрезеровании, что достигается специальной настройкой станка. У сборных разверток неравномерность углового шага зубьев создается за счет небольшого изменения направления пазов под ножи относительно оси развертки.
Рис. 4. Профили стружечных канавок разверток: а, б — с прямолинейной спинкой; в — с вогнутой спинкой
У разверток, предназначенных для обработки отверстий с продольными пазами или прерывистой обрабатываемой поверхностью, делают винтовые канавки с углом наклона ω, равным: при обработке сталей ω = 12…20°, чугунов — ω = 7…8°, легких сплавов — ω = 30…45°. Так как при снятии тонких срезов возможно появление отрицательного значения силы подачи, то во избежание самозатягивания и заедания развертки в отверстии направление винтовых канавок инструмента должно быть обратным направлению вращения развертки, т.е. левое при правом вращении и наоборот. При этом шероховатость обработанной поверхности уменьшается, а усилие подачи возрастает. У ручных разверток допускается совпадение направления винтовых канавок с направлением вращения, так как они работают с малой подачей.
Крепление разверток на станке должно обеспечивать совпадение осей развертки, кондукторной втулки и обрабатываемого отверстия. При жестком креплении развертки в шпинделе станка все погрешности вращения (биение, разбивка и т.п.) переносятся на деталь. Лучшие результаты достигаются при креплении разверток в плавающие патроны. Существует множество конструкций таких патронов. Наибольшую точность обеспечивают патроны, допускающие не только качание развертки в двух плоскостях, но и смещение, параллельное оси вращения заготовки. При этом величины перемещения развертки должны быть небольшими, так как в противном случае при выходе развертки из отверстия увеличивается разбивка последнего.
Для получения особо точных размеров и высокой прямолинейности оси отверстий применяют также принудительное направление разверток с помощью гладких цилиндрических направляющих, устанавливаемых впереди или сзади их рабочей части. В последнем случае при использовании кондукторных втулок за счет уменьшения трения ленточек по закаленной поверхности втулок стойкость разверток повышается. При этом диаметры направляющих должны быть больше диаметров разверток.
Допуски на диаметр развертки в связи с тем, что развертки являются чистовым инструментом, обеспечивающим высокую точность по диаметру (JT8…JT6), должны быть очень малыми, примерно в 3 раза меньшими, чем допуски на обрабатываемое отверстие.
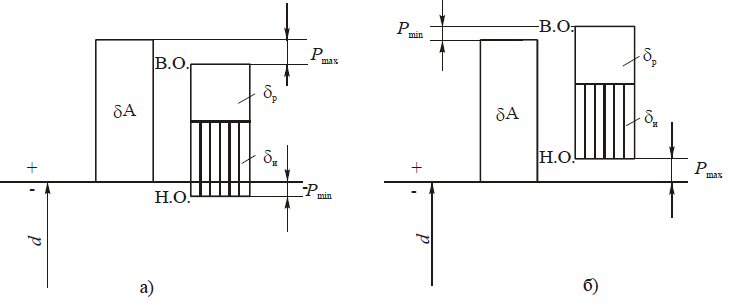
При назначении допусков на диаметр развертки необходимо стремиться к тому, чтобы: 1) обеспечить размер отверстия детали в пределах допуска δА; 2) допуск на изготовление развертки δр должен быть не очень узким, так как в этом случае резко возрастает стоимость ее изготовления; 3) для повышения стойкости развертки необходимо предусмотреть допуск на износ (переточку) δи развертки.
Таким образом, необходимо установить верхнее и нижнее отклонения для новой и нижнее — для изношенной разверток. При этом нужно учитывать возможность появления максимальной и минимальной разбивки отверстия, которая может быть положительной или отрицательной.
При положительной разбивке диаметр отверстия после вывода развертки становится больше ее диаметра. Основные причины такой разбивки: 1) несовпадение осей вращения развертки и обрабатываемого отверстия; 2) биение режущих кромок; 3) нарост и мелкая стружка на направляющих ленточках и др.
Отрицательная разбивка проявляется в уменьшении диаметра отверстия после вывода развертки. Она встречается реже и имеет место при обработке тонкостенных заготовок, развертывании отверстий в цветных металлах вследствие упругих деформаций поверхностей отверстий, а также при работе твердосплавных разверток по закаленным сталям из-за высокой температуры резания и термических деформаций детали.
Рис. 5. Схемы расположения полей допусков на диаметр развертки и отверстия: а — при положительной разбивке отверстия; б — при отрицательной разбивке отверстия
На рис. 5, а, б показано расположение полей допусков на развертку и обрабатываемое отверстие при обоих видах разбивки. При положительной разбивке (рис. 5, а) допустимое верхнее отклонение допуска на развертку В.О. = δА — Pmax , нижнее отклонение у изношенной развертки Н. О. = —Pmin . При отрицательной разбивке (рис. 5, б) В.О. = δА + Pmin , Н.О. = Pmax. Такое же соотношение положений полей допусков на отверстие и развертку сохраняется и для случаев обработки отверстия в системе вала. Значения Pmax и Pmin определяются экспериментально. В случае положительной разбивки ориентировочно можно принять Pmax ≈ δp = 1 / 3δA, а запас на износ δи ≈ (0,45…0,60)δA (здесь δА берется для отверстий по JT 5… JT 8).
Развертки — это осевые многолезвийные режущие инструменты, применяемые для чистовой обработки отверстий. Точность отверстий после развертывания составляет JT8… JT6, а шероховатость поверхности — Ra1,25…0,32 мкм. При этом наилучшие результаты достигаются в случае двухкратного развертывания, когда первая развертка снимает 2/3 припуска, а вторая — оставшуюся 1/3. Такие же показатели можно получить и при шлифовании, однако после развертывания качество обработанной поверхности выше, так как на шлифованной поверхности остаются частицы абразива, которые приводят к ускоренному износу сопрягаемых деталей.
Кинематика рабочих движений при развертывании подобна сверлению и зенкерованию. В отличие от зенкеров, развертки имеют большее число зубьев (z = 6…14) и, как следствие, лучшее направление в отверстии. Они снимают значительно меньший припуск (t = 0,15…0,50 мм), чем при зенкеровании. С целью достижения минимальной шероховатости поверхности развертки при обработке сталей работают на низких скоростях резания (v = 4…12 м/мин), т.е. до области появления нароста. Тем не менее благодаря большому числу зубьев производительность при развертывании достаточно высока, так как машинное время уменьшается за счет увеличения числа зубьев:
tм = L0/szzn
где L0 — длина обрабатываемого отверстия, мм; sz — подача на зуб, мм; z — число зубьев; n — частота вращения развертки (заготовки), мин-1.
Для получения высокой точности отверстий развертки изготавливают с более жесткими допусками, чем зенкеры, а отверстия под развертывание получают сверлением, зенкерованием или растачиванием. Развертывание непосредственно после сверления используют только при обработке отверстий небольших диаметров (менее 3 мм).
Развертки классифицируют по следующим признакам:
а) вид привода — ручные и машинные;
б) способ крепления — хвостовые и насадные;
в) вид обрабатываемого отверстия — цилиндрические и конические;
г) вид режущего материала — быстрорежущие, твердосплавные и алмазные;
д) конструкция — цельные и сборные (со вставными ножами).
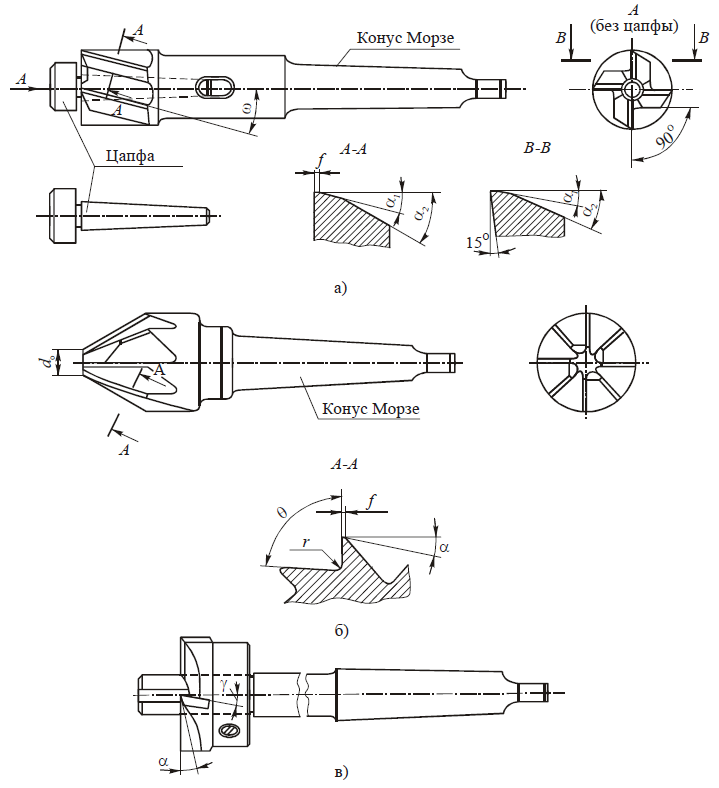
Рис. 1. Типы цилиндрических разверток: а — ручная; б — машинная; в — насадная; г — сборная
Ручными развертками (рис. 1, а) обрабатывают отверстия путем вращения инструмента вручную воротком, в который вставляется квадрат цилиндрического хвостовика. Эти развертки (d = 3…40 мм) изготавливают из инструментальной стали марки 9ХС. Для лучшего направления развертки в отверстии у нее затачивают большой длины заборный конус и калибрующую часть. В остальном конструкция ручных разверток не отличается от машинных.
Машинные концевые и насадные развертки цельные и сборные (рис. 1, б, в, г) применяют для обработки отверстий на сверлильных, токарных, револьверных, координатно-расточных и других станках. Хвостовики машинных разверток бывают цилиндрические (d = 1…9 мм) и конические (d = 10…32 мм) с относительно длинной шейкой и конусом Морзе. Хвостовики разверток изготавливают из конструкционных сталей 45 или 40Х и соединяют с рабочей частью из быстрорежущей стали сваркой. Насадные развертки крепятся на оправках. При этом коническое посадочное отверстие (конусность 1:30) обеспечивает центрирование с высокой точностью. Для передачи крутящего момента на правом торце развертки делается паз под шпонку.
Зенковки, в отличие от обычных зенкеров, срезают стружки большей ширины и имеют менее устойчивое положение в радиальном направлении в момент врезания и особенно в случае расположения режущих кромок перпендикулярно к оси инструмента. Этот процесс часто сопровождается вибрациями и, как следствие, выкрашиванием режущих кромок. Поэтому в конструкциях зенковок для цилиндрических углублений и подрезки торцов предусмотрены направляющие цапфы, выполненные либо за одно целое с корпусом у зенковок малых диаметров, либо вставными, сменными, у зенковок больших диаметров, которые более предпочтительны. При этом сначала цапфы входят в предварительно просверленное отверстие, а затем начинается процесс обработки отверстия. По мере износа сменные цапфы заменяются.
Зенковки изготавливают из быстрорежущей стали, а иногда оснащают напайными твердосплавными пластинами. Хвостовики зенковок соединяются с режущей частью сваркой и могут быть цилиндрическими или коническими.
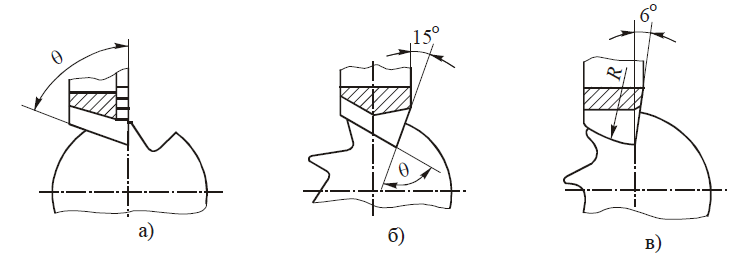
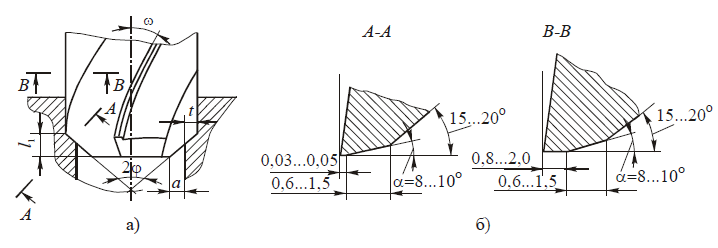
Рис. 1. Зенковки: а — для цилиндрических углублений; б — для конических углублений; в — для подрезки торцов
На рис. 1, а показана зенковка со сменной цапфой, имеющая винтовые стружечные канавки (z = 4) и применяемая для обработки цилиндрических углублений. Главные режущие кромки располагаются на торце, вспомогательные — на цилиндре. Задние поверхности — двухплоскостные с двойным задним углом α1 = 8°, α2 = 30°, передний угол γ = ω = 15°. Зубья затачиваются доостра. На вспомогательных режущих кромках затачивается ленточка шириной f = 0,3 мм и двойной задний угол α1 = 8°, α2 = 30°.
У зенковок для конических углублений (рис. 1, б) главные режущие кромки расположены на конической поверхности, а плоские передние поверхности расположены под углом γ = 0°. В зависимости от диаметра (d = 12…60 мм) число зубьев z = 4…12, а угол при вершине выбирается соответственно форме углубления и чаще всего берется равным 2φ = 60°, 75°, 90°, 120°. Диаметр зенковки на торце d0=(0,15…0,18)d, угол впадины между зубьями θ = 90…75°. Режущая кромка затачивается доостра или с о ставлением узкой ленточки шириной f = 0,03…0,05 мм и заднего угла α = 12°.
Зенковки для подрезки торцевых поверхностей (иногда в литературе такие зенковки называют цековками) имеют режущие кромки только на торце. Вспомогательные кромки у них отсутствуют (рис. 1, в). Зенковки изготавливают хвостовыми или насадными. Для обработки чугунов зубья зенковок оснащают напайными твердосплавными пластинами. Направляющие цапфы изготавливают сменными или заодно целое с корпусом инструмента. Диаметры зенковок d = 14…40 мм. Из-за тяжелых условий работы число зубьев у зенковок четное и равно 2…4. Для отвода стружки предусмотрены канавки в форме углублений на торце цилиндрической части. В целях облегчения работы зенковок, имеющих большую длину режущих кромок, рекомендуется на режущих кромках выполнять стружкоделительные канавки, расположенные на зубьях в шахматном порядке.
Цилиндрические зенкеры получили наибольшее распространение в механообработке. Они могут быть хвостовыми (рис. 1, а) и насадными (рис. 1, б). К основным конструктивным элементам зенкеров относятся: режущая часть (заборный конус), калибрующая часть, число канавок (зубьев), форма канавок, крепежная часть. К геометрическим параметрам относятся: угол при вершине 2φ, передние γ и задние α углы, углы наклона канавок ω и главных режущих кромок λ.
Рис. 1. Цилиндрические зенкеры: а — хвостовой; б — насадной
Режущая часть зенкера предназначена для удаления припуска.
Ее длина (рис. 2)
ℓ1 = (t + a)ctgφ = (1,5…2,0)tctg φ,
где t — глубина резания; a — дополнительная величина, облегчающая вход зенкера в отверстие, а = (0,5…1,0)t; φ — главный угол в плане (половина угла при вершине).
При обработке сталей угол φ = 60°. С целью повышения стойкости зенкеров рекомендуется дополнительная заточка по уголкам под углом φ1 = 30°. При обработке чугунов угол φ = 60° или 45°.
Рис. 2. Режущая часть зенкера: а — элементы режущей части; б — формы заточки зубьев зенкера
Калибрующая часть зенкера обеспечивает необходимую точность размера отверстия, направляет зенкер в процессе обработки отверстия и служит запасом на его переточку. На ней расположены цилиндрические ленточки шириной f=0,8…2,0мм для d = 10…80 мм. Радиальное биение ленточек должно быть не более 0,04…0,06 мм.
Для снижения трения и исключения возможности защемления в отверстии у зенкера предусматривается обратная конусность по ленточкам в пределах 0,04…0,10 мм на 100 мм длины в зависимости от диаметра инструмента. У твердосплавных зенкеров уменьшение диаметра задается в пределах 0,05…0,08 мм на длине режущей пластины, а диаметр корпуса инструмента занижается на 0,01…0,02 мм по отношению к размеру конца твердосплавной пластины.
Увеличение ширины ленточек твердосплавных зенкеров нецелесообразно, так как оно сопровождается налипанием на них мелкой стружки и приводит к снижению стойкости инструмента. При увеличении обратной конусности наблюдаются вибрации и происходит быстрая потеря размера зенкера при его переточке.
Рис. 3. Двузубый зенкер-улитка.
Число канавок. Зенкеры изготавливают, как правило, с тремя (хвостовые) или четырьмя (насадные) канавками. Применяются также насадные зенкеры крупных размеров (d > 58 мм) с шестью и более канавками. В тяжелом машиностроении для снятия больших припусков применяют двузубые зенкеры (зенкеры-улитки), насаживаемые на оправки (рис. 3). Они имеют короткие и большие по объему канавки и служат для обработки отверстий диаметром до 300 мм.
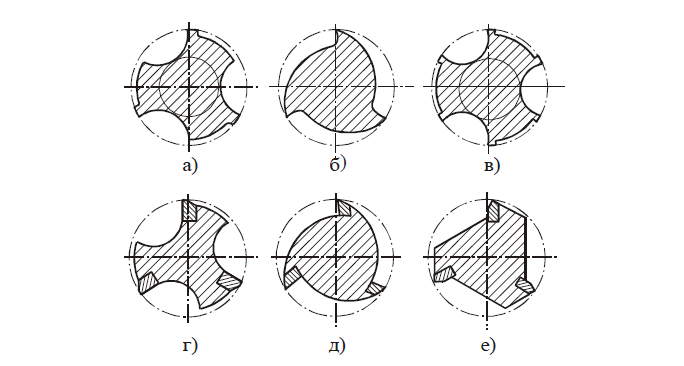
Рис. 4. Основные формы канавок зенкеров.
Канавки зенкеров обычно винтовые, но могут быть и прямыми, например у твердосплавных зенкеров для обработки сталей и чугунов высокой твердости. У сборных зенкеров со вставными ножами, в том числе с напайными твердосплавными пластинами, канавки косые, наклонные к оси.
На рис. 4 показаны некоторые формы канавок, применяемые разными инструментальными заводами. Криволинейная форма канавок (рис. 4, а…д) позволяет упростить изготовление зенкеров и сократить число операций, но требует специальных фасонных фрез. Канавки прямолинейного профиля (рис. 4, е) часто используются при оснащении насадных зенкеров напайными твердосплавными пластинами.
Передний угол γN ввиду малой длины главных режущих кромок и радиального их расположения можно определить по формуле для спирального сверла без учета изменения радиуса точек кромки, т.е.
tg γN = tg γпр/sin φ = tg ω/sin φ
Отсюда при заданном значении γN угол наклона стружечных канавок:
tg ω = tg γN sin φ.
При проектировании новых зенкеров рекомендуются следующие значения этих углов: при обработке сталей γN = 8…12°, чугунов γN = 6…10°, цветных металлов γN = 25…30°, твердых сталей и чугунов γN = 0…5°.
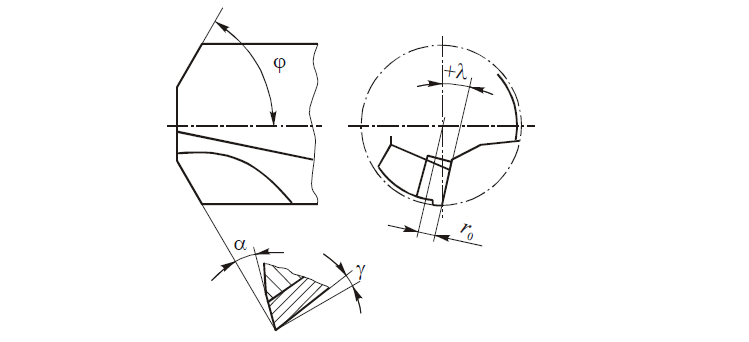
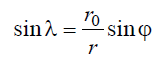
Для повышения прочности режущих кромок у зенкеров с напайными твердосплавными пластинами создают угол наклона главной режущей кромки +λ (рис. 5), предохраняющий от выкрашивания место стыка главных режущих и вспомогательных кромок. Рекомендуется брать угол λ =12…15°. При этом сход стружки происходит в направлении к хвостовику, а режущая кромка имеет превышение r0 над осевой плоскостью, отсюда
Рис. 5. Угол λ наклона главной режущей кромки зенкера
Задний угол α у зенкеров, как и у спиральных сверл, создается заточкой по плоскости или по конической и винтовой поверхностям. Для контроля осевого биения режущих кромок при заточке или доводке на задней поверхности около режущей кромки необходимо оставлять узкую ленточку шириной 0,03…0,05 мм (рис. 2, а). При этом величина биения режущей кромки должна быть не более 0,05…0,06 мм. Заточка узкой ленточки крайне необходима, так как биение режущих кромок оказывает большое влияние на нормальную работу зенкеров и особенно зенкеров, оснащенных твердым сплавом.
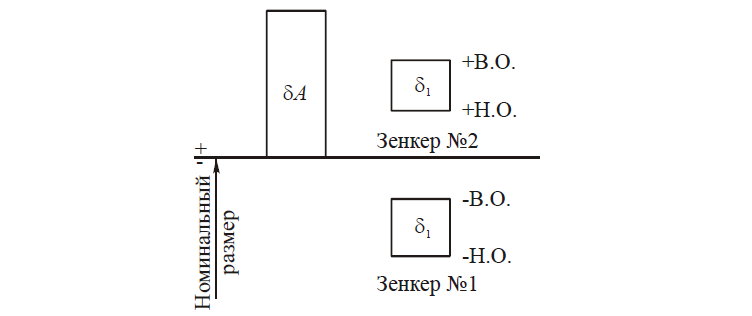
Допуск на диаметр зенкеров устанавливается в зависимости от назначения зенкера и допуска на обработанное отверстие. По назначению, величине и расположению допуска на диаметр отверстия различают: зенкер № 1 — для обработки отверстий под развертывание и зенкер № 2 — для окончательной обработки отверстий. Относительное расположение полей допусков на отверстие и зенкеры показано на рис. 6. У зенкера № 1 поле допуска на диаметр (δ1) лежит ниже поля допуска на обработанное отверстие (δA) и линии номинала с учетом припуска на развертывание, т.е. верхнее и нижнее отклонения диаметра зенкера берутся со знаком «-».
Рис. 6. Расположение полей допусков на обработанное отверстие и зенкеры № 1 и 2
У зенкера № 2 поле допуска на диаметр зенкера перекрывается полем допуска на отверстие, т.е. оба отклонения имеют знаки «+». При этом поле допуска на изготовление зенкера равно примерно 0,25δA, а верхнее отклонение берется с учетом возможной разбивки отверстия, равной (0,3…0,4)δA.
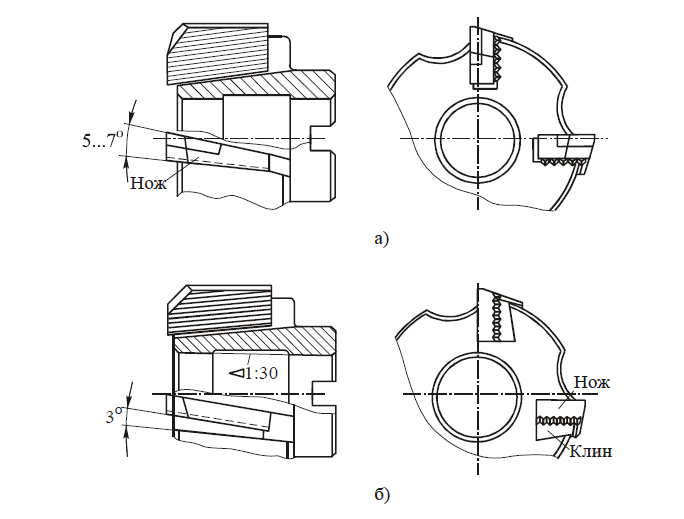
Сборные зенкеры с целью экономии инструментальных материалов оснащают ножами, закрепляемыми в корпусе из конструкционной стали, который обычно крепится на оправке отверстием с конусностью 1:30 и торцевой шпонкой (рис. 7, а, б).
Режущие ножи зенкеров изготавливают из быстрорежущей стали Р6М5 или с напайными пластинами из твердых сплавов марок ВК8, Т15К6 и др.
Корпус зенкера снабжен клиновидными пазами с углом 5…7°, в которые устанавливаются ножи с рифлениями на их опорных поверхностях (рис. 7, а). После износа зенкера возможно регулирование его диаметра за счет перестановки пластин по рифлениям. Недостатком такой конструкции является невозможность регулирования вылета пластин вдоль оси зенкера. Чтобы исправить этот недостаток, зенкеры с опорной стороны дополнительно снабжают клиньями (рис. 7, б). При этом ножи и клинья вставляются в плоские пазы, благодаря чему оказывается возможным двойное регулирование: по диаметру и вдоль оси. Однако конструкция такого зенкера несколько усложняется.
Рис. 7. Типы крепления ножей сборных зенкеров: а — клиновидные рифленые ножи; б — плоские ножи с клиньями
При обработке отверстий твердосплавными зенкерами условия резания более благоприятны, чем при сверлении, благодаря большей жесткости инструмента, меньшей нагрузке на режущий клин, лучшим условиям отвода стружки и направления инструмента в отверстии.
Для обработки отверстий малых диаметров (d = 8…20 мм) используют цельные твердосплавные зенкеры, изготавливаемые из пластифицированных заготовок с последующим их спеканием либо полученных путем вышлифовывания профиля алмазными кругами на станках с ЧПУ.
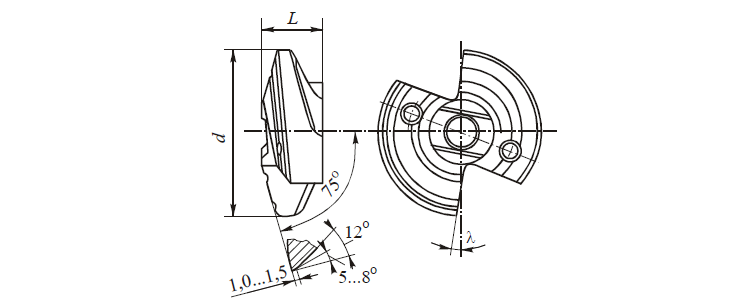
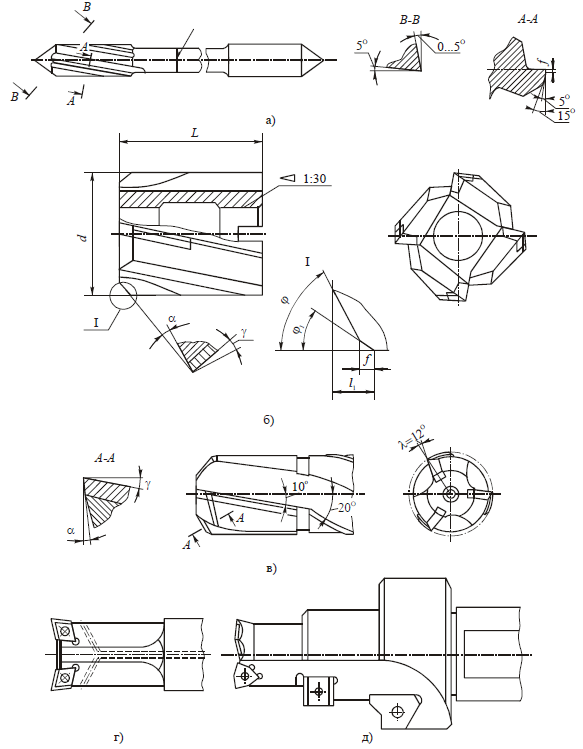
Рис. 8. Твердосплавные зенкеры: а — цельный; б — насадной, с напайными твердосплавными пластинами; в — хвостовой, с напайными твердосплавными пластинами; г — с механическим креплением твердосплавных пластин и внутренним охлаждением ; д — комбинированный зенкер-сверло
На рис. 8, а показан зенкер малого диаметра с рабочей частью из твердого сплава, соединенный с хвостовиком пайкой встык. Здесь заборный конус зенкера является частью конического центра с углом 2φ = 75°. Число зубьев z = 3, форма профиля канавок и зубьев прямолинейная.
Следует отметить, что стоимость цельных твердосплавных зенкеров довольно высокая. Намного дешевле применение твердого сплава в виде напайных пластин стандартной формы, которые напаивают либо на ножи сборных инструментов (рис. 7, а), либо непосредственно на корпусы насадных или хвостовых зенкеров (рис. 8, б, в).
У насадных твердосплавных зенкеров (рис. 8, б) с целью упрочнения наиболее уязвимых стыков главных и вспомогательных режущих кромок по уголкам затачивают фаски шириной f = 0,5…0,8 мм под углом φ1 = 30° при φ = 60°. Смещение пластин под углом λ = 10…15° (рис. 5) также способствует упрочнению режущих пластин. Такие зенкеры имеют достаточно большие размеры (d = 34…80 мм).
Наибольший удельный вес в машиностроении составляет обработка отверстий диаметром менее 20 мм. В этом случае используют хвостовые зенкеры (рис. 8, в) с напайкой пластин непосредственно на корпус инструментов (d = 12…35 мм, z = 3). Здесь с целью облегчения заточки пластин стружечная канавка по длине пластины имеет наклон под углом ω1 = 10° с последующим плавным переходом в винтовую канавку под углом ω = 20°. Для повышения прочности режущих кромок доводкой по передней поверхности снимают узкие фаски шириной 0,02…0,05 мм под углом γф = 0…-15°.
При обработке закаленных сталей и особо прочных чугунов стружечные канавки у зенкеров выполняют прямыми.
В последние годы широко используются зенкеры с механическим креплением неперетачиваемых твердосплавных пластин (рис. 8, г). Такие зенкеры позволяют снимать большие припуски. У них пластины, как правило, крепят винтами, что позволяет получать инструменты компактных конструкций. Часто они изготавливаются как комбинированные инструменты (рис. 8, д), позволяющие производить сверление и зенкерование различных по форме поверхностей, в том числе и торцевых фасок.