Существует несколько классификаций металлорежущих станков, но основной можно считать по методу обработки. По данному критерию различают токарные, фрезерные, сверлильные, шлифовальные, резьбонарезные и расточные станки, а также зубообрабатывающие и комбинированные.
На токарных станках осуществляют токарную обработку заготовок, включающую в себя обработку цилиндрической и фасонной поверхности, отрезание, растачивание, нарезание резьбы, обработку торцов и обтачивание конуса. Режущим инструментом является резец, который может иметь твердосплавную пластину. Существует множество видов резцов: проходные, подрезные, отрезные, расточные и так далее.
Фрезерное оборудование применяется для торцевого, фасонного и концевого фрезерования. В зависимости от того, как расположен шпиндель станка, фрезерование делится на горизонтальное и вертикальное. С помощью фрезерного оборудования можно фрезеровать большие поверхности, профили (например, шестерни, червяки и так далее), пазы, канавки и прочее. Режущим инструментом является фреза, которая может быть цилиндрической, торцевой, дисковой, угловой, концевой, шпоночной и так далее.
Сверлильные станки представлены в широком ассортименте. Например, довольно распространенными являются вертикально-сверлильные станки, многошпиндельные полуавтоматы, алмазно-расточное оборудование, горизонтально-расточные станки и так далее. Режущий инструмент при сверлении – это сверло. Оно бывает коническим, спиральным цилиндрическим перовым, центровочным и другим.
Шлифовальное оборудование также делится на множество видов. Есть плоско-, кругло-, бесцентрово-, внутришлифовальные станки и так далее. Для шлифования используется абразивный круг, который может быть коническим, кольцевым, тарельчатым и другим.
Зубообрабатывающие станки бывают зубострогальными, зубодолбежными, зубошлифовальными и так далее.
Виды станков по степени точности.
По данному показателю металлообрабатывающее оборудование делится на несколько классов. Например, класс «П» будет означать повышенную точность, «Н» — нормальную, «В» -высокую, «А» — особо высокую, а класс «С» — особо точную обработку. Станки класса «С» еще называют прецизионными.
Виды станков по уровню автоматизации.
Для крупносерийного и массового производства металлических изделий используются агрегатные станки, укомплектованные однотипными узлами (агрегатами). В их конструкцию входит шпиндель, рабочий стол, станина, рабочие головки и так далее. В свою очередь оборудование, предназначенное для единичного или мелкосерийного производства, характеризуется универсальностью, а его конструкция может быть уникальной.
По уровню автоматизации различают такие виды станков: • ручные (все операции – от установки заготовки до снятия готовой детали рабочий выполняет вручную); • полуавтоматические (часть технологических операций выполняется в ручном режиме, а остальные – в автоматическом; • автоматические (в таком оборудовании необходимо всего лишь задать нужные параметры обработки, а дальше станок самостоятельно выполнит весь технологический процесс, согласно заданной программе); • станки с ЧПУ (это полностью автоматизированное оборудование, выполняющее все операции самостоятельно на основе закодированной системы числовых значений); • гибкие автоматические модули.
Наибольшую популярность на данный момент получили станки с ЧПУ, где всем процессом обработки заготовки управляет программа. Эту программу разрабатывает и вводит в компьютер станка оператор. Основными вводимыми параметрами являются: частота вращения шпинделя, скорость обработки и так далее. Преимущество такого оборудования в том, что оно обеспечивает высокую производительность, исключает человеческий фактор, а, значит, и бракованные изделия, а также позволяет сэкономить на найме рабочих, ведь один оператор может обслуживать сразу несколько станков с ЧПУ.
Существует несколько разновидностей оборудования, применяемого для резки металлов. Среди них, новейшие методы, которые основаны на применении плазмы и сфокусированного луча лазера.
Станки, используемые для плазменного раскроя металлических листов, получил название плазматрона. Резка производится по технологии термической обработки заготовки, то есть с применением плазмы нагретой до высокой температуры. Правильный выбор режима работы плазмореза позволяет получать ровный срез, без окалины.
Плазменные станки позволяют обрабатывать заготовки толщиной до 40 мм, но они обеспечивают наибольшую эффективность, если этот параметр находится в интервале от 10 до 20мм.
Плазменный «режущий инструмент» легко справляется со сталью, алюминием и медью.
Лазерное оборудование может обрабатывать листы толщиной до 30мм. оно развивает максимальную производительность и обеспечивает точность геометрии и идеально гладкий срез для заготовок, толщиной не более 6мм. В этом случае, можно изготовить деталь с любыми острыми углами, что невозможно на металлорежущих станках другого вида.
Гидроабразивная резка осуществляется тонкой струйкой воды, с содержащимися в ней небольшими частицами. Вода вытекает с большой скоростью и под давлением. Двигаясь вдоль линии реза, она производит разрушение металла на микроскопическом уровне, то есть происходит процесс резания. Эта технология является высокопроизводительной и эффективной, но для установки оборудования для гидроабразивной резки потребуется отдельное помещение, оснащенное водопроводом и канализацией.
Прокатное оборудование, так же, применяется для резки металла. Придать заготовке нужную форму можно одним из двух способов. В первом случае, она подвергается деформации, приводящей к разрыву металла. Полученная, таким образом деталь потребует дополнительной обработки, в том числе и шлифования. По этой причине, этот вид резки металла является частью производственного процесса.
Изделия, с точной геометрией и ровным срезом, получаются, когда на прокатном оборудовании устанавливают режущие инструменты. Это позволяет ускорить технологический процесс изготовления деталей нужного вида. На прокатные станки часто устанавливают гильотину. Этот инструмент позволяет работать с прокатом, отличающимся повышенной прочностью. Для ускорения процесса резки используют систему дисков, позволяющих одновременно сделать несколько разрезов. В результате чего, увеличивается быстродействие и производительность оборудования.
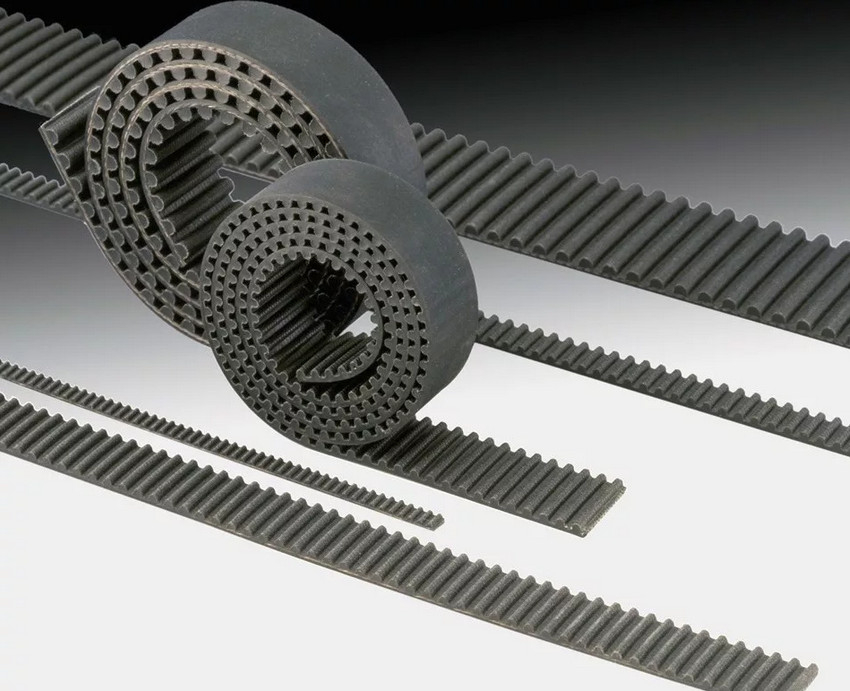
Зубчатые ремни — это элементы, которые обычно используются в промышленности. Их основная задача — передача привода. Они отличаются своей способностью работать на очень высоких скоростях. Поэтому такие ремни должны быть достаточно прочными. Какова конструкция зубчатых ремней? Где они используются?
Конструкция зубчатых ремней.
В большинстве случаев эти детали имеют зубья с обеих сторон. Это облегчает работу с несколькими колесами одновременно. Качественные ремни изготавливаются из пластмасс, отличающихся высокой устойчивостью к механическим и химическим повреждениям. Одним из наиболее часто используемых для этой цели материалов является полиуретан, не обладающий высокими гигроскопическими свойствами. Резина также является популярным материалом, применяемым для производства зубчатых ремней. Также стоит знать, что зубчатые ремни могут иметь разную форму зубьев. Наиболее распространены трапециевидные и круглые зубья. Первые чаще всего используются в двигателях внутреннего сгорания.
Где используются зубчатые ремни?
Зубчатые ремни являются чрезвычайно важным элементом любой конструкции, где важна бесшумная и точная работа. Они могут быть использованы в качестве приводной части многих устройств, которые применяются в тяжелой промышленности. Вы найдете их в таком оборудовании, как вентиляторы, прессы или приводы роликовых конвейеров. Зубчатые ремни вместе с зубчатыми колесами являются незаменимым узлом трансмиссии в машиностроении. Именно благодаря этим элементам возможна работа, например, двигателей внутреннего сгорания.
Преимущества зубчатых ремней.
Использование зубчатых ремней дает многочисленные преимущества. Одним из самых больших является то, что не требуется смазка. Использование масла может даже повредить ремень, поэтому держите его в чистоте. Другие преимущества: • тихая работа, • низкая цена, • легкая установка, • высокая доступность, • медленный износ, • возможность работы на высоких скоростях. Следует также отметить, что зубчатые ремни доступны в различных размерах и спецификациях, необходимых для правильной работы устройства, в котором эти детали будут установлены. Зубчатые ремни лучше всего выбирать от известных производителей, отличающихся высоким качеством. Приобретая проверенный продукт, вы получаете гарантию, что он будет отлично выполнять свою задачу.
Чугун — очень крепкий и надежный металл, который не боится больших температур и сможет прослужить очень долго. Конечно, это далеко не все положительные стороны этого материала, ведь их много, да и сами вы встречаетесь с этим материалом часто.
Как пример, возьмите старые ванны, современные топки для твердотопливных котлов, посуду и многое другое.
Но как видите, все предметы, которые сделаны из этого материала, абсолютно разные, как и требования к ним. Возникает вопрос, что именно тогда придает самому металлу конкретных свойств? Ответ один — способ отливки.
Сегодня существует множество способов отливки этого металла. И, конечно же, каждый из них предназначен для конкретных целей. Поэтому можно легко насчитать 15 способов, которые используют любые фирмы. А это, к примеру, литье в песчаные формы, литье в оболочковые формы, литье в кокиль и другие.
Если вы решили вылить деталь самостоятельно, то для этого вам понадобится само оборудование. Покупать его или брать в аренду очень дорого, поэтому более разумно будет взять чугунное литье на заказ в проверенной компании. Тогда вы не только сэкономите деньги, но и получите качественную деталь, которая послужит вам очень долго.
Что являет собой каждый из способов? Если, для примера, взять способ литья в песчаную форму, то здесь в роли формы используется обычная земля. Данный метод является одним из первых, поэтому, большой точности выливания добиться очень трудно. И показатель здесь будет ниже 16 квалитета.
Поэтому, если нужна более точная отливка, то в таком случае следует использовать способ литья в ЖСС, то есть в жидкие самоотвердевающие смеси. Точность здесь повыситься на несколько квалитет, по сравнению с первым способом.
Если нужно самое точное литье, то в таком случае стоит сразу выбрать способ литья в кокиль. Что являет собой кокиль? Это специальная металлическая форма, которая имеет защитную облицовку по всей рабочей поверхности.
Данный метод широко используется не только серийном, но и в массовом производстве. И качество отливки будет очень высокое, а показатель точности будет составлять около 12 квалитет.
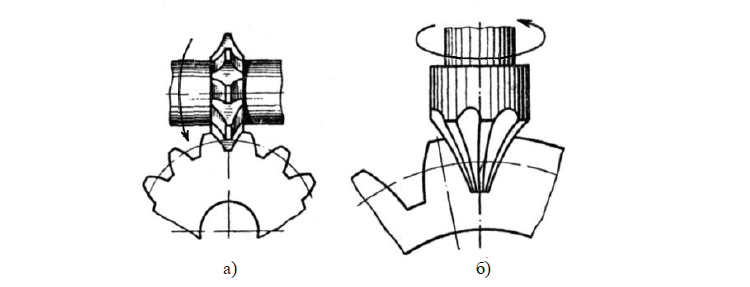
К числу этих инструментов относятся: дисковые и пальцевые модульные фрезы, зубодолбежные головки и протяжки. Первые два вида инструментов широко применяются в мелкосерийном и ремонтном производстве. Дисковые модульные фрезы выпускаются серийно инструментальными заводами. Два последних вида инструментов являются специальными и предназначены для изготовления колес определенного модуля и числа зубьев. Они используются на специальных станках в массовом производстве, очень сложны в изготовлении и имеют ограниченное применение.
Рис. 1. Способы нарезания зубьев колес методом копирования: а — дисковой модульной фрезой; б — пальцевой модульной фрезой
Дисковые зуборезные фрезы представляют собой дисковые фрезы с фасонными режущими кромками. Применяются для нарезания прямозубых и реже косозубых колес (m = 0,3…26 мм) на универсально-фрезерных станках с делительным устройством.
В процессе зубонарезания фреза вращается вокруг своей оси, а движение подачи задается заготовке, установленной в делительном устройстве станка, параллельно ее оси. В начале захода фреза врезается на полную глубину впадины и далее перемещается вдоль нее. Процесс последовательной обработки впадин между зубьями нарезаемого колеса производится путем деления на один окружной шаг. Основным достоинством такого инструмента является простота переточки. Как и все инструменты с затылованными зубьями, дисковые модульные фрезы перетачиваются по передней грани. Процесс зубонарезания ими прост в наладке и кинематике и не требует применения специальных зуборезных станков. Однако такой способ нарезания зубьев является малопроизводительным и обеспечивает низкую точность из-за погрешностей деления и установки фрезы относительно заготовки. Зубья фрезы, как правило, затылованные, имеют далеко не оптимальную геометрию режущих кромок, что приводит к снижению режимов резания и стойкости инструмента.
Число зубьев у фрез с затылованным зубом из-за необходимости иметь большой припуск на переточку мало, что также отрицательно сказывается на производительности и качестве обработанной поверхности. Поэтому данным инструментом нарезаются колеса самой низкой (9-й и 10-й) степени точности.
При нарезании прямозубых колес методом копирования профиль режущих кромок является копией профиля впадины между зубьями колеса, который делится на рабочую часть, выполняемую по эвольвенте, и нерабочую часть у дна впадины, находящуюся ниже основной окружности радиусом rb1.
Рассмотрим решение задачи профилирования режущих кромок дисковой модульной фрезы применительно к этим двум частям. Из сказанного выше известно, что эвольвентный профиль имеет переменный радиус кривизны, зависящий от числа зубьев колеса z1 и угла профиля α. Модуль m определяет высоту и толщину зубьев, а в сочетании с z1 — диаметральные размеры колеса. Все эти параметры перед профилированием должны быть заданы.
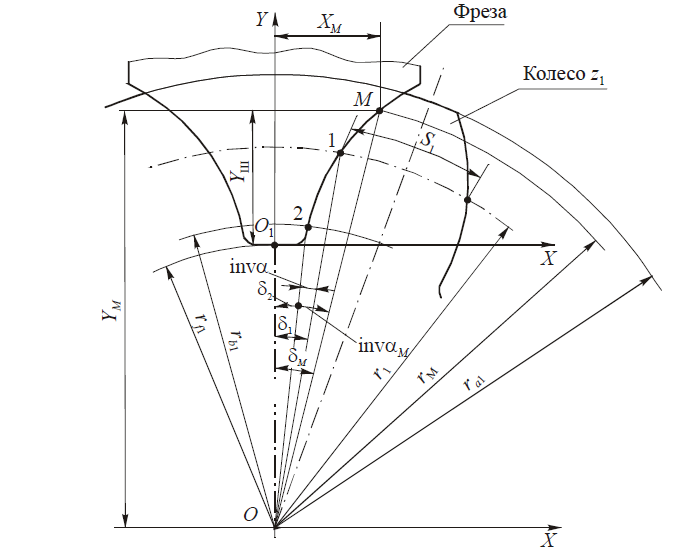
Расчетную схему строим так, чтобы начало координат совпало с центром колеса О, а ось Y проходила через линию симметрии впадины между зубьями (рис. 2). На схеме r1, rb1, ra1, rf1 и rM — радиусы окружностей соответственно делительной, основной, выступов, впадин и произвольной для некоторой точки М эвольвенты зуба колеса. Для построения профиля режущей кромки в полярной системе координат необходимо найти значение угла δМ при заданном значении радиуса rM.
Центральный угол δ1 для точки 1, лежащей на делительной окружности, будет равен четверти углового шага между зубьями (без учета коррекции и припуска на последующую обработку), т.е.
δ1 = 2π / 4z1 = π/2z1
Для точки 2 на основной окружности, как следует из уравнения эвольвенты и рис. 2,
δ2 = δ1 — inv α = π/2z1 -inv α
Для любой точки М эвольвенты, лежащей на окружности радиуса rM, угол
δМ = δ2 + inv αM = π/2z1 — inv α — inv αM
В этих уравнениях значения углов δ1, δ2 и δМ получаются в радианах. Для перевода в градусы их следует умножить на 57,29578° или воспользоваться справочными таблицами. В уравнении для стандартного зацепления α = 20° , а cos αM = rb/rM.
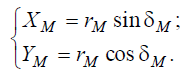
Как следует из рис. 2, координаты точки М удобнее задавать в декартовой системе координат:
При расчете профиля шаблона начало координат переносят из точки О в точку О1, лежащую на окружности впадин. При этом пересчитывают значения ординат Yш точек шаблона:
Yш = YM — rƒ
Значения абсцисс остаются без изменения, т.е. Хш = ХM.
Обычно для построения профиля берут 5…10 точек на профиле плюс три точки выше окружности выступов. Чем больше точек, тем выше точность построения профиля.
У чистовых фрез, предназначенных для нарезания корригированных колес, с учетом величины смещения профиля х1т и утонения зуба колеса на делительной окружности ΔS1 (для создания бокового зазора) величину δ1 можно определить по уравнению
где e‘1 — ширина впадины по делительной окружности для корригированных зубьев колеса; х1 — коэффициент смещения профиля (задается чертежом колеса); ΔS1 — утонение зуба (берется из справочника в зависимости от модуля).
При построении профиля вершины зуба фрезы, обрабатывающей нерабочий участок зуба колеса, исходят из следующих требований:
Необходимо обеспечить радиальный зазор сопрягаемых колес, который должен быть равен не менее 0,25m.
Нельзя допускать интерференцию (наложение) профилей сопрягаемых колес z1 и z2. В этом случае наибольшую опасность представляет сопряжение колеса с рейкой.
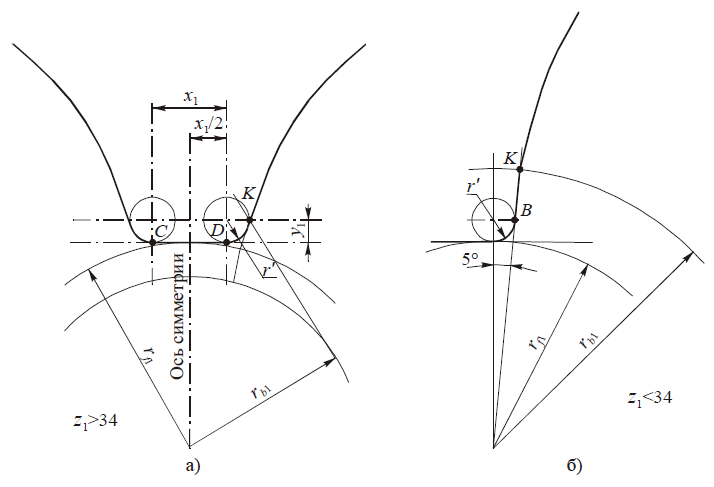
Первое требование выполняется путем оформления впадины у основания зуба колеса и, соответственно, вершины зуба фрезы по окружности радиуса (рис. 3, а):
r’ = кm
где к — коэффициент, зависящий от числа зубьев колеса (к = 0,25.. .0,52, причем наибольшее значение коэффициента берется для z1 = 12, а наименьшее — для z1 = 134. Абсцисса центра окружности x1 / 2 находится путем построения профиля, а ордината y1 = r‘).
Второе требование обусловлено тем, что интерференция профилей сопряженных колес может привести к заклиниванию передачи, что недопустимо. Поэтому нерабочий участок профиля впадины зуба колеса z1 должен быть построен по касательной к траектории вершины зуба сопрягаемого колеса z2 или рейки. Для колеса это удлиненная эпициклоида, для рейки — удлиненная эвольвента.
Учитывая невысокую точность колес, нарезаемых дисковыми фрезами, построение профиля нерабочего участка упрощают. При этом возможны два варианта, в зависимости от положения основной окружности относительно окружности впадин:
Основная окружность лежит ниже окружности впадин. т.е. rb1 < rf1 (рис. 3, а). Для некорригированных колес это имеет место при z1 > 34. В этом случае весь профиль до окружности впадин будет теоретически эвольвентным, ибо эвольвента начинается от основной окружности. Для построения профиля нерабочего участка ниже точки К проводят касательную к окружности впадин колеса и строят сопряжение дуги окружности радиуса r‘ с этой касательной и эвольвентой.
Основная окружность лежит выше окружности впадин, т.е. rb1 > rf1 (рис. 3, б). В этом случае нерабочий участок имеет наибольшую протяженность — от основной окружности до окружности впадин. Участок от точки К на основной окружности до точки В в месте сопряжения с окружностью радиуса r’ строят по прямой под углом 5о к линии симметрии впадины. Для некорригированных колес это имеет место при z1 < 34. Для z1 = 12…16 участок СД = 0, т.е. центр окружности r’ лежит на линии симметрии впадины колеса.
Рис. 3. Построение нерабочего участка профиля фрезы ниже точки K: а — rf1>rb1 (z1>34); б — rf1<rb1 (z1<34)
Как показывает анализ, наиболее существенное изменение профиля зубьев колес имеет место в диапазоне z1 = 12…135. Поэтому для точного нарезания зубьев колес одного значения модуля необходимо иметь число фрез n = 135-12 = 123 шт. Такое большое число фрез иметь нерентабельно, учитывая, что многие из них могут быть невостребованы и, кроме того, изменения профиля у двух соседних чисел зубьев весьма незначительны, особенно при больших их значениях.
С целью снижения числа типоразмеров фрез их целесообразно изготавливать комплектами из ограниченного количества фрез, каждая из которых предназначается для изготовления колес с числом зубьев в определенном диапазоне.
Стандартные дисковые фрезы изготавливают комплектами из 8 штук (номеров) для модулей m< 8 мм и из 15, а иногда из 26 номеров для колес m> 8 мм.
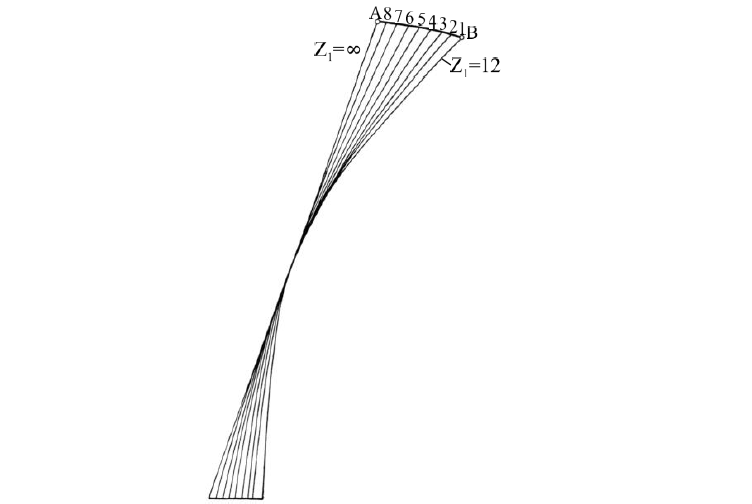
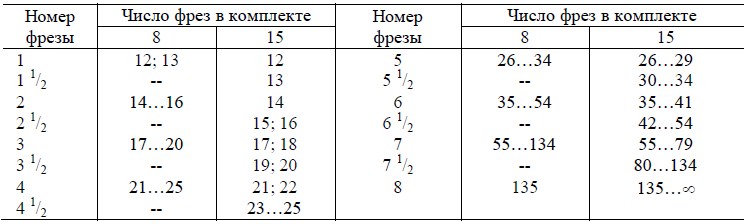
В основу комплектования фрез положено равенство отрезков по дуге окружности выступов колес. Для этого вычерчивают в увеличенном масштабе профиль рейки и профили зубьев колес от z = 12 и более. Разницу профилей по наружному диаметру делят на 8 примерно равных отрезков и определяют, какому числу зубьев соответствуют номера профилей от 1 до 8 (рис. 4). Каждая фреза из комплекта, таким образом, предназначена для нарезания определенного диапазона чисел зубьев. В табл. 1 приведены данные об этих диапазонах для номеров фрез в наборе из 8 и 15 фрез.
Рис. 4. Профили зубьев колес с разным числом зубьев и одного модуля.
Из таблицы видно, что чем больше номер фрезы, тем шире диапазон чисел нарезаемых зубьев, а фрезой №8 можно нарезать колеса с z = 135 до ∞, т.е. включая рейку.
Таблица 1. Зависимость числа нарезаемых зубьев колеса от номера дисковой зуборезной фрезы для комплектов из 8 фрез (m <8 мм) и 15 фрез (m >8 мм)
С увеличением модуля увеличивается высота зубьев, а разница в кривизне профилей становится большей. Поэтому предусматриваются более узкие диапазоны чисел нарезаемых зубьев и большее число фрез в комплекте. Промежуточные номера при этом обозначаются дробными числами, например 31/2 (для комплекта из 15 фрез) или 51/4 (для комплекта из 26 фрез). Следует иметь в виду, что фреза каждого номера профилируется по наименьшему числу зубьев диапазона. В этом случае уменьшается опасность защемления зубьев сопряженных колес, так как радиус кривизны профиля будет тем меньше, а соответственно, ширина прорезаемой впадины тем больше, чем меньше число зубьев нарезаемого колеса.
Особенности конструкции и геометрические параметры дисковых зуборезных фрез.
Основные размеры фрез выбираются так же, как и для обычных дисковых фасонных фрез. Для стандартных фрез наружный daO и посадочный dотв диаметры определяют по эмпирическим уравнениям:
daO = 43,5m0,5; dотв = 1,06 da0,72
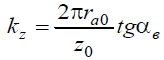
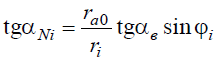
Для упрощения изготовления и переточки зубья фрез затылуют по архимедовой спирали. Величина падения затылка по вершине зуба определяется по известному уравнению
где ra0 — радиус наружной окружности фрезы; z0 — число зубьев фрезы; αв — задний угол на вершине зуба.
Задние углы на боковых режущих зубьях в нормальном сечении (рис. 5):
где ri — радиус любой i-й точки режущей кромки; φi — угол между касательной к профилю и перпендикуляром к оси фрезы (φi = 10…16о).
Из уравнения и рис. 5 следует, что величина αNi переменная. Она уменьшается в точках боковых режущих кромок около вершины до 1о30′ даже при αв = 12…15о.
Передний угол у стандартных фрез равен нулю, что ухудшает условия резания, но упрощает изготовление, переточку и контроль профиля зубьев фрез.
При нарезании колес крупных модулей удаление больших объемов металла из впадин занимает много времени. С целью повышения производительности для предварительного (чернового) фрезерования используют фрезы со вставными ножами, часто оснащенными напайными твердосплавными пластинами. В этом случае профиль зубьев можно брать упрощенный — прямобочный или трапециевидный.
Рис. 5. Определение заднего угла на боковых режущих кромках в нормальном сечении.
Зубья лучше выполнять не затылованными, а остроконечными с заточкой по передней и задней граням. Это дает возможность увеличить значения задних углов до оптимальных величин, увеличить число зубьев, а следовательно, повысить стойкость и производительность фрез. Передние углы берут положительными (до γ = 10…15о), что облегчает процесс резания.
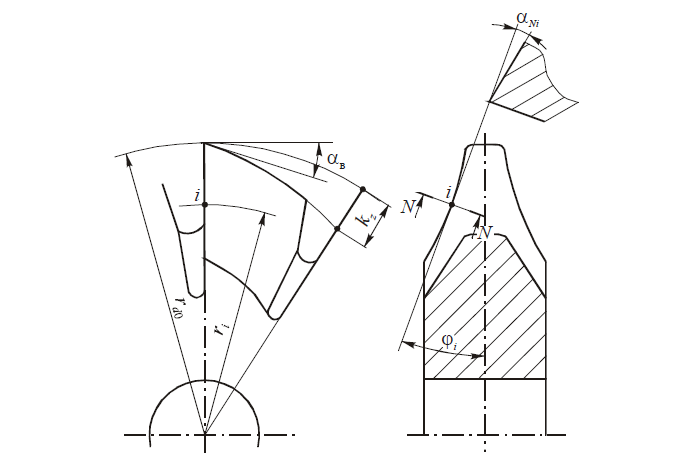
С этой же целью используют наборы из 2…4 фрез, насаживаемых на одну оправку (рис. 6).
В этом случае каждая фреза удаляет определенную часть металла из впадины между зубьями колеса. После прохода набора фрез колесо поворачивается на один зуб с помощью делительного устройства. Таким образом, предварительное нарезание зубьев производится методом бесцентроидного огибания с делением припуска между фрезами в наборе. Окончательно профиль впадины формируется чистовой фрезой, припуск на которую благодаря такой схеме резания снижается. Это способствует повышению точности нарезаемых колес и стойкости фрез.
Рис. 6. Набор из трех дисковых фрез для чернового нарезания зубчатых колес.
Пальцевые зуборезные фрезы.
Это концевые фрезы с фасонным профилем режущих кромок. Применяются в тяжелом машиностроении для нарезания крупномодульных колес (m = 10…100 мм) с прямыми, косыми и шевронными зубьями.
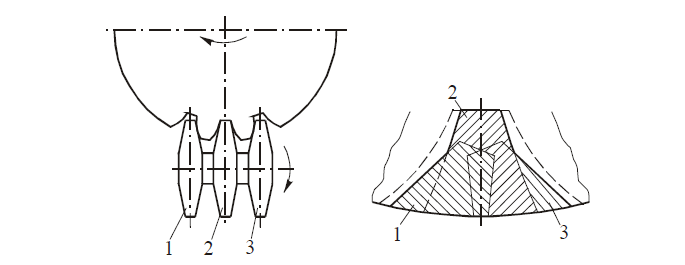
В отличие от дисковых фрез, пальцевые фрезы (рис. 7) крепятся консольно с помощью резьбы, с базированием по точно выполненному цилиндрическому пояску на посадочной части шпинделя станка.
Рис. 7. Пальцевая зуборезная фреза.
В процессе работы ось фрезы, совпадающая с осью шпинделя, совмещена с линией симметрии впадины между зубьями нарезаемого колеса. Фреза, вращаясь, перемещается вдоль зуба колеса. При этом движение подачи задается либо фрезе, либо заготовке.
По сравнению с дисковыми фрезами, пальцевые фрезы имеют значительно меньшие габаритные размеры. Диаметральные размеры их рабочей части определяются размерами впадины между зубьями колеса. Обычно фрезы изготавливаются диаметром от 40 до 220 мм с четным числом зубьев от 2 до 8.
Чаще всего зубья затылуют. Причем из трех возможных способов затылования: радиального, осевого и наклонного — наилучшие результаты дает наклонное затылование под углом 10…15° к оси фрезы. При этом задний угол по длине режущих кромок примерно постоянный и, что наиболее важно, изменение диаметра при переточке по передней поверхности зубьев весьма незначительно, а следовательно, мало и искажение профиля нарезаемых впадин колеса после переточки фрезы.
Передние углы у чистовых пальцевых фрез принимаются равными нулю для упрощения изготовления, переточки и контроля профиля.
У черновых фрез с целью снижения сил резания затачивают положительный передний угол (до 8°). Профиль режущих кромок делают прямолинейным, а для деления стружки по ширине выполняют стружкоделительные канавки, расположенные на соседних зубьях в шахматном порядке. С целью экономии инструментальных материалов зубья у фрез с m > 50 мм делают с приваренными сваркой режущими пластинами. Для получения оптимальных задних углов зубья фрез изготавливаются остроконечными, а не затылованными.
У чистовых пальцевых фрез для нарезания прямозубых колес методом копирования профиль режущих кромок определяется по той же методике, что и для дисковых фрез, т.е. он совпадает с профилем впадины между зубьями колеса. При нарезании же косозубых колес такого совпадения нет ни в одной из плоскостей сечения. Точки контакта зубьев фрезы с заготовкой лежат на боковых винтовых поверхностях зубьев в разных плоскостях. При этом профиль нарезаемого зуба получается как огибающая различных положений профиля фрезы. Задача профилирования режущих кромок в этом случае решается путем сложных графоаналитических вычислений.
Существенными недостатками пальцевых фрез являются низкая производительность и малая точность нарезаемых колес.
Низкая производительность обусловлена самим способом нарезания: малым числом зубьев, нежестким консольным креплением, большими усилиями резания из-за большой ширины срезаемого слоя и большого угла контакта с заготовкой, вследствие чего приходится снижать подачу и скорость резания.
Низкая точность нарезаемых колес определяется погрешностями профиля фрезы при переточке, погрешностями установки во впадине и погрешностями механизма деления.
Достоинством пальцевых фрез является возможность использования их на универсальных фрезерных станках при нарезании колес очень больших модулей, а в случае нарезания шевронных колес без канавки для выхода инструмента в месте изменения наклона зубьев, они являются единственно возможным зуборезным инструментом.
Пальцевые фрезы являются специальным инструментом и серийно не изготавливаются.