Зубчатые ремни — это элементы, которые обычно используются в промышленности. Их основная задача — передача привода. Они отличаются своей способностью работать на очень высоких скоростях. Поэтому такие ремни должны быть достаточно прочными. Какова конструкция зубчатых ремней? Где они используются?
Конструкция зубчатых ремней.
В большинстве случаев эти детали имеют зубья с обеих сторон. Это облегчает работу с несколькими колесами одновременно. Качественные ремни изготавливаются из пластмасс, отличающихся высокой устойчивостью к механическим и химическим повреждениям. Одним из наиболее часто используемых для этой цели материалов является полиуретан, не обладающий высокими гигроскопическими свойствами. Резина также является популярным материалом, применяемым для производства зубчатых ремней. Также стоит знать, что зубчатые ремни могут иметь разную форму зубьев. Наиболее распространены трапециевидные и круглые зубья. Первые чаще всего используются в двигателях внутреннего сгорания.
Где используются зубчатые ремни?
Зубчатые ремни являются чрезвычайно важным элементом любой конструкции, где важна бесшумная и точная работа. Они могут быть использованы в качестве приводной части многих устройств, которые применяются в тяжелой промышленности. Вы найдете их в таком оборудовании, как вентиляторы, прессы или приводы роликовых конвейеров. Зубчатые ремни вместе с зубчатыми колесами являются незаменимым узлом трансмиссии в машиностроении. Именно благодаря этим элементам возможна работа, например, двигателей внутреннего сгорания.
Преимущества зубчатых ремней.
Использование зубчатых ремней дает многочисленные преимущества. Одним из самых больших является то, что не требуется смазка. Использование масла может даже повредить ремень, поэтому держите его в чистоте. Другие преимущества: • тихая работа, • низкая цена, • легкая установка, • высокая доступность, • медленный износ, • возможность работы на высоких скоростях. Следует также отметить, что зубчатые ремни доступны в различных размерах и спецификациях, необходимых для правильной работы устройства, в котором эти детали будут установлены. Зубчатые ремни лучше всего выбирать от известных производителей, отличающихся высоким качеством. Приобретая проверенный продукт, вы получаете гарантию, что он будет отлично выполнять свою задачу.
Профиль боковых сторон зубьев зубчатых колес с эвольвентным зацеплением представляет собой две симметрично расположенные эвольвенты.
Эвольвента — это плоская кривая с переменным радиусом кривизны, образованная некоторой точкой на прямой, обкатывающейся без скольжения по окружности, диаметром (радиусом) db(rb), называемой основной окружностью.
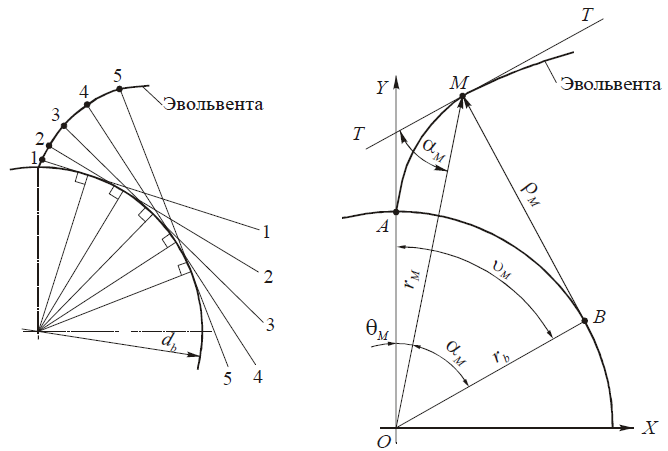
На рис. 1, а показано построение эвольвенты, а на рис. 1, б — расчетная схема для определения координат точки М, находящейся на прямой ВМ. Из условия обката без скольжения ВМ = АВ.
Здесь ВМ — нормаль к эвольвенте и одновременно радиус ρм кривизны эвольвенты в точке М; θм — угол, отсчитываемый от начала эвольвенты до точки М; vм — угол развернутости эвольвенты; αм — угол профиля эвольвенты в точке М (угол между касательной к эвольвенте и радиусом rм).
Рис. 1. Эвольвентная кривая: а — построение эвольвенты; б — расчетная схема
Так как ВМ = АВ, то rb ∙ tgαм = rb.vM. Следовательно, vм = tgαм, θм = vм — αм и θм=tgαм—αм = invαм.
Угол θм = invαм называется инволютой или эвольвентным углом. В справочниках имеются специальные таблицы инволют: invαм = f (αм ).
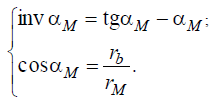
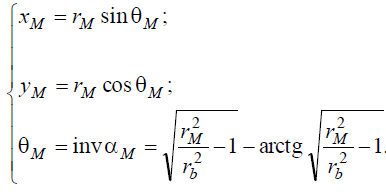
Уравнение эвольвенты в полярных координатах на основании рис. 1 выглядит так:
Чтобы построить эвольвенту, нужно задать значение радиуса rм некоторой точки М и при определенном радиусе основной окружности rbнайти значение cos αм, а затем по углу αм найти эвольвентный угол θм = inv αм.
Уравнение эвольвенты можно записать также в декартовых координатах X-Y. Из ΔОВМ следует, что
Координаты точки М, т.е. уравнение эвольвенты:
Радиус основной окружности rb найдем для точки, лежащей на делительной окружности радиуса r = mz / 2 , в которой угол профиля стандартного эвольвентного зацепления α = 20°. Тогда из уравнения найдем, что
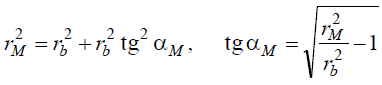
Характерной особенностью эвольвенты является переменность угла профиля αм и радиуса кривизны ρм в каждой из ее точек.
Из рис.1, б следует, что
При z → ∞ ρм → ∞, то есть эвольвента превращается в прямую линию, которую можно рассматривать как частный случай эвольвенты. Отсюда следует, что характер эвольвентного зацепления не изменится, если колесо будет сцепляться с рейкой, имеющей z = ∞ и прямолинейный профиль зубьев с углом α=20°, то есть становится возможным нарезание эвольвентных колес инструментами реечного типа (гребенки, червячные фрезы) методом обкаточного огибания.
Основные параметры эвольвентного зацепления.
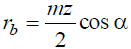
На рис. 2 показано зацепление двух зубчатых колес с эвольвентным профилем. Рассмотрим основные параметры зацепления, их определения и стандартные обозначения.
Рис. 2. Эвольвентное зацепление зубчатых колес.
В отличие от принятого ранее, обозначение всех параметров производится строчными, а не заглавными буквами с индексами, указывающими их принадлежность колесу, инструменту, типу окружности и виду сечения.
Стандартом предусмотрены три группы индексов:
• первая группа: п, t, x — означает вид сечения, соответственно, нормальный, торцевой (окружной), осевой;
• вторая группа: a, f, b, w, y — означает, что параметр относится соответственно к окружностям выступов, впадин, основной, начальной и любой концентричной окружности. Для делительной окружности индекс не указывается;
• третья группа индексов: 1, 2, 0 — означает, что параметр относится соответственно к шестерне, колесу, зуборезному инструменту.
Порядок использования индексов определяется номером группы, т.е. вначале предпочтение отдается индексам первой группы, затем второй и т.д.
Некоторые индексы разрешается опускать в случаях, исключающих возникновение недоразумений или не имеющих применения по определению. Например, у прямозубых цилиндрических колес не используются индексы первой группы. В ряде случаев некоторые индексы с целью сокращения записи также опускаются.
Рассмотрим зацепление двух прямозубых цилиндрических (рис. 2) колес: с меньшим числом зубьев (z1), называемого шестерней, и с большим числом зубьев (z2), называемого колесом; соответственно с центрами колес в точках О1 и О2. В процессе обката шестерни с колесом происходит качение без скольжения двух центроид — окружностей, соприкасающихся в полюсе зацепления — Р. Эти окружности называются начальными, а их диаметры (радиусы) обозначаются с индексом w: dw1 (rw1), dw2 (rw2). Для некорригированных колес эти окружности совпадают с делительными окружностями, обозначение диаметров (радиусов) которых дается без индексов первой и второй групп, т.е. для шестерни — d1(r1), для колеса — d2(r2).
Делительная окружность — окружность, на которой шаг между зубьями и угол профиля равны им же на делительной прямой зубчатой рейки, сцепленной с колесом. При этом шаг P = πm — расстояние между двумя соседними одноименными сторонами профиля. Отсюда диаметр делительной окружности колеса равен
d = Pz / π = mz
Модуль зуба m = P/ π — величина условная, имеющая размерность в миллиметрах (мм) и используемая как масштаб для выражения многих параметров зубчатых колес. В зарубежной практике в этом качестве используется питч — величина обратная модулю.
Основная окружность — это окружность, от которой образуется эвольвента. Все параметры, относящиеся к ней, обозначаются с индексом b, например, диаметры (радиусы) колес в зацеплении: db1 (rb1), db2(rb).
Касательно к основным окружностям через полюс зацепления Р проходит прямая N—N, а ее участок N1—N2 называется линией зацепления. По ней в процессе обката перемещается точка контакта сопрягаемых профилей колес. N1—N2 называется номинальной (теоретической) линией зацепления, обозначаемой буквой g. Расстояние между точками пересечения ее с окружностями выступов колес называется рабочим участком линии зацепления и обозначается ga.
В процессе обката зубчатых колес точка контакта профилей перемещается в пределах активного (рабочего) участка линии зацепления ga, которая является нормалью к профилям обоих колес в этих точках и одновременно общей касательной к обеим основным окружностям.
Угол между линией зацепления и перпендикуляром к линии, соединяющей центры сопрягаемых колес, называется углом зацепления. У корригированных колес этот угол обозначается αw12, для некорригированных колес αw12 = α0.
Межцентровое расстояние некорригированных колес
αw12 = rw1 + rw2 = r1 + r2 = m(z1 + z2)/2.
Окружности выступов и впадин — окружности, проходящие соответственно через вершины и впадины зубьев колес. Их диаметры (радиусы) обозначаются: da1(ra1), df1(rf1), da2(ra2), df2(rf2).
Шаги зубьев колес — Pt, Pb, Pn, Px — это расстояния между одноименными сторонами профиля, замеренные:
а) по дуге делительной окружности в торцевом сечении — окружной (торцевый) шаг Pt = πd / z;
б) по дуге основной окружности — основной шаг Pb = πdb / z;
в) по контактной нормали (линии зацепления) — основной нормальный шаг Pbn;
г) по нормали к направлению зубьев и по оси (у винтовых передач) — нормальный шаг Pn и осевой шаг Px.
Коэффициент перекрытия ε — отношение активной (рабочей) части линии зацепления к основному нормальному шагу:
ε= ga /Pbn
Окружная (торцевая) толщина зуба St — длина дуги делительной окружности, заключенная между двумя сторонами зуба. Толщина, измеренная по хорде, обозначается как S.
Окружная ширина впадины между зубьями e — расстояние между разноименными сторонами профиля по дуге делительной окружности.
Высота головки зуба ha — расстояние между окружностями выступов и делительной: ha = ra — r.
Высота ножки зуба hf — расстояние между окружностями делительной и впадин: hf = r — rf.
Высота зуба: h = ha + hf.
Рабочий участок профиля зуба — геометрическое место точек контакта профилей сопрягаемых колес, определяется как расстояние от вершины зуба до точки начала эвольвенты. Ниже последней следует переходная кривая.
Переходная кривая профиля зуба — часть профиля от начала эвольвенты, т.е. от основной окружности до окружности впадин. При методе копирования соответствует форме головки зуба инструмента, а при методе обкатки образуется вершинной кромкой режущего инструмента и имеет форму удлиненной эвольвенты (для инструментов реечного типа) или эпициклоиды (для инструментов типа колеса).
Другие параметры и обозначения будут приведены ниже по мере использования.
Понятие об исходном контуре рейки.
Как было показано выше, частным случаем эвольвенты при z = ∞ является прямая линия.
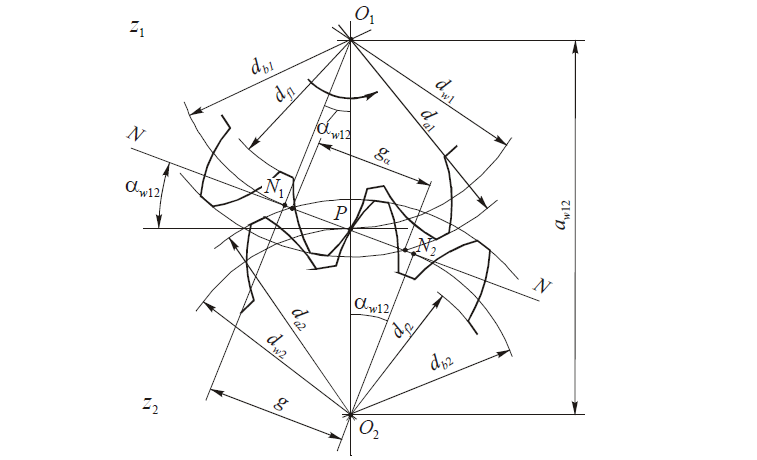
Это дает основание использовать в эвольвентном зацеплении рейку с прямобочными зубьями. При этом любое зубчатое колесо данного модуля независимо от числа зубьев может быть сцеплено с рейкой того же модуля. Отсюда возникла идея обработки колес методом обкатки. В зацеплении колеса с рейкой (рис. 3) радиус начальной окружности последней равен бесконечности, а сама окружность превращается в начальную прямую рейки. Линия зацепления N1N2 проходит через полюс P касательно к основной окружности колеса и перпендикулярно к боковой стороне профиля зуба рейки. В процессе зацепления начальная окружность колеса обкатывается по начальной прямой рейки, а угол зацепления становится равным углу профиля зуба рейки α.
Рис. 3. Зацепление зубчатой рейки с колесом.
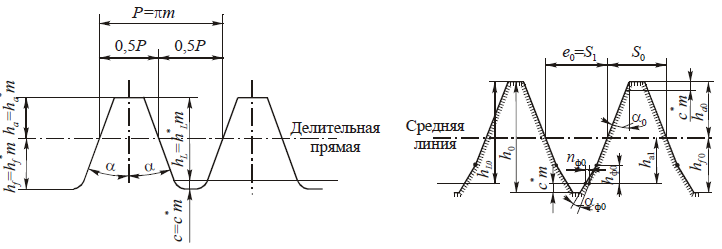
Так как профиль зубьев рейки — прямая линия, это в значительной мере упрощает контроль линейных параметров зубьев и угла профиля. С этой целью стандартами установлено понятие исходного контура зубчатой рейки (рис. 4, а).
В соответствии со стандартами, принятыми в нашей стране для эвольвентного зацепления, исходный контур имеет следующие параметры зубьев в зависимости от модуля:
угол профиля α = 20°;
коэффициент высоты головки hα* = 1;
коэффициент высоты ножки hf* = 1,25;
коэффициент радиального зазора с* = 0,25 или 0,3;
коэффициент граничной (рабочей) высоты зуба hL* = 2;
шаг зубьев P = πт;
толщина зуба S и ширина впадины е: S = e = 0,5P = πт / 2.
Делительная прямая рейки проходит по середине рабочей высоты зуба hL.
Для зуборезных инструментов основные параметры зубьев по аналогии с изложенным выше задаются параметрами исходной инструментальной рейки (рис. 4, б). Так как зубья режущего инструмента обрабатывают впадину между зубьями колеса и могут нарезать колеса с модифицированным (фланкированным) профилем, между названными исходными контурами имеются существенные различия, а именно:
Рис. 4. Исходные контуры: а — зубчатой рейки; б — инструментальной рейки
Высота головки зуба исходной инструментальной рейки ha0 = (hf0* + c0*)m = 1,25m, т.е. коэффициент высоты головки hα0* = 1,25. Высота ножки зуба hf0 = 1,25т , а полная высота зуба h0 =ha0 +hf0 = 2,5m.
Если нарезаемое колесо имеет срез у головки (модифицированный профиль), то ножка зуба инструментальной рейки должна иметь утолщение с параметрами hф0, αф0, nф0.
3. Толщина зуба у зубчатой рейки S = πт /2, а у инструментальной рейки при нарезании колес с модифицированным профилем зубьев
S0 = πт/2 ± ΔS0
Поправка ΔS0 берется из справочников в зависимости от величины модуля зуба. Знак «+» берется для чистовых, а знак «-» — для черновых инструментов. В первом случае происходит утонение зубьев нарезаемого колеса с целью создания бокового зазора между зубьями сцепляемых колес, во втором случае утолщение, в результате чего нарезаемые зубья получают припуск на чистовую обработку.
У колес с обычным (немодифицированным) профилем зубьев изменение толщины нарезаемых зубьев можно получить путем смещения инструментальной рейки относительно центра колеса и утолщение ее зубьев у ножки не требуется.
Корригирование (исправление) колес дает возможность улучшить зубчатое зацепление по сравнению с нормальным зацеплением в отношении трения, износа и прочности зубьев, уменьшить вероятность подреза ножки зубьев при малом их числе и др.
Применительно к долбякам корригирование дает возможность получения задних углов на режущих кромках (см. ниже).
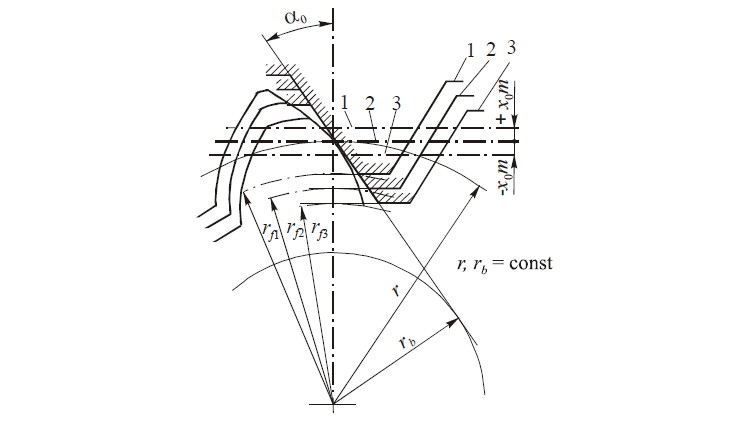
Из известных методов корригирования на практике наибольшее применение нашло высотное корригирование, которое осуществляется путем смещения профиля исходной инструментальной рейки относительно центра нарезаемого колеса. Такое смещение принято считать положительным, если рейка отводится от центра колеса, и отрицательным, когда она приближается к его центру (рис. 5). Величина смещения оценивается произведением x0∙m, где х0 — коэффициент смещения.
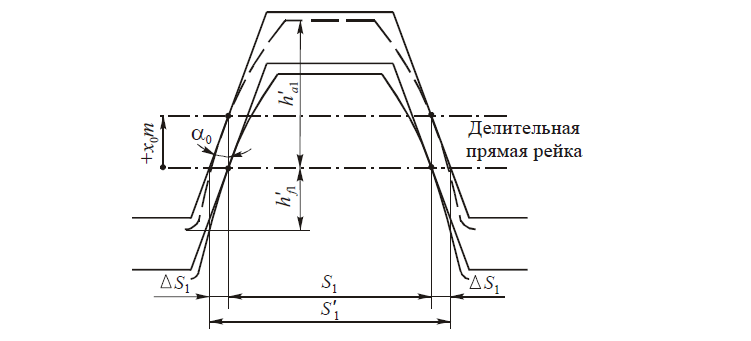
При положительном смещении высота головки зуба нарезаемого колеса h’a1 увеличивается на величину x0∙m, а высота ножки h’f1 уменьшается на ту же величину. При отрицательном смещении, наоборот, высота головки зуба уменьшается, а высота ножки увеличивается. Полная высота зуба колеса в обоих случаях остается неизменной, при этом положение делительной и основной окружностей колеса постоянно и не зависит от величины смещения, то неизбежно изменение толщины зуба нарезаемого колеса по делительной окружности из-за смещения делительной прямой рейки относительно начального положения на величину ±x0m. Как видно из рис. 6, толщина зуба по делительной окружности у корригированного колеса при смещении рейки инструмента
S’1,3= πm/2 ± 2ΔS = πт/2 ± 2x0mtgα0
где ΔS = x0m tgα0 .
Знак «+» берется при положительном, а знак «-» — при отрицательном смещении.
Рис. 6. Изменение толщины зуба на делительной окружности при положительном смещении инструментальной рейки.
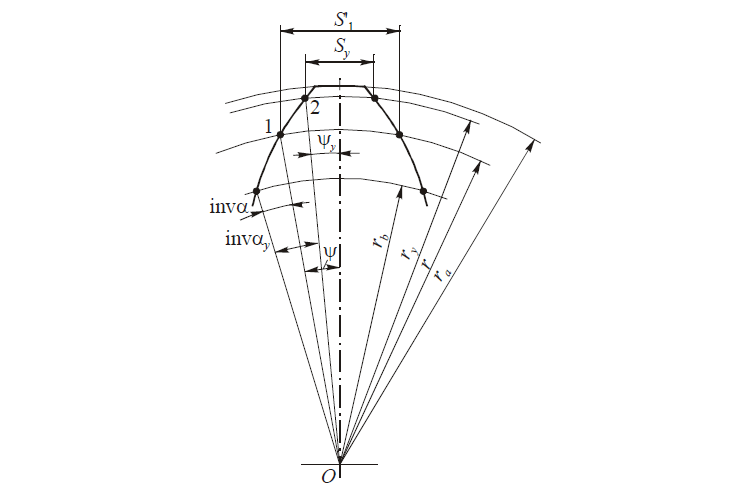
При расчетах зуборезных инструментов, например долбяков, зубья которых корригированы, возникает необходимость определения толщины зуба на окружности любого радиуса — rу, концентричной с делительной окружностью радиусом r.
Рис. 7. Толщина зуба Sy на окружности радиуса ry.
Из рис. 7 и уравнения эвольвенты следует, что толщина зуба по окружности радиуса ry в точке 2 равна
Sy = 2rу∙ψу
где ψу = ψ — (invαy — invα); ψ и ψу — углы между линией симметрии зуба и радиусами, проведенными в точке 1 на делительной окружности и в точке 2 на окружности радиусом ry; invα и invαy — эвольвентные углы в этих точках.
Так как толщина зуба на делительной окружности S‘1 — величина известная, а угол ψ = S‘1 /2r , то Sy можно определить по формулам:
для корригированных колес
Sy = 2ry(S‘1/2r + inv α — inv αy)
для некорригированных колес при S = πm / 2
Sy = dy (πm / 2d + inv α — inv αy )
Здесь углы α и αy, как следует из уравнения, определяются по следующим формулам: cosα = rb /r, cosαу = rb /rу.
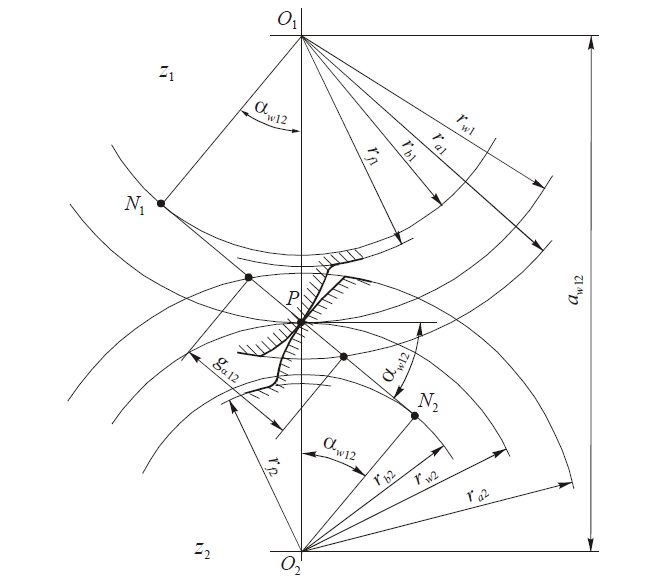
На рис. 8 представлено зацепление двух колес с корригированными зубьями. Его главная особенность заключается в том, что начальные окружности rw1 и rw2, проходящие через полюс зацепления Р, не совпадают с делительными окружностями r1 и r2. По этой причине угол зацепления αw12 колес не равен углу профиля исходной рейки, толщины зубьев на делительной окружности меняются, а также меняются соотношение высот головок и ножек зубьев, диаметры окружностей выступов, впадин и межцентровое расстояние между колесами.
Рис. 8. Зацепление корригированных колес.
Угол зацепления aw12 — это угол между линией зацепления N1N2 и перпендикуляром к прямой, соединяющей центры колес (для корригированных колес αw12≠α).
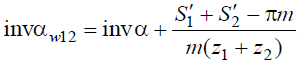
Формулу для расчета αw12, а точнее inv αw12, найдем в следующей последовательности:
1. Запишем уравнение для расчета толщин зубьев на начальной окружности Sw1 и Sw2 для шестерни и колеса на основании формулы, сменив индекс y на w.
2. Сумма толщин зубьев колес, находящихся в зацеплении, равна шагу на начальной окружности:
Sw1+Sw2 = Pw12
Путем алгебраических преобразований найдем эвольвентный угол inv αw12.
Толщины зубьев на начальных окружностях шестерни и колеса на основании уравнения
Из этого уравнения следует, что если колесо z1 находится в зацеплении с инструментами реечного типа (червячная фреза, гребенка), у которых z2 = ∞, то второй член правой части уравнения превращается в нуль и угол зацепления передачи становится равным углу профиля исходного контура рейки, т.е. αw12 = α0.
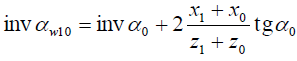
Для инструментов типа колеса (долбяк, шевер) уравнение желательно представить в виде зависимости inv αw10 от величины смещения профиля пары корригированных колес z1 и z0. Для этого подставим значения S1 и S2, рассчитанные по формуле:
или после сокращений
где α0 — угол профиля инструмента.
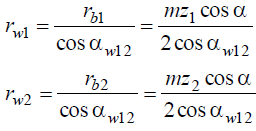
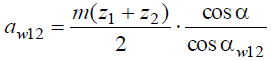
Межцентровое расстояние у корригированных колес
αw12 = rw1 + rw2
Так как радиусы начальных окружностей равны
тогда
Номинальная длина линии зацепления (рис. 8):
g = N1P+ N2P = rw1 sin αw12 + rw2 sin αw12 = αw12 sin αw12
Длина активной части линии зацепления сопряженных колес равна расстоянию между точками пересечения линии зацепления окружностями выступов шестерни и колеса (рис. 8):
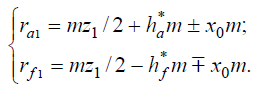
Радиусы окружностей выступов и впадин у корригированного колеса с учетом смещения ±x0m:
При этом высота зуба колеса h = hα = hƒ от величины смещения профиля не зависит. Из-за разности знака у головки и ножки, т.е.
здесь и выше верхний знак используется при положительном смещении, а нижний — при отрицательном смещении профиля.
Возможен частный случай, когда пара «шестерня — колесо» или «колесо — инструмент» имеет одинаковые по величине, но обратные по знаку величины смещения (так называемое нулевое зацепление), тогда делительные окружности совпадают с начальными. Как следует из уравнения, в этом случае угол зацепления αw12 =α, но меняются толщина зубьев по делительной окружности и соотношение высот головок и ножек зубьев. В этом случае межцентровое расстояние равно
αw12 = (d1 +d2)/2 = m(z1 + z2)/2.
Такая коррекция применяется при больших передаточных числах. При ней обычно положительное смещение берется для шестерни с целью увеличения прочности зубьев, т.е. имеет место только высотная коррекция.
При угловой коррекции шестерню и колесо изготавливают обычно с положительным смещением исходного контура. Угол зацепления у таких колес будет больше, чем у некорригированных (отсюда и название — «угловая коррекция»). Основное преимущество угловой коррекции перед высотной состоит в том, что она дает возможность увеличить прочность зубьев как у шестерни, так и у колеса.
Если величина или знаки коррекции у нарезаемых колес не совпадают, то имеет место совмещение угловой и высотной коррекции одновременно.
Назначение и конструкция кривошипно-шатунного механизма.
Кривошипно-шатунный механизм предназначен для преобразования вращательного движения в возвратно-поступательное, и наоборот. Кривошипно-шатунные механизмы первого типа применяют значительно реже, в основном в компрессорах и поршневых насосах. Кривошипно-шатунные механизмы второго типа находят широкое применение в двигателях внутреннего сгорания, паровых машинах и других типах машин-двигателей. К основным деталям, обеспечивающим работу кривошипно-шатунного механизма, относятся маховик, коленчатый вал (кривошип), шатун, поршневой палец, поршень, цилиндр, подшипники (коренные и шатунные).
Маховик служит для уменьшения неравномерности вращения коленчатого вала и вывода поршней из мертвых точек (крайних верхнего и нижнего положений). Обладая большой массой и инерцией, маховик облегчает пуск двигателя и обеспечивает плавный переход от одной частоты вращения к другой.
Шатун механизма обеспечивает соединение коленчатого вала (кривошипа или кривошипного диска) с поршневой группой.
Поршневая группа воспринимает осевые усилия от коленчатого вала и шатуна, осуществляя сжатие и подачу воздуха, газов и жидкостей под давлением (компрессоры и насосы), или передает осевые усилия шатуну и коленчатому валу при сгорании рабочей смеси в цилиндре двигателя (двигатели внутреннего сгорания).
Для обеспечения оптимальных условий работы кривошипно-шатунный механизм должен отвечать следующим техническим требованиям.
Зеркало цилиндра после обработки должно иметь высокую точность, правильную геометрическую форму и шероховатость поверхности Ra не более 1,2 мкм.
Зазоры в сопряжениях должны находиться в пределах, предусмотренных техническими условиями на собираемый механизм.
Отверстия во вкладышах шатунов и коренных подшипников, коренные и шатунные шейки коленчатого вала должны иметь правильную геометрическую форму и малую шероховатость поверхности в пределах, указанных в технических условиях.
В многоцилиндровых механизмах допускается различие в массе поршней не более ±0,5%.
Поршневые кольца должны прилегать к поверхности цилиндра без зазора, а их упругость — соответствовать техническим нормам, установленным на собираемый механизм.
Кривошипно-шатунный механизм состоит из двух сборочных единиц: шатунной и поршневой групп, соединенных между собой и с коленчатым валом (кривошипом).
Технологический процесс сборки кривошипно-шатунного механизма состоит из четырех самостоятельных операций;
Установка коленчатого вала.
Сборка шатунной группы.
Сборка поршневой группы.
Общая сборка механизма.
Установка коленчатого вала.
Прежде чем приступить к установке коленчатого вала, необходимо пришабрить посадочные места под вкладыши коренных шеек в корпусе и картере и установить вкладыши. Затем на вкладыши картера устанавливают коленчатый вал и на него устанавливают корпус, предварительно поместив прокладки между картером и корпусом. Корпус соединяют с картером болтами и затягивают их. После соединения корпуса и картера болтами коленчатый вал проворачивают, а затем снимают корпус и коленчатый вал. Оценивают состояние вкладышей картера и корпуса и, в случае необходимости, пришабривают выступающие места.
Установку и снятие корпуса и коленчатого вала производят до тех пор, пока не будет достигнута требуемая точность прилегания коленчатого вала к вкладышам подшипника, которая определяется по плавности и легкости вращения коленчатого вала в коренных подшипниках.
Конструкция и сборка шатунной группы.
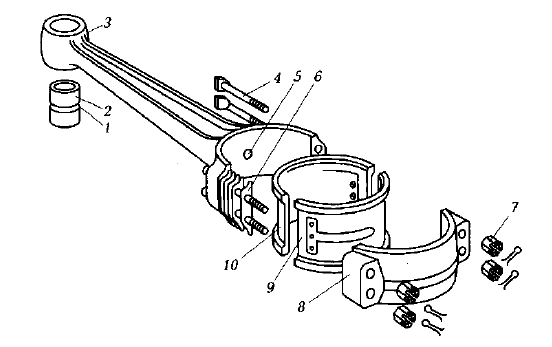
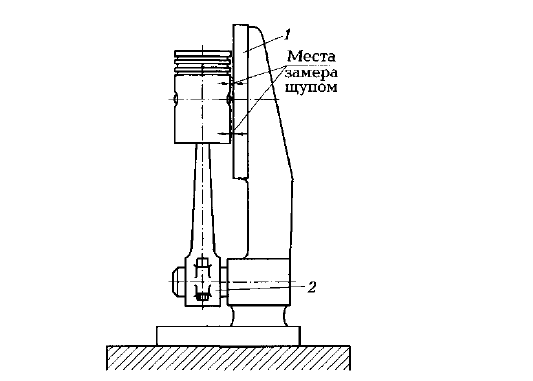
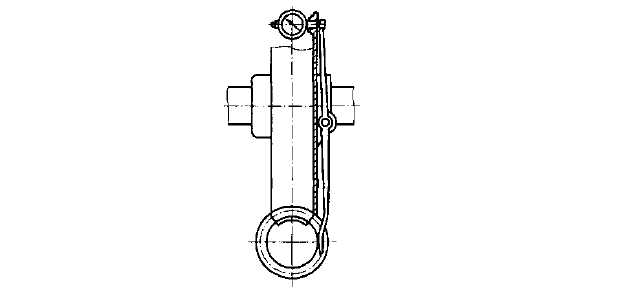
Сборку шатунной группы (рис. 1) начинают с запрессовки втулки 2 в верхнюю головку 3 шатуна, обеспечивая при этом совпадение смазочной канавки 1, выполненной во втулке и предназначенной для подачи смазки к поршневому пальцу, со смазочным отверстием 5 шатуна. Совпадение смазочной канавки и отверстия обеспечивается при запрессовке втулки заподлицо с торцами верхней головки шатуна.
После запрессовки втулки в верхнюю головку шатуна и восстановления геометрических размеров и формы ее отверстия переходят к сборке нижней головки шатуна, представляющей собой разъемный подшипник скольжения.
Контроль качества сборки шатунной группы.
После сборки нижней головки шатуна необходимо проверить соответствие ее геометрических размеров и формы требованиям технических условий на сборку. Контроль этих параметров наиболее целесообразно проводить при помощи микрометрического нутромера, который позволяет определить не только точность размеров, но и отклонения формы отверстия нижней головки шатуна от круглости и цилиндричности. Далее переходят к проверке шатуна на прямолинейность, двойной изгиб и параллельность осей отверстий его нижней и верхней головок.
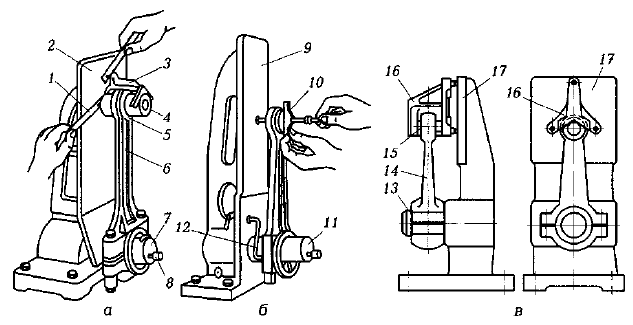
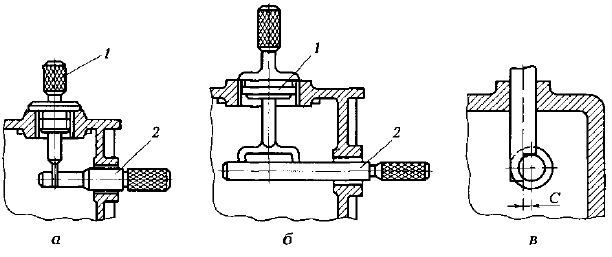
Контроль прямолинейности осуществляется при помощи приспособления (рис. 2, а), на пальцах 4 и 7 которого устанавливают шатун 6, закрепляя его винтом 8. Затем на палец 4, на котором размещается верхняя головка 5 шатуна 6, устанавливают призму 3 так, чтобы запрессованные в ней штифты касались контрольной плиты 2. Если все три штифта касаются плиты, то шатун прямолинеен. Наличие зазора между плитой и хотя бы одним из штифтов свидетельствует об отклонении шатуна от прямолинейности. Величину отклонения шатуна от прямолинейности определяют, используя щуп 1.
Контроль шатуна на двойной изгиб выполняют, используя приспособление (рис. 2, б), на пальце 11 которого закрепляют нижнюю головку шатуна, выдвинув предварительно ограничитель 12 до упора в торец нижней головки шатуна, и измеряют при помощи глубиномера 10 расстояние от торцевой поверхности верхней головки шатуна до контрольной плиты 9. Затем шатун поворачивают на 180° и вновь проводят измерения. По разности показаний, полученных в процессе измерений, определяют соответствие шатуна техническим условиям.
Контроль параллельности осей отверстий верхней и нижней головок шатуна осуществляется при помощи приспособления (рис. 2, в), на пальцах 13 и 15 которого устанавливают шатун 14. Затем на палец 15 устанавливают призму 16 так, чтобы запрессованные в нее штифты касались контрольной плиты 17. Если между плитой и хотя бы одним из штифтов имеется зазор, то это свидетельствует об отклонении осей отверстий нижней и верхней головок шатуна от параллельности.
Рис. 2. Контроль сборки шатуна выполнением проверок: a — прямолинейности; б — на двойной изгиб; в — параллельности осей отверстий; 1 — щуп; 2,9, 17— плиты; 3, 16 — призмы; 4, 7, 11, 13, 15 — пальцы; 5 — верхняя головка шатуна; 6, 14 — шатуны; 8 — винт; 10 — глубиномер; 12 — ограничитель
Определение наличия трещин осуществляется рентгеновским или ультразвуковым методами. В некоторых случаях наличие трещин может быть определено простукиванием шатуна (при наличии трещин возникает глухой дребезжащий звук).
Конструкция и сборка поршневой группы.
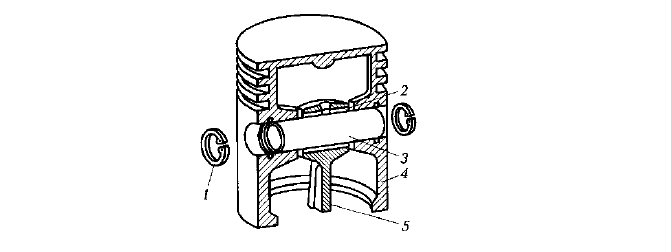
Поршневая группа (рис. 3) состоит из цилиндра (на рисунке не показан), поршня 4, поршневых колец (на рисунке не показаны), поршневого пальца 3, обеспечивающего соединение поршня с верхней головкой 2 шатуна 5, и деталей уплотнения. Фиксация поршневого пальца от осевого смещения осуществляется стопорными кольцами 1. Изготавливают поршни из чугуна или алюминиевых сплавов.
На образующих поверхностях поршня выполняют 3 — 7 канавок в зависимости от конструкции механизма. В верхних канавках поршня размещают уплотнительные, а в нижних — маслосъемные кольца, изготовленные из мелкозернистого чугуна. Плотное прилегание колец к стенкам цилиндров обеспечивается их упругими свойствами.
Поршневые кольца обеспечивают защиту камеры сгорания (компрессионной камеры) от попадания масла из картера и препятствуют проходу газов между поршнем и стенками цилиндра.
Предъявляемые к поршневой группе требования могут быть выполнены только в том случае, если правильно выбраны зазоры между поршневыми кольцами и стенками канавок под них. Значения этих зазоров зависят от конструкции двигателя и условий его эксплуатации и указываются в технических условиях на сборку или в справочниках.
Цилиндры и поршни подбирают друг к другу. Способ подбора зависит от типа производства. В условиях единичного производства осуществляется индивидуальная пригонка поршня к цилиндру. В серийном производстве используется метод групповой (частичной) взаимозаменяемости, сортируя поршни на группы по массе, которая в большинстве случаев указывается на днище с помощью клеймения, и размерам цилиндра.
Сборка поршня и шатуна в единый механизм.
Соединение поршня с шатуном осуществляется при помощи поршневого пальца тремя способами:
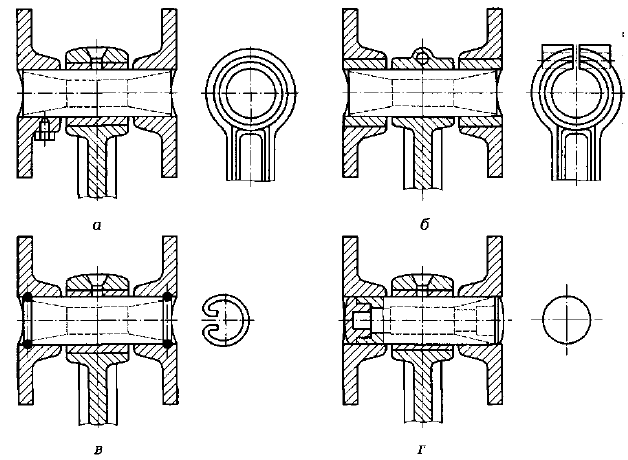
палец закрепляют неподвижно в бобышках поршня, а шатун при этом может совершать колебательное движение относительно пальца (рис. 4, а);
палец закрепляется неподвижно в верхней головке шатуна и может при этом свободно поворачиваться в бобышках поршня (рис. 4, б);
палец может свободно поворачиваться относительно посадочного места в верхней головке шатуна и бобышках поршня — так называемый плавающий палец (рис. 4, в, г).
Рис. 4. Варианты соединения поршневого пальца с шатуном: а — закреплен неподвижно в бобышках поршня; б — закреплен неподвижно в головке шатуна; в, г — может свободно поворачиваться относительно посадочных мест (плавающий палец)
Выбор того или иного способа соединения зависит исключительно от конструкции механизма и его назначения. Тем не менее, мировой опыт показывает, что наиболее предпочтительным является использование в сборочной единице плавающего пальца.
При установке поршневого пальца в соединении поршень — шатун необходимо обеспечить невозможность осевого смещения поршневого пальца. Предупреждение осевого смещения может быть осуществлено различными способами, но наиболее широко применяют пружинные (стопорные) кольца, которые устанавливают в специальные канавки, выполненные в бобышках поршня. Такие кольца изготавливают либо из стальной проволоки квадратного или круглого сечения, либо штампуют из листовой стали. В любом случае стопорные кольца должны быть подвергнуты термической обработке — закалке.
Контроль качества сборки шатуна с поршнем.
Обязательным условием, выполнение которого необходимо при сборке кривошипно-шатунного механизма, является обеспечение параллельности осей поршневого пальца и нижней головки шатуна. Контроль этого параметра после соединения поршня с шатуном выполняется при помощи специальных приспособлений.
В условиях единичного и мелкосерийного производства такой контроль может быть осуществлен при помощи приспособления, показанного на рис. 5. Нижнюю головку шатуна 2 устанавливают на разжимную оправку так, чтобы образующая поршня касалась контрольной плиты 1, и проверяют отсутствие зазора между юбкой поршня и контрольной плитой. Затем сборочную единицу поворачивают на 180° вокруг вертикальной оси и вновь проверяют зазор между юбкой поршня и контрольной плитой. Отсутствие зазора в обоих случаях свидетельствует о параллельности осей нижней головки шатуна и поршневого пальца, т.е. о качественной сборке узла.
Рис. 5. Прибор контроля шатуна в сборе на параллельность осей поршневого пальца и нижней головки шатуна: 1 — контрольная плита; 2 — нижняя головка шатуна
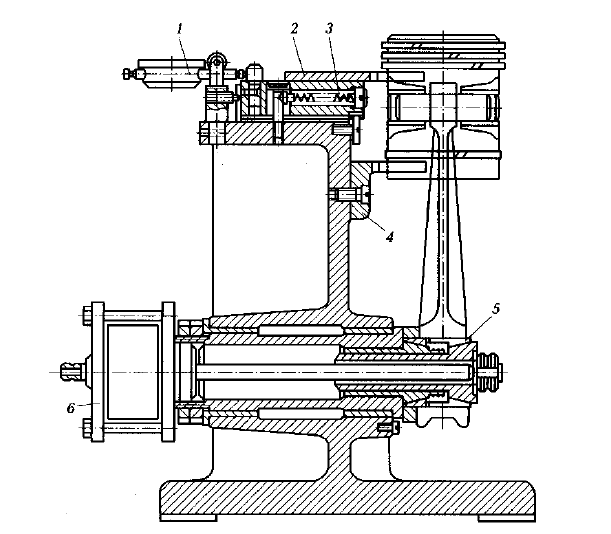
В условиях крупносерийного и массового производства для этих же целей применяют более совершенное приспособление (рис. 6). Нижнюю головку шатуна устанавливают на распорную втулку 5, привод которой осуществляется от пневматического цилиндра 6. Поршень устанавливают в подвижной 2 и неподвижной 4призмах (подвижная призма прижимается к поверхности поршня пружиной 3) и одновременно подают сжатый воздух, обеспечивая закрепление сборочной единицы на распорной втулке. Положение подвижной призмы фиксируется индикатором 1 по показаниям отсчетного устройства. Затем сборочную единицу снимают с приспособления, поворачивают на 180° и вновь закрепляют в приспособлении, фиксируя положение стрелки отсчетного устройства индикатора. По разности показаний отсчетного устройства при двух закреплениях сборочной единицы определяют отклонение осей нижней головки шатуна и поршневого пальца от параллельности. Полученные данные сравнивают с требованиями технических условий на сборку.
Рис. 6. Прибор контроля шатунно-поршневой группы в условиях крупносерийного и массового производства: 1 — индикатор; 2 — подвижная призма; 3 — пружина; 4 — неподвижная призма; 5 — распорная втулка; 6 — пневматический цилиндр
Соединение шатунно-поршневой группы с коленчатым валом.
После сборки шатунно-поршневой группы и ее контроля устанавливают поршневые кольца в канавки поршня, а поршень в цилиндр, после чего нижнюю головку шатуна соединяют с шатунной шейкой коленчатого вала (кривошипа).
При установке поршневых колец большое значение имеет величина зазора в стыке колец, которая должна находиться в пределах 0,3…0,8 мм. При большей величине зазора может произойти прорыв газов. Слишком малая величина зазора может привести к появлению задиров на стенках цилиндра.
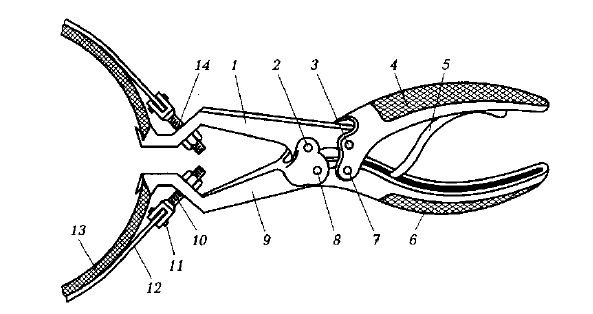
Поршневые кольца поступают на сборку окончательно обработанными. Но все-таки перед установкой колец на поршень рекомендуется проверить их упругость, плотность прилегания к зеркалу цилиндра и величину зазора между торцами колец. Надевают кольца на поршень, используя специальные приспособления, например щипцы, изображенные на рис. 7. После установки колец на поршень их необходимо расположить таким образом, чтобы стыки (замки) колец были сдвинуты один относительно другого на угол, кратный числу колец (например, при наличии трех колец замки должны располагаться под углом 120°), и проверить величину зазоров между кольцами и стенками канавок поршня.
Когда поршневые кольца надеты на поршень, их диаметр превышает диаметр поршня. Поэтому чтобы опустить поршень в цилиндр, необходимо использовать специальное приспособление, имеющее коническое отверстие, меньший диаметр которого равен диаметру цилиндра, а больший — несколько превышает диаметр колец, надетых на поршень. Такое приспособление устанавливают на торце цилиндра, а поршневые кольца, сжимаясь при опускании, легко в него входят.
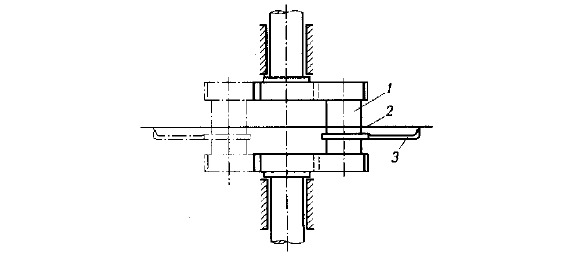
При установке шатунно-поршневой группы и ее соединении с коленчатым валом необходимо обеспечить перпендикулярность осей коленчатого вала и цилиндра. Контроль перпендикулярности осей осуществляется по схеме, приведенной на рис. 8. Вдоль геометрической оси цилиндра натягивают струну 2, а на шатунной шейке коленчатого вала 1 устанавливают рейсмас 3 так, чтобы его острие касалось этой струны. Коленчатый вал поворачивают на 180° и проверяют касание острия рейсмаса натянутой вдоль оси цилиндра струны (в случае касания взаимная перпендикулярность осей коленчатого вала и цилиндра считается установленной).
Рис. 8. Приспособление для контроля перпендикулярности осей шатунных шеек коленчатого вала и оси цилиндра: 1 — шатунная шейка коленчатого вала; 2 — струна; 3 — рейсмас
После контроля взаимного расположения осей коленчатого вала и цилиндра соединяют нижнюю головку шатуна, представляющую собой разъемный подшипник скольжения, с шатунной шейкой коленчатого вала.
Передачи винт—гайка используют в различных механизмах для преобразования вращательного движения в поступательное. В ряде случаев эти передачи применяют для выигрыша в силе. Винтовые передачи обладают рядом достоинств. Они позволяют получить медленное поступательное движение с высокой точностью перемещения при достаточной простоте и надежности конструкции и отличаются компактностью при большой несущей способности.
Недостатком этих передач является низкий КПД, обусловленный значительными силами трения, возникающими при работе передачи.
В передачах винт—гайка используют в основном трапецеидальные и прямоугольные резьбы. Грузовые винты имеют упорную резьбу.
Для уменьшения изнашивания винтовой пары в конструкциях привода металлорежущих станков применяют разъемные гайки. При необходимости, когда винтовая пара не используется, гайки могут размыкаться; в этом случае при вращении винта гайка не находится в контакте с его резьбой, что существенно уменьшает ее изнашивание. В тех случаях когда винтовая пара не находится в работе, предусматривают отключение винта от привода. Уменьшению изнашивания винтовой пары также способствует изготовление гайки из антифрикционных материалов (бронзы ОФЮ-15 или цинково-свинцовой бронзы ЦС6-6-3), что позволяет значительно снизить коэффициент трения в паре. У таких винтовых пар КПД составляет 0,8…0,85.
Часто применяют винтовые пары, у которых трение скольжения заменено трением качения. В таких винтовых парах роль резьбовой поверхности выполняют шарики, размещенные в канавках, проточенных на поверхностях винта и гайки. Достоинством шариковых винтовых пар является достаточно высокий КПД, который при благоприятных условиях работы может достигать 0,95. Кроме того, эти передачи позволяют устранить радиальные и осевые зазоры или значительно их уменьшить. Вследствие этого применение передач качения позволяет значительно увеличить точность перемещения исполнительных узлов механизма.
В последнее время более широкое применение находят гидростатические передачи винт—гайка, обеспечивающие работу винтовой передачи практически без трения, что позволяет довести КПД передачи до 0,99. В таких передачах в зазор между резьбовыми поверхностями винта и гайки подают масло под высоким давлением от специального насоса.
К винтовым передачам предъявляют следующие технические требования:
Ось винта для привода подачи подвижного узла должна быть параллельна направляющим.
Ось винта при вращении в подшипниках не должна смещаться при любом положении гайки и должна совпадать с осью последней.
Прежде чем приступить к сборке механизма с винтовой передачей скольжения необходимо промыть и просушить детали, входящие в передачу, провести контроль «на краску» и подогнать опорные поверхности, проверить легкость перемещения гайки по винту. Чтобы осуществить сборку винтового механизма, необходимо выполнить следующие операции:
Установить винт в опорах.
Собрать гайку.
Установить гайку на винт.
Отрегулировать собранный механизм.
Проконтролировать качество сборки.
Сборка передачи винт—гайка скольжения.
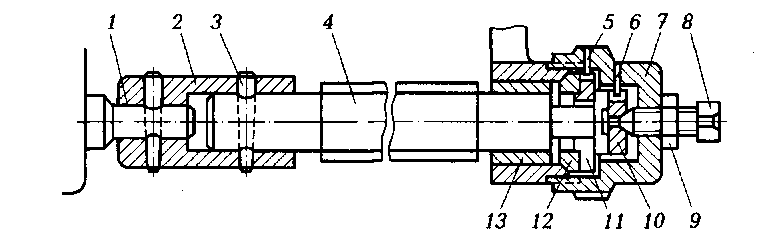
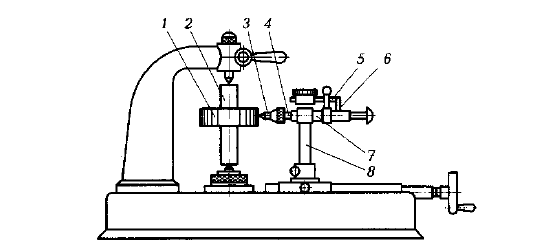
Сборку винтового механизма (рис. 1) начинают с установки ходового винта. Левый конец винта 4 при помощи жесткой втулочной муфты 2 соединяют с хвостовиком 1 вала коробки подач коническими штифтами 3. Втулку 13 пригоняют по посадочной шейке правого конца винта 4 и собирают опорную часть подшипника правой опоры вала, надевая на него сферическое кольцо 12 и упорную шайбу 11 с радиальной прорезью. Затем в крышку 7 запрессовывают штифты 5 и 6, предварительно просверлив отверстия под них, и устанавливают опорную пяту 10 таким образом, чтобы штифт 6 вошел в шлиц на ее наружной поверхности. Крышку 7 в сборе навинчивают на резьбу корпуса подшипника так, чтобы штифт 5 вошел в шлиц упорной шайбы 11. После установки ходового винта в крышку 7 устанавливают регулировочный винт 8 с контргайкой 9.
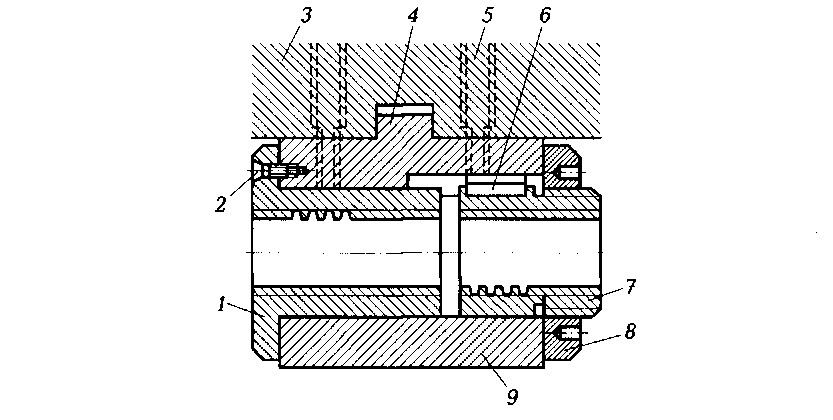
После сборки узла с ходовым винтом переходят к сборке гайки ходового винта. Сборку гайки ходового винта (рис. 2) начинают с выполнения пригоночных операций (осуществляют пригонку шипа 4 корпуса 9 гайки к пазу ползуна 5). После выполнения пригоночной операции в корпус 9 гайки ходового винта с левой стороны запрессовывают полугайку 1, закрепляя ее винтами 2. С правой стороны корпуса 9 гайки ходового винта устанавливают на шпонке 6 подвижную резьбовую полугайку 7, которую пригоняют к корпусу 9 так, чтобы ее можно было легко, без качки смещать вдоль оси отверстия корпуса (осевое перемещение полугайки 7 обеспечивается за счет регулировочной гайки 8, установленной на наружной резьбе полугайки 7).
Собранную гайку устанавливают на ходовой винт, для чего винт вынимают из правой подшипниковой опоры и навинчивают на него собранную гайку. После этого винт с установленной на нем гайкой монтируют на место таким образом, чтобы шип корпуса 9 гайки вошел в паз ползуна 3, и закрепляют гайку ходового винта на корпусе винтами 5 (см. рис. 2).
Регулирование и контроль качества сборки винтовой передачи.
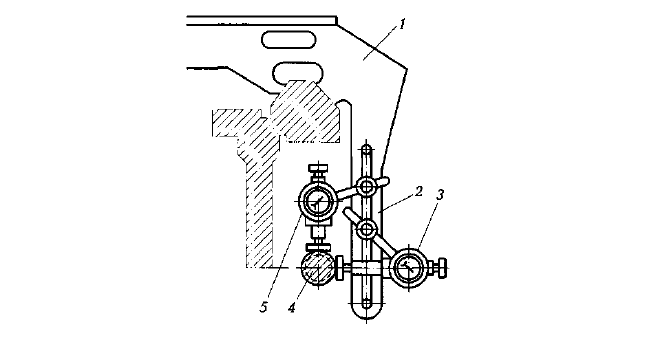
Для обеспечения параллельности оси ходового винта направляющим станины перед его окончательной установкой необходимо отрегулировать положение правой (подшипниковой) опоры (рис, 3). Правую (подшипниковую) опору закрепляют на станине, используя струбцины. На направляющие станины устанавливают приспособление 1 и при помощи индикаторов 3 и 5, размещенных на мостике 2 приспособления, определяют параллельность оси ходового винта направляющим станины. Измерения производят в горизонтальной и вертикальной плоскостях у правого и левого концов винта.
Правильно смонтированный винт вращается без осевого перемещения, которое регулируется винтом 8 с контргайкой 9 (см. рис. 1), а его торец, нагруженный осевой силой, при правом и левом вращении не смещается более чем на 0,03 мм.
Винтовые механизмы в связи с наличием зазоров в сопряжениях винт—гайка имеют холостой ход, т.е. при повороте винта на некоторый угол гайка остается неподвижной, а следовательно, и связанный с ней исполнительный механизм также остается неподвижным. Поскольку для нормальной работы механизма необходимо обеспечение минимального холостого хода в гайках ходового винта предусматривают устройства для его регулирования. В рассматриваемой конструкции винтовой передачи регулирование осуществляется за счет осевого перемещения подвижной полугайки. Осевое перемещение осуществляется при вращении регулировочной гайки 8, установленной на наружной резьбе полугайки 7 (см. рис. 2).
Сборка передач винт—гайка качения.
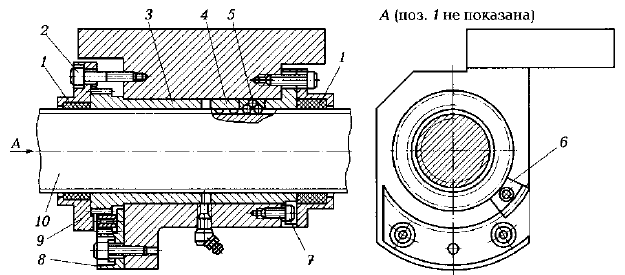
Передача винт—гайка качения (рис. 4) обеспечивает повышенную осевую жесткость и более равномерное движение исполнительного звена механизма. Винт 10 и полугайка 4 передачи имеют резьбу специального профиля. Между витками резьбы ходового винта и полугайки помещают шарики 5, которые при вращении винта перекатываются, передавая движение гайке.
Для того чтобы обеспечить циркуляцию шариков в пределах одного витка резьбы, две соседние впадины гайки соединяют специальным каналом, выполненным в виде вкладыша.
Сборку передачи начинают с установки полутайки 4 на винт 10, вводя между винтом и полугайкой шарики. Шарики вводят через окно гайки, предусмотренное для установки вкладыша. После введения шариков устанавливают вкладыш с каналом перебега. Затем, перемещая полугайку 4 вдоль винта, ее вводят в корпус и устанавливают крышку 9 с уплотнением 1, закрепляя их винтами 7. После установки полугайки 4 переходят к монтажу в корпус полугайки 3, осуществляя его в той же последовательности, что и монтаж полугайки 4. Регулирование зазора в винтовой передаче осуществляется с помощью зубчатого сектора 8 и сегмента 6, которые крепят к корпусу гайки винтами. Регулирование положения подвижной полугайки 3 относительно неподвижной 4 осуществляется после установки крышки 9 и уплотнения 1 и их закрепления на корпусе винтами 2.
Зубчатая передача — это механизм для передачи вращательного движения и изменения частоты и направления вращения, а также для преобразования вращательного движения в поступательное.
Передача может состоять из зубчатых колес, зубчатого колеса и рейки либо из червяка и червячного колеса. Зубчатые передачи бывают открытого и закрытого типа. Зубчатые передачи могут быть встроены в механизм, машину или выполнены в виде самостоятельного агрегата — редуктора.
Зубчатые передачи получили широкое распространение в связи с преимуществами по сравнению с другими видами передач (ременные и цепные). Они обеспечивают высокий КПД (до 0,99), возможность передачи больших мощностей (до десятков тысяч киловатт) при окружных скоростях до 150 м/с, высокую кинематическую точность, надежность и долговечность при различных условиях работы.
В зависимости от формы профиля зуба различают эвольвентные и циклоидные передачи, а также передачи с зацеплением Новикова. Наибольшее распространение получили передачи с эвольвентным профилем зуба.
В зависимости от взаимного расположения геометрических осей валов различают передачи с параллельными осями (осуществляются цилиндрическими зубчатыми колесами); с пересекающимися осями (осуществляются коническими зубчатыми колесами); со скрещивающимися осями (осуществляются цилиндрическими зубчатыми колесами с винтовыми зубьями, коническими зубчатыми колесами с винтовыми зубьями, червячным колесом и червяком).
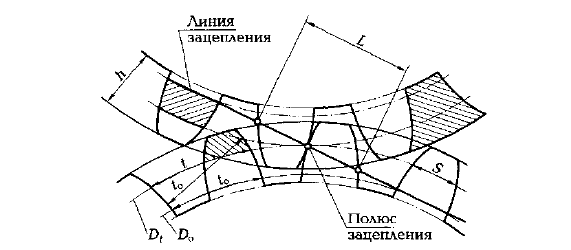
Рис. 1. Основные элементы зубчатого зацепления: Do — основная окружность; Dt — начальная окружность; h — высота зуба; L — длина зацепления; S — толщина зуба; t0 — основной шаг; t — окружной шаг
Основные элементы зубчатого зацепления прямозубой цилиндрической зубчатой передачи с эвольвентным профилем зуба (рис. 1) следующие:
профиль зуба — кривая, по которой очерчен профиль зуба;
начальная окружность (Dt) — соприкасающиеся друг с другом окружности, имеющие общие центры с сопряженными зубчатыми колесами и катящиеся одна относительно другой без скольжения;
полюс зацепления — точка касания начальных окружностей сопряженных зубчатых колес;
делительная окружность — окружность зубчатого колеса, на которой шаг и угол зацепления равны соответственно шагу и углу инструмента, которым нарезают зубчатое колесо (в большинстве случаев совпадает с начальной окружностью);
основная окружность (Do — окружность, описанная вокруг центра зубчатого колеса, обкатываясь по которой производящая линия очерчивает профиль зуба колеса;
линия зацепления — линия, которая очерчивает профиль зуба;
окружной шаг (t) — расстояние между двумя одноименными точками двух соседних профилей зубьев, измеренное по делительной окружности;
основной шаг (t0) — расстояние между двумя одноименными точками двух соседних зубьев, измеренное по нормали к ним;
толщина зуба (S) — длина дуги окружности между двумя разноименными профилями одного зуба, измеренная по делительной окружности;
длина зацепления (L) — отрезок линии зацепления между началом и концом фактического касания сопряженных профилей зубьев.
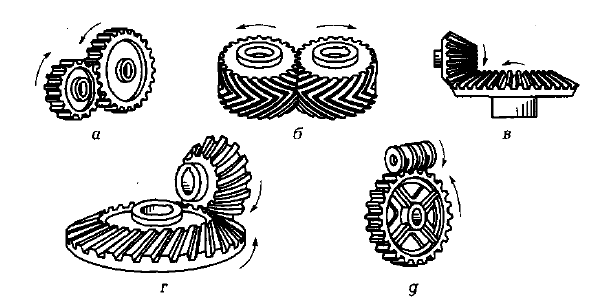
Цилиндрические зубчатые передачи могут быть прямозубыми (рис. 2, а), косозубыми и шевронными (рис. 2, б). Прямозубые цилиндрические передачи широко применяют в коробках скоростей и редукторах.
Рис. 2. Виды зубчатых передач: а — цилиндрическая прямозубая; б — цилиндрическая с шевронными зубьями; в — коническая прямозубая; г — коническая с винтовым зубам; д — червячная
Цилиндрические косозубые передачи обеспечивают более плавный по сравнению с цилиндрической прямозубой передачей вход зубьев в зацепление и, соответственно, более плавную работу передачи, но наклон зубьев исключает возможность использования этих зубчатых колес для переключения частот вращения, а также требует применения в узлах подшипниковых опор, способных воспринимать осевую нагрузку.
Зубчатые колеса цилиндрических шевронных передач по ширине состоят из двух участков с зубьями, имеющими левый и правый наклон. Эти передачи способны передавать очень большие мощности.
Конические и гипоидные (конические винтовые) зубчатые передачи (рис. 2, в, г) изготавливают с прямыми, тангенциальными и криволинейными зубьями. Эти передачи отличают плавность, бесшумность и высокая нагрузочная способность.
Червячные зубчатые передачи (рис. 2, д) бывают с цилиндрическим и глобоидным (вогнутой формы) червяком. В глобоидных передачах в зацепление одновременно входят 5 — 7 зубьев, в то время как в передачах с цилиндрическим червяком — 1 —2 зуба. Поэтому у глобоидных передач КПД и передаваемая мощность выше. Однако глобоидные червяки сложнее в изготовлении и сборке, что ограничивает их применение. Угол скрещивания осей червяка и червячного колеса составляет, как правило, 90°.
По точности изготовления зубчатые колеса подразделяются на 12 степеней. В машиностроении применяют в основном передачи 6—9-й степеней точности. К 6-й относятся передачи высокой точности, работающие с большими окружными скоростями. Передачи нормальной и средней точности относятся соответственно к 7-й и 8-й степеням. К 9-й, низкой степени точности, относятся тихоходные передачи.
Технические требования к зубчатым передачам.
Технические требования к зубчатым передачам в значительной степени зависят от их назначения и определяются исходя из кинематической точности передачи, которая характеризуется погрешностью угла поворота колеса при его зацеплении с эталонным зубчатым колесом, плавностью работы передачи и контактом зубьев.
Для всех зубчатых передач независимо от их точности установлены нормы на боковой зазор в зубчатых колесах. Боковой зазор в зубчатой передаче компенсирует возможные ошибки в размерах зубьев, неточность межосевого расстояния в передаче, а также возможные отклонения формы зубьев вследствие их нагревания. Однако наличие бокового зазора в передаче может привести к появлению ударов в процессе ее работы, а также являться причиной мертвого хода. Поэтому к величине бокового зазора предъявляют достаточно высокие требования: величина бокового зазора не должна выходить за предельно допустимые значения, так как это может привести к заклиниванию зубьев (если зазор слишком мал) или к нарушению плавности работы (если зазор превышает допустимую величину) передачи, величина зазора должна обеспечивать минимальный мертвый ход. Допускаемые значения величины бокового зазора указываются в справочной литературе.
К зубчатым колесам, поступающим на сборку, и к самим зубчатым передачам предъявляют следующие технические требования:
в зависимости от точности передачи зубья колес при контроле «на краску» должны иметь поверхность контакта размерами 0,25…0,8 по длине зуба и 0,2…0,55 — по высоте;
биение колес как радиальное, так и торцевое не должно превышать пределов, установленных техническими условиями на собираемую передачу;
оси валов под зубчатые колеса должны быть взаимнопараллельны (для цилиндрической передачи) или взаимно-перпендикулярны (для конической передачи) и лежать в одной плоскости;
между зубьями колес должен иметься зазор, размер которого зависит от степени точности передачи и определяется по таблицам соответствующих справочников;
собранная сборочная единица должна быть испытана на холостом ходу и под нагрузкой и обеспечивать плавность и бесшумность работы передачи, а также умеренный нагрев подшипниковых опор.
Точность изготовления зубчатых колес и сборки передачи должна соответствовать требованиям соответствующих стандартов.
Прежде чем приступить к сборке узла с зубчатыми передачами необходимо проверить соответствие элементов зубчатых колес требованиям технических условий.
Входной контроль зубчатых колес.
При входном контроле (на примере цилиндрического зубчатого колеса с прямыми зубьями) необходимо проверить следующие параметры: погрешность основного шага, погрешность окружного шага, радиальное биение, толщину зуба, смещение исходного контура, длину общей нормали.
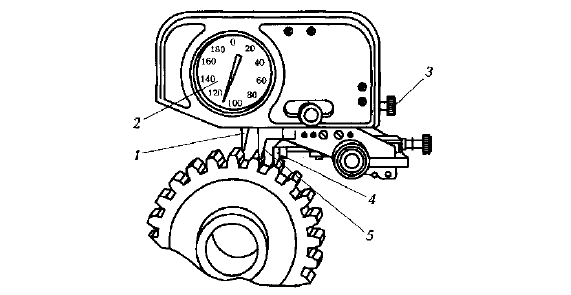
Контроль погрешности основного шага осуществляется с помощью специального прибора — шагомера основного шага (рис. 3). Измерительный наконечник 1 подвешен на плоских пружинах. Перемещение наконечника фиксируется отсчетным устройством 2, представляющим собой индикатор часового типа с ценой деления 0,001 мм. Второй измерительный наконечник 5 (подвижный) устанавливается винтом 3 в необходимое положение, которое определяется модулем контролируемого зубчатого колеса. Опорный наконечник 4 поддерживает прибор при измерениях и обеспечивает расположение линии зацепления по нормали к профилям зубьев. Шагомер настраивают при помощи блока концевых мер длины, размер которого равен размеру основного шага проверяемого зубчатого колеса.
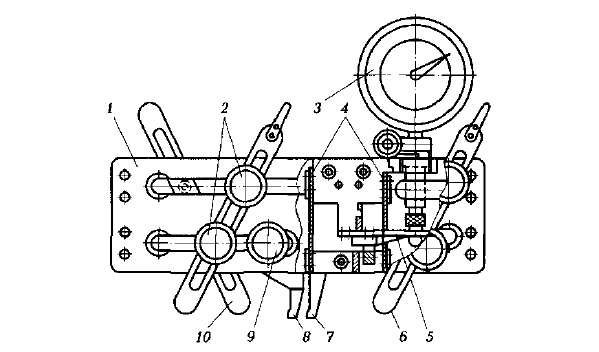
Контроль погрешности окружного шага осуществляется также при помощи шагомера (рис. 4). Переставной наконечник 8 перемещается относительно шкалы корпуса 1 и закрепляется неподвижно винтом 9. Подвижный наконечник 7 закреплен на подвесе 4 и через угловой рычаг 5 передает движение измерительному наконечнику индикатора 3, фиксирующему отклонение равномерности шага. Опорные ножки 6 и 10 перемещаются и закрепляются винтами 2.
Установка переставного наконечника на заданный размер осуществляется при его перемещении относительно корпуса до совпадения штриха, нанесенного на наконечник, со штрихом шкалы, соответствующим модулю проверяемого зубчатого колеса.
Контроль погрешности окружного шага осуществляется следующим образом. Шагомер накладывают на контролируемое колесо, добиваясь плотного контакта шариков, запрессованных в выступах передних опорных ножек, с торцом зубчатого колеса и контакта их закругленной части с окружностью выступов. Шагомер последовательно переносят с одной пары зубьев на другую до возвращения к исходной паре. При этом фиксируются отклонения стрелки индикатора.
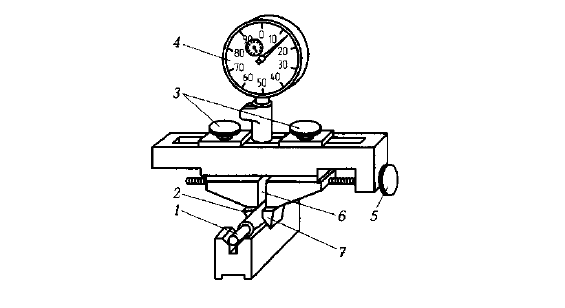
Контроль радиального биения осуществляется с помощью специального прибора — биениемера (рис. 5), наконечник 3 которого может иметь различную форму, но должен касаться поверхностей двух соседних зубьев по постоянной хорде. При контроле проверяемое зубчатое колесо 1 надевают на оправку 2. Наконечник 3 на измерительном стержне 4 перемещается в направляющей втулке 7, установленной на стойке 8, под действием пружины и прикрепленной к нему планкой 6 воздействует на измерительный наконечник 5 индикатора. Измерения производят, вводя наконечник последовательно во все впадины между зубьями колеса. Радиальное биение определяют как разность между максимальным и минимальным отклонением стрелки индикатора.
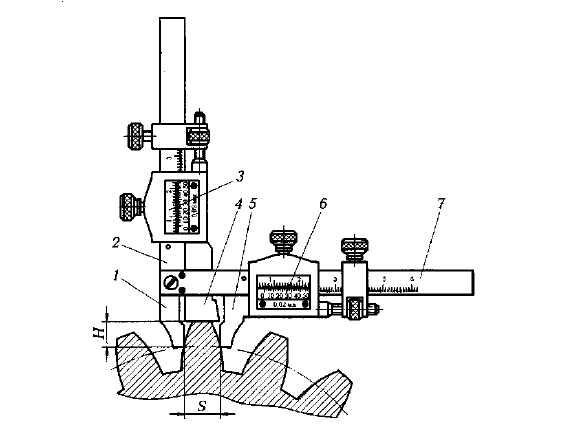
Контроль толщины зуба производят, измеряя ее по постоянной хорде с помощью хордового зубомера — пггангензубомера (рис. 6), имеющего две взаимно-перпендикулярные шкалы 2 и 7. Одна из шкал предназначена для определения высоты, а другая —для измерения длины постоянной хорды. Перед началом измерения упор 4 устанавливают по нониусу 3 на размер, равный высоте, по которой предполагается измерять длину постоянной хорды, и закрепляют в этом положении. Измерительные губки 1 и 5 после установки зубомера упором 4 на окружность выступов проверяемого колеса сдвигают до соприкосновения подвижной измерительной губки 5 с профилем зуба. Длину постоянной хорды определяют по нониусу 6.
Рис. 6. Штангензубомер: 1, 5 — измерительные губки; 2,7 — шкалы; 3, 6 — нониусы; 4 — упор; Н и S — высота и длина постоянной хорды
Контроль смещения исходного контура осуществляется при помощи зубомера смещения — тангенциального зубомера (рис. 7). Плоскости измерительных губок 2 и 7 воспроизводят контур исходной рейки. Расстояние между измерительными губками изменяется регулировочным винтом 5. Настройка зубомера на исходный контур производится при помощи ролика 1, диаметр которого соответствует модулю проверяемого колеса. Положение губок после настройки фиксируется винтами 3. Если положение действительного контура зуба колеса не соответствует его номинальному значению, то величину отклонения от номинального значения можно определить, наблюдая за отклонением стрелки отсчетного устройства индикатора.
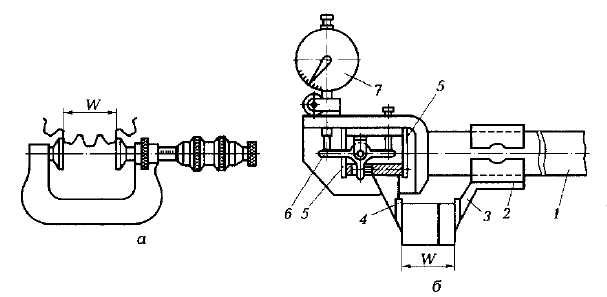
Контроль длины общей нормали осуществляется с помощью зубомерного микрометра (рис. 8, а) или индикаторного нормалемера (рис. 8, б).
Рис. 8. Инструменты для контроля длины общей нормали: а — зубомерный микрометр; б — индикаторный нормалемер; 1 — трубка; 2 — разрезная втулка; 3 — переставная губка; 4 — измерительная губка; 5 — плоская пружина; 6 — угловой рычаг; 7 — индикатор; W — длина общей нормали
Индикаторный нормалемер состоит из трубки 7, по которой может передвигаться втулка 2 с жестко закрепленной на ней переставной губкой 3. Подвижная губка 4 перемещается параллельно трубке 1 на плоских пружинах 5. Движение подвижной губки 4 через угловой рычаг 6, имеющий соотношение плеч 2:1, передается на индикатор 7. Разная величина плеч рычага 6 обеспечивает увеличение точности измерений индикатора в 2 раза. Отклонение длины общей нормали от номинального значения определяется как разность наибольшего и наименьшего показаний индикатора.
Сборка цилиндрических зубчатых передач.
Сборка зубчатых передач начинается со сборки составных зубчатых колес, если их установка предусмотрена техническими условиями. После этого проводится контроль основных параметров зубчатого зацепления, описанный ранее.
После сборки составных зубчатых колес и контроля их основных параметров переходят к установке зубчатых колес на вал и монтажу валов с установленными на них зубчатыми колесами в корпус с последующей проверкой собранной передачи.
Сборка составных зубчатых колес сводится к установке зубчатых венцов, изготовленных из дорогостоящих легированных материалов, на ступицу, изготовленную из конструкционной стали или из чугуна. Соединение зубчатого венца со ступицей осуществляется при помощи болтов или винтов.
Установка зубчатых колес на вал начинается с контроля соответствия геометрических размеров и формы посадочных мест требованиям чертежа, после чего устанавливают зубчатое колесо на вал, обеспечивая его фиксацию на валу за счет шпоночного, шлицевого или штифтового соединения. Стопорение зубчатого колеса на валу от осевого смещения осуществляется гайкой и шайбой, шайбой и винтом, стопорным кольцом, стопорным винтом с контргайкой.
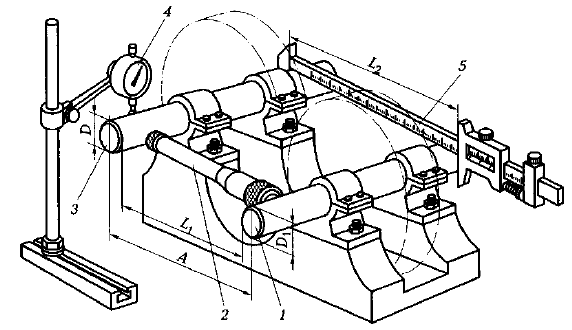
При монтаже валов с зубчатыми колесами в корпус необходимо, прежде всего, проверить расстояние между осями отверстий в корпусе. Межосевое расстояние можно измерить, пользуясь калибрами 1 и 3 и нутромером 2 или штангенциркулем 5 (рис. 9).
Рис. 9. Схема контроля расстояния между осями валов цилиндрической зубчатой передачи: 1,3 — калибры; 2 — нутромер; 4 индикатор; 5 — штангенциркуль; D, D1, — диаметры калибров; А — межосевое расстояние; L1 L2 — расстояние между калибрами
После проверки параллельности осей отверстий под валы передачи производят установку в корпус редуктора валов и подшипниковых опор.
Контроль качества сборки цилиндрической зубчатой передачи.
При контроле качества сборки цилиндрической зубчатой передачи проверке подвергаются параметры, характеризующие работоспособность и долговечность передачи — боковой зазор и контакт зубьев зубчатых колес.
Контроль бокового зазора в зубчатой передаче осуществляется различными способами (щупом, свинцовой проволочкой, прокатываемой между зубьями передачи, и косвенным методом), выбор которых зависит от конструкции передачи и ее размеров.
При помощи щупа боковой зазор проверяют, вводя щуп между боковыми поверхностями зубьев зубчатых колес. В этом случае толщина щупа будет соответствовать величине зазора между боковыми поверхностями зубьев.
При использовании свинцовой проволочки (при контроле зубчатых колес с модулем от 6 мм и более) ее прокатывают между различными зубьями колеса 3—4 раза и по толщине проволочки после прокатывания определяют величину бокового зазора в передаче (длина свинцовой проволочки должна быть равна длине зуба колеса).
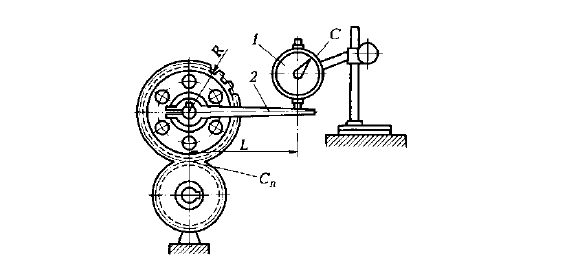
Рис. 10. Схема контроля бокового зазора: 1 — индикатор; 2 — рычаг-поводок; Сп — боковой зазор; R — радиус начальной окружности проверяемого колеса; L — расстояние от оси вала до ножки индикатора; С — показания индикатора
Проверку бокового зазора косвенным методом в передачах, у которых отсутствует свободный доступ к зубчатым колесам, производят при помощи рычага и индикатора часового типа (рис. 10). На валу ведущего зубчатого колеса закрепляют поводок 2 и стопорят ведомое зубчатое колесо. На корпус устанавливают стойку с закрепленным в ней индикатором 1, измерительный наконечник которого вводят в контакт с поводком 2, затем поворачивают ведущее зубчатое колесо сначала в одну сторону, а затем в другую, отмечая суммарную величину отклонения стрелки индикатора.
Величину бокового зазора рассчитывают, основываясь на показаниях индикатора, по формуле Сп = CR/L, где Сп — боковой зазор; С — показания индикатора; R — радиус начальной окружности проверяемого зубчатого колеса; L — расстояние от оси вала до измерительного наконечника индикатора.
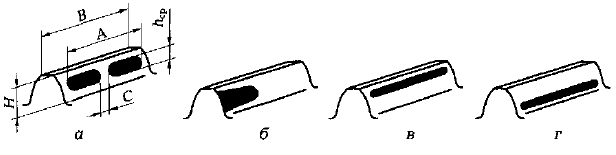
Контроль зубчатой передачи «на краску» осуществляется в целях определения качества сборки передачи. Зубья меньшего по диаметру зубчатого колеса покрывают слоем краски и проворачивают передачу на один оборот. По отпечаткам, оставшимся на зубьях сопряженного зубчатого колеса, судят о качестве сборки передачи, сравнивая их с эталонными отпечатками (рис. 11).
Рис. 11. Контроль прямозубых цилиндрических зубчатых колес по расположению пятна контакта: а — правильно; б — при перекосе осей; в — при увеличенном радиальном зазоре; г — при недостаточном радиальном зазоре; Н — высота зуба; В — длина зуба; А — длина пятна контакта; hcp — высота пятна контакта; С — расстояние между пятнами контакта
Сборка конических зубчатых передач.
Конические зубчатые колеса изготавливают с прямыми, тангенциальными (косыми) и криволинейными (круговыми) зубьями.
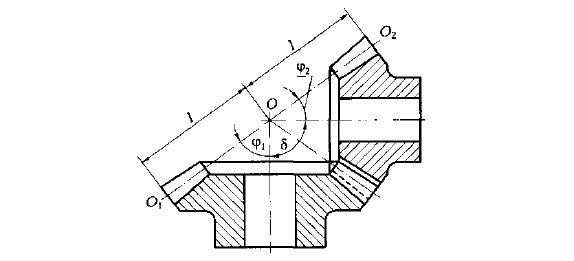
Основными параметрами, характеризующими коническую зубчатую передачу, являются межосевой угол δ, угол начального конуса φ, модуль зубчатого зацепления, число зубьев зубчатых колес передачи, длина 1 начальной образующей конуса передачи (рис. 12).
Рис. 12. Коническая зубчатая передача: δ — межосевой угол; φ1, φ2 — углы начального конуса зубчатых колес конической зубчатой передачи; l — длина начальных образующих конических зубчатых колес передачи; ОО1 и ОО2 — начальные образующие зубчатых колес конической зубчатой передачи; О — точка пересечения осей зубчатой передачи
Технические требования, предъявляемые к конической зубчатой передаче, в основном аналогичны техническим требованиям, которым должны удовлетворять цилиндрические зубчатые передачи.
В качестве дополнительных, присущих только конической зубчатой передаче, технических требований следует отметить следующие: оси отверстий под установку зубчатых колес должны проходить через центр начальной окружности, лежать в одной плоскости и не иметь перекоса; угол пересечения валов конической зубчатой передачи должен соответствовать техническим условиям; предельное смещение вершин делительного конуса должно соответствовать допустимому осевому смещению колес, указываемому в технических условиях на сборку.
Сборка конической зубчатой передачи начинается с установки и закрепления зубчатых колес на валах, после чего производятся установка валов в корпус, регулирование и контроль качества сборки.
Установка и закрепление на валах конических зубчатых колес осуществляется так же, как и цилиндрических. Правильность установки на валу конического зубчатого колеса и наличие радиального биения определяют по расположению пятен контакта при зацеплении установленного конического зубчатого колеса с другим — эталонным зубчатым колесом.
Установка валов с установленными на них коническими зубчатыми колесами в корпус производится только после того, как будет произведена проверка взаимного расположения осей отверстий под валы в корпусе. Эту проверку осуществляют при помощи калибров 1 и 2, которые устанавливают в отверстиях корпуса (рис. 13, а). Если оси отверстий взаимно-перпендикулярны, то калибр 1 свободно входит в отверстие калибра 2. Для контроля перпендикулярности осей отверстий под валы зубчатой конической передачи можно использовать другой способ (рис. 13, б). В этом случае оси отверстий считаются перпендикулярными, если лапка калибра 1 плотно, без просветов, по всей длине прилегает к образующей калибра 2. Перпендикулярность осей отверстий можно также проверить при помощи калибров со срезанными до оси концами (рис. 13, в). Если срезанные концы калибров плотно прилегают друг к другу, то оси отверстий взаимно-перпендикулярны. Плотность прилегания плоскостей калибров проверяют щупом.
Рис. 13. Схема контроля расположения осей отверстий под валы зубчатой передачи с помощью калибров: а — с отверстием и штифтом; б — с лапкой и гладким; в — со срезанными концами; 1,2 — калибры; С — зазор
Регулирование собранной конической зубчатой передачи проводится в целях обеспечения плавности ее работы. В процессе регулирования корректируют боковой зазор между зубьями конических зубчатых колес до значения, заданного техническими условиями на сборку. Величину бокового зазора в процессе его регулирования контролируют щупом или с помощью свинцовых пластин. В передачах повышенной точности боковой зазор контролируют, используя индикатор часового типа.
Регулирование бокового зазора осуществляется за счет изменения положения зубчатых колес в осевом направлении. После установки конических зубчатых колес в положение, обеспечивающее необходимую величину бокового зазора, нужно зафиксировать это положение так, чтобы при последующих разборках и сборках узла положение не изменялось. Этого можно достигнуть двумя способами:
подбором толщины регулировочных колец или прокладок, которые устанавливают между торцевыми поверхностями деталей зубчатого зацепления и сопрягаемых с ними деталей;
перемещением конического зубчатого колеса при вращении регулировочных гаек.
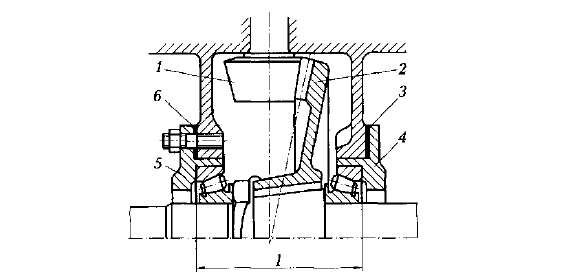
Регулирование бокового зазора в конической зубчатой передаче осуществляют следующим образом (рис. 14). Зубчатое колесо 1, расположенное на валу, устанавливают в корпус по координате Н, используя шаблон и изменяя толщину комплекта прокладок 2. Затем в отверстии корпуса монтируют вал с установленным на нем зубчатым колесом 4. В заключении на корпус устанавливают крышку, размещая между ней и корпусом комплект прокладок 3, толщина которых указывается в технических условиях на сборку. После этого проверяют величину бокового зазора в передаче и, в случае необходимости, изменяют толщину прокладок 2 и 3.
Рис. 14. Регулирование бокового зазора в конической зубчатой передаче: 1,4 — зубчатые колеса; 2, 3 — комплекты прокладок; Н — координата первоначальной установки зубчатого колеса
В большинстве случаев при регулировании бокового зазора в конической зубчатой передаче возникает необходимость в одновременном регулировании подшипниковых опор с радиальноупорными подшипниками с коническими роликами.
В случае необходимости одновременного регулирования бокового зазора в конической зубчатой передаче и осевого зазора в подшипниковой опоре регулирование выполняется таким образом, чтобы при смещении ведомого зубчатого колеса 2 (рис. 15) осевой зазор в подшипниковых опорах оставался неизменным. При регулировании узла между корпусом редуктора и крышкой устанавливают комплекты прокладок 3 и 6, толщина которых должна обеспечивать заданный техническими условиями на сборку осевой зазор в подшипниковых узлах. После установки прокладок затягивают болты и гайки крепления крышек 4 и 5 к корпусу и проверяют плавность вращения вала и величину его осевого смещения. Закончив регулирование осевого зазора в подшипниковых узлах, необходимо обеспечить его постоянство при последующем регулировании бокового зазора в зацеплении зубчатых колес 1 и 2. Эти условия будут соблюдены, если обеспечить постоянство размера 1 между внешними торцами наружных колец подшипников качения. Постоянство размера 1 достигается при условии неизменной суммарной толщины прокладок, установленных под правую и левую подшипниковые опоры.
Рис. 15. Одновременное регулирование бокового зазора зубчатого зацепления и осевого зазора в роликовых подшипниках качения: 1,2 — зубчатые колеса; 3,6 — комплекты прокладок; 4.5 — крышки; l — регулируемое расстояние между внешними торцами наружных колец подшипника
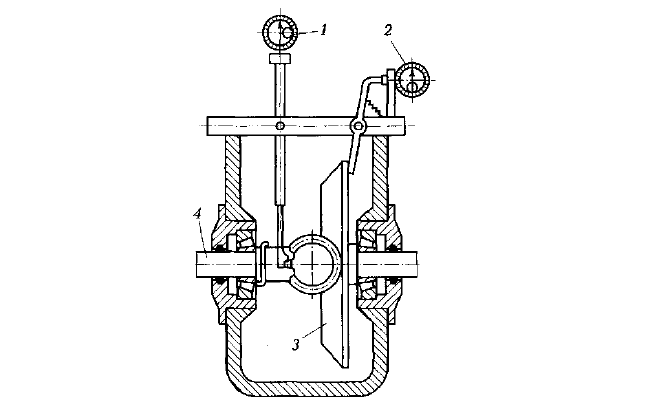
В процессе регулирования бокового зазора необходимо проверять соответствие его величины требованиям технических условий на сборку. Проверить боковой зазор в конической зубчатой передаче можно так же, как и в цилиндрической зубчатой передаче (щупом, свинцовой проволочкой или пластиной), или специальным приспособлением с индикатором часового типа (рис. 16). В этом случае при помощи индикатора 1 определяют величину бокового зазора в передаче, а индикатор 2 служит для определения торцевого биения конического зубчатого колеса 3 и осевого смещения вала 4, которое определяет величину бокового зазора в подшипниковых опорах передачи.
Контроль качества сборки конической зубчатой передачи.
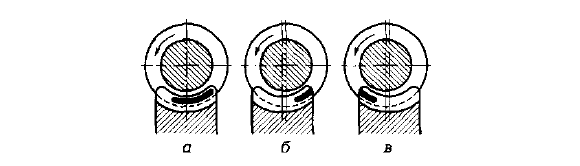
Комплексный контроль качества сборки конической зубчатой передачи осуществляется методом «на краску». Для этого тонкий слой краски наносят на два зуба каждого из колес передачи, причем зубья для нанесения краски следует выбирать так, чтобы между ними было возможно большее число чистых зубьев. После нанесения краски зубчатые колеса проворачивают в направлении работы передачи и по отпечаткам (пятнам контакта) судят о качестве сборки прямозубой конической передачи (рис. 17).
Рис. 17. Расположение пятен контакта при контроле сборки конических зубчатых колес с прямым зубом: а — правильно; б — зазор в передаче мал; в — межосевой угол меньше расчетного; г — межосевой угол больше расчетного; l — длина зуба; h — высота зуба
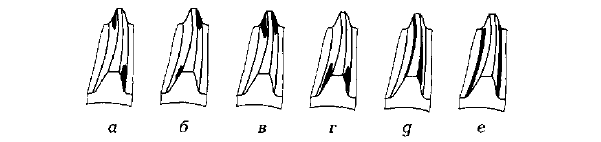
При контроле «на краску» гипоидных зубчатых колес отпечатки на зубьях ведомого зубчатого колеса отличаются по расположению пятен контакта от отпечатков на прямозубых зубчатых колесах (рис. 18).
Рис. 18. Контрольные отпечатки краски при проверке гипоидных конических зубчатых передач «на краску»: а—е — отпечатки краски (показаны черным цветом), соответствующие смещению ведущих и ведомых зубчатых колес одного относительно другого
Сборка червячных зубчатых передач.
Червячные передачи представляют собой зубчато-винтовые передачи и состоят из винта, называемого червяком, и червячного колеса, представляющего собой разновидность цилиндрического косозубого колеса.
По сравнению с цилиндрическими зубчатыми передачами с винтовым зубом, которые также обеспечивают передачу движения между валами с перекрещивающимися осями, червячные передачи имеют ряд преимуществ: начальный контакт зубьев происходит не по точке, а по линии; угол пересечения осей может быть каким угодно, но в большинстве случаев он составляет 90°; обод червячного колеса в отличие от обода цилиндрического косозубого колеса имеет вогнутую форму, что способствует увеличению длины линии контакта зубьев; червячные передачи работают плавно и бесшумно.
Существенным недостатком червячных передач является низкий КПД из-за больших сил трения, возникающих в передаче.
Резьба червяка может быть одно- и многозаходной, правой и левой. Угол подъема винтовой линии червяка соответствует углу подъема зубьев червячного колеса. В большинстве случаев применяют передачи, имеющие правое направление подъема винтовой линии и число заходов от одного до четырех. Червяки для червячных передач изготавливают из углеродистых конструкционных или легированных сталей с последующей термической обработкой до твердости 58…63 HRC.
Наибольшее распространение для изготовления червяков получили легированные стали марок 15Х, 20, 12ХН2, 12ХГТ, 20ХФ и углеродистые стали марок 40 и 45, которые закаливают до твердости 45…55 HRC. В большинстве случаев червяк изготавливают как единое целое с валом.
Выбор материала для изготовления червячного колеса зависит от скорости скольжения червяка по зубьям колеса. Так как условия смазывания червячной передачи весьма неблагоприятны и она имеет склонность к заеданию, венец червячного колеса изготавливают из бронзы, а в некоторых случаях, но значительно реже, из чугуна или из пластических масс. Центральную часть червячного колеса — ступицу в связи с высокой стоимостью бронзы изготавливают из стали или из чугуна. Для изготовления зубчатого венца применяют бронзы, обладающие высокими антифрикционными свойствами.
При серийном изготовлении червячные колеса выполняют биметаллическими, т.е. зубчатый венец получают методом центробежного литья в специальные формы, в которых предварительно устанавливают чугунную или стальную ступицу.
При небольших размерах червячных колес зубчатые венцы крепят к ступице винтами. При изготовлении зубчатого венца из полимерных материалов его закрепляют на ступице болтами. При этом зубчатый венец устанавливают между двумя металлическими дисками.
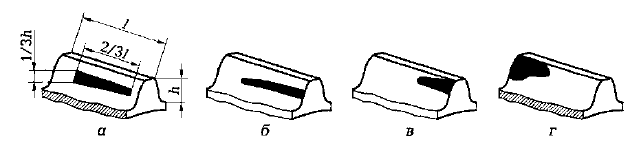
К червячным передачам предъявляют следующие технические требования:
профиль и шаг зубьев червячного колеса и червяка должны совпадать;
длина контакта зубьев червяка и червячного колеса должна составлять не менее 2/3 длины зуба;
величина радиального и торцевого биения червячного колеса и червяка должна соответствовать точности передачи;
межосевое расстояние должно соответствовать расчетным величинам и не выходить за пределы допусков, установленных для передачи заданной точности;
оси валов должны совпадать с осями отверстий в корпусе и располагаться по отношению друг к другу под углом 90°;
холостой ход червяка, т. е. угол поворота червяка при неподвижном червячном колесе, должен соответствовать точности передачи;
при проверке работоспособности передачи она должна работать плавно и бесшумно;
во время испытания передачи под нагрузкой температура подшипников в опорах передачи не должна превышать 60 °C.
Технологический процесс сборки червячной передачи предусматривает выполнение следующих операций:
Сборка и установка на вал червячного колеса.
Контроль межосевого расстояния.
Общая сборка червячной передачи.
Контроль качества сборки.
Сборка червячной передачи.
Сборка и установка на вал червячного колеса в большинстве случаев начинается с напрессовывания зубчатого венца на ступицу. Напрессовывание может осуществляться как в холодном, так и в горячем состоянии. Затем сверлят отверстия и нарезают в них резьбу под винты или под стопоры, которые после ввинчивания в отверстия раскернивают в целях предупреждения их самопроизвольного отвинчивания. После установки стопоров червячное колесо проверяют на радиальное биение. Установка червячного колеса на вал и его проверка осуществляются так же, как и при установке на вал цилиндрических зубчатых колес.
При установке колеса на вал с применением призматической шпонки ступицу колеса зажимают распорными втулками или крепят с обеих сторон гайками. Регулирование осевого положения червячного колеса на валу осуществляется в первом случае за счет установки компенсационных колец, а во втором — смещением гаек.
При сборке червячной передачи особенно важно обеспечить правильное зацепление червяка и червячного колеса. Это возможно только в тех случаях, когда угол скрещивания осей и межосевое расстояние соответствуют требованиям технических условий на сборку (если эти величины не указаны в технических условиях, то они должны соответствовать величинам, рекомендуемым для передач соответствующей точности и указываемым в справочной литературе).
При сборке червячной передачи также необходимо обеспечить совпадение средней плоскости червячного колеса с осью червяка и боковой зазор в передаче, соответствующий требованиям технических условий. Поэтому, прежде чем приступить к монтажу червяка и червячного колеса в корпус, необходимо проверить межосевое расстояние отверстий под их установку и взаимное расположение этих осей.
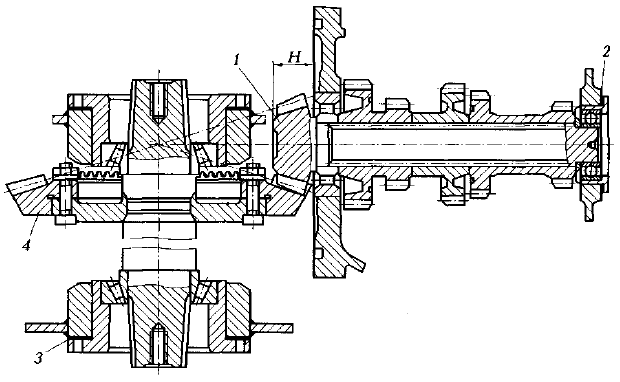
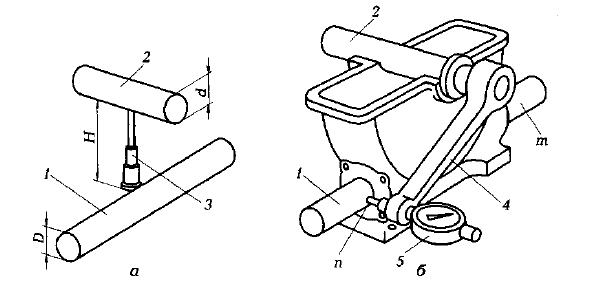
Проверка межосевого расстояния производится с помощью специальных, устанавливаемых в корпус эталонных валов 1 и 2 (рис. 19, а) микрометрическим нутромером 3. Межосевое расстояние определяют по формуле А = Н + (D + d)/2, где Н — расстояние между валами; D и d — диаметры валов.
Проверку угла скрещивания осей проверяют по схеме, приведенной на рис. 19, б. При помощи индикатора 5, установленного в рычаге 4, закрепленном на одном из валов, определяют отклонения положения второго вала в точках n и m. Полученный результат сравнивают с требованиями технических условий на сборку.
Рис. 19. Контроль расположения осей червячной передачи: а — межосевого расстояния при помощи контрольных оправок (эталонных валов); б — угла скрещивания; 1,3 — эталонные валы; 3 — микрометрический нутромер; 4 — рычаг; 5 — индикатор; D,d — диаметры эталонных валов; Н — расстояние между валами; m, n — точки контроля
Общую сборку червячной передачи начинают с установки в корпус червячного колеса и напрессовывания на его вал подшипников. После этого производят напрессовывание подшипников на вал червяка и устанавливают его в корпус, закрывая подшипниковые опоры червяка и червячного колеса крышками. После установки червячного колеса и червяка в корпусе переходят к проверке их взаимного положения и его регулированию.
Контроль качества сборки червячной передачи.
Осуществить контроль собранной червячной передачи на совмещение средней плоскости червячного колеса с осью червяка можно методом «на краску». В этом случае на поверхность зубьев червяка наносят тонкий слой краски и после его поворота по отпечаткам на зубьях червячного колеса судят об их взаимном расположении (рис. 20).
Рис. 20. Расположение пятен контакта при контроле червячной передачи «на краску»: а — правильно; б, в — средняя плоскость червячного колеса смещена относительно оси червяка
Взаимное положение червяка и червячного колеса в корпусе редуктора можно оценить также при помощи шаблона-угольника, приложив его к торцевой поверхности червячнбго колеса и замерив величину зазора между полкой угольника и наружной поверхностью червяка. Шаблон сначала прикладывают с одной, а затем с другой стороны червячного колеса и по разности величин судят о совпадении средней плоскости червячного колеса с осью червяка.
Наиболее точные результаты о взаимном расположении червячного колеса и червяка могут быть получены при помощи индикаторного приспособления, схема которого приведена на рис. 21.
Рис. 21. Установка индикаторного контроля взаимного расположения червяка и червячного колеса
Регулирование взаимного расположения червячного колеса относительно червяка осуществляется либо за счет установки компенсационных колец, либо осевым перемещением гаек, обеспечивающих крепление колеса на валу.
Боковой зазор в червячной передаче определяют, проворачивая червяк при неподвижном червячном колесе. Для определения величины бокового зазора на валах червяка и червячного колеса устанавливают рычаги, которые приводят в контакт с измерительными наконечниками индикаторов, установленных на стойках. По показаниям индикаторов определяют величину бокового зазора в передаче по формуле Сn = φL/3 600, где φ — угол поворота червяка; L — расстояние от оси червяка до измерительного наконечника индикатора.
Обкатка и испытание собранных зубчатых передач.
Обкатка зубчатых передач позволяет улучшить условия работы передачи (повышается КПД и уменьшается уровень шума) за счет приработки зубьев, которая заключается в выравнивании неровностей, имеющихся на их рабочих поверхностях.
Перед обкаткой необходимо проверить уровень масла в передаче.
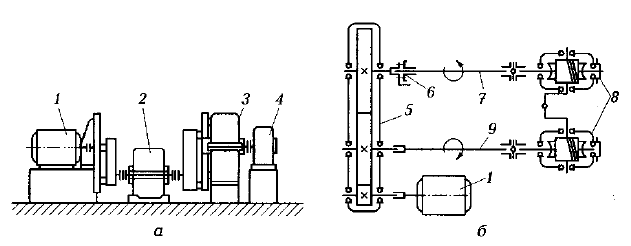
Обкатке подвергаются только те передачи, в которых устанавливают термически обработанные зубчатые колеса. Обкатка производится при подключении ведущего вала передачи к выходному валу электрического двигателя, при этом на ведомом валу создается нагрузка при помощи электрического или гидравлического тормозного устройства. Схема для обкатки редукторов с торможением приведена на рис. 22, а. Обкатка по этому методу требует больших энергетических затрат, поэтому более рационально использовать схему с замкнутым силовым контуром (рис. 22, б), что позволяет сократить затраты энергии на обкатку редуктора в 4—6 раз.
При обкатке зубчатых передач шум должен быть ровным, незначительным, без стука и периодического изменения тональности.
Уровень шума определяется шумомером и не должен превышать 85 дБ.
Испытания на холостом ходу проводят на нескольких режимах в зависимости от требований, предъявляемых к собранной передаче. Неответственные зубчатые передачи подвергают испытаниям на холостом ходу, обеспечивая вращение ее элементов в течение 2…3 ч при номинальной частоте. После этого проверяют зацепление «на краску» и определяют величину бокового зазора в контролируемой передаче.
Испытания под нагрузкой проводят в несколько этапов:
обкатывают передачи приблизительно в течение 3…4 ч, постепенно увеличивая нагрузку до 25 % от номинальной. Затем передачу останавливают и осматривают зубья колес, удаляя при помощи шабера появившиеся надиры, нарушающие нормальную работу передачи. Далее нагрузку увеличивают до 50, а затем до 75 % от номинальной, производя обкатку в каждом случае в течение 3… 4 ч и удаляя надиры, появившиеся в процессе обкатки;
нагрузку доводят до номинальной и обкатывают передачу в течение 1 …2 ч, оценивая уровень шума и контролируя состояние подшипниковых опор.