К числу этих инструментов относятся: дисковые и пальцевые модульные фрезы, зубодолбежные головки и протяжки. Первые два вида инструментов широко применяются в мелкосерийном и ремонтном производстве. Дисковые модульные фрезы выпускаются серийно инструментальными заводами. Два последних вида инструментов являются специальными и предназначены для изготовления колес определенного модуля и числа зубьев. Они используются на специальных станках в массовом производстве, очень сложны в изготовлении и имеют ограниченное применение.
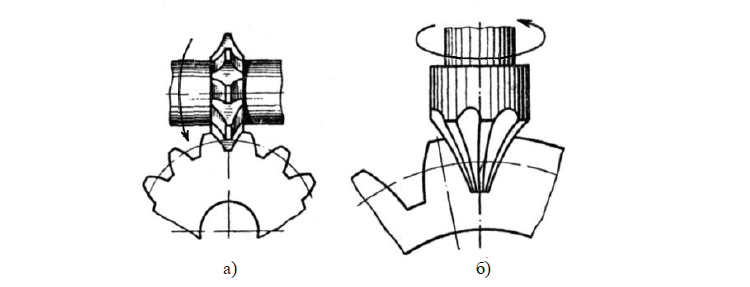
Рис. 1. Способы нарезания зубьев колес методом копирования: а — дисковой модульной фрезой; б — пальцевой модульной фрезой
Дисковые зуборезные фрезы представляют собой дисковые фрезы с фасонными режущими кромками. Применяются для нарезания прямозубых и реже косозубых колес (m = 0,3…26 мм) на универсально-фрезерных станках с делительным устройством.
В процессе зубонарезания фреза вращается вокруг своей оси, а движение подачи задается заготовке, установленной в делительном устройстве станка, параллельно ее оси. В начале захода фреза врезается на полную глубину впадины и далее перемещается вдоль нее. Процесс последовательной обработки впадин между зубьями нарезаемого колеса производится путем деления на один окружной шаг. Основным достоинством такого инструмента является простота переточки. Как и все инструменты с затылованными зубьями, дисковые модульные фрезы перетачиваются по передней грани. Процесс зубонарезания ими прост в наладке и кинематике и не требует применения специальных зуборезных станков. Однако такой способ нарезания зубьев является малопроизводительным и обеспечивает низкую точность из-за погрешностей деления и установки фрезы относительно заготовки. Зубья фрезы, как правило, затылованные, имеют далеко не оптимальную геометрию режущих кромок, что приводит к снижению режимов резания и стойкости инструмента.
Число зубьев у фрез с затылованным зубом из-за необходимости иметь большой припуск на переточку мало, что также отрицательно сказывается на производительности и качестве обработанной поверхности. Поэтому данным инструментом нарезаются колеса самой низкой (9-й и 10-й) степени точности.
При нарезании прямозубых колес методом копирования профиль режущих кромок является копией профиля впадины между зубьями колеса, который делится на рабочую часть, выполняемую по эвольвенте, и нерабочую часть у дна впадины, находящуюся ниже основной окружности радиусом rb1.
Рассмотрим решение задачи профилирования режущих кромок дисковой модульной фрезы применительно к этим двум частям. Из сказанного выше известно, что эвольвентный профиль имеет переменный радиус кривизны, зависящий от числа зубьев колеса z1 и угла профиля α. Модуль m определяет высоту и толщину зубьев, а в сочетании с z1 — диаметральные размеры колеса. Все эти параметры перед профилированием должны быть заданы.
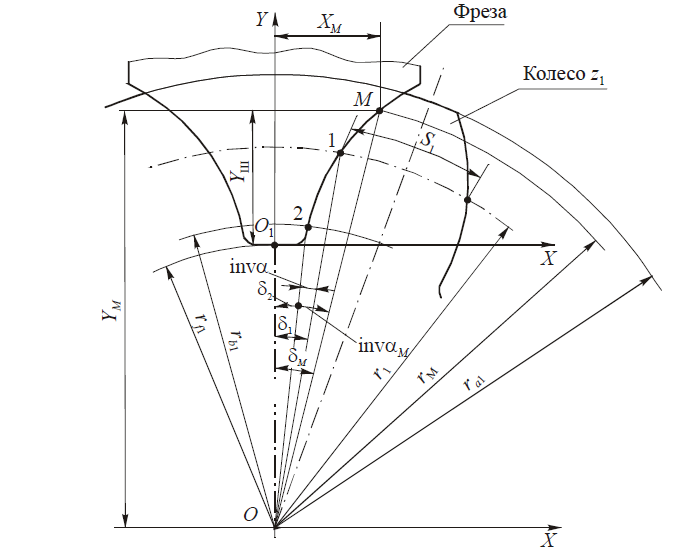
Расчетную схему строим так, чтобы начало координат совпало с центром колеса О, а ось Y проходила через линию симметрии впадины между зубьями (рис. 2). На схеме r1, rb1, ra1, rf1 и rM — радиусы окружностей соответственно делительной, основной, выступов, впадин и произвольной для некоторой точки М эвольвенты зуба колеса. Для построения профиля режущей кромки в полярной системе координат необходимо найти значение угла δМ при заданном значении радиуса rM.
Центральный угол δ1 для точки 1, лежащей на делительной окружности, будет равен четверти углового шага между зубьями (без учета коррекции и припуска на последующую обработку), т.е.
δ1 = 2π / 4z1 = π/2z1
Для точки 2 на основной окружности, как следует из уравнения эвольвенты и рис. 2,
δ2 = δ1 — inv α = π/2z1 -inv α
Для любой точки М эвольвенты, лежащей на окружности радиуса rM, угол
δМ = δ2 + inv αM = π/2z1 — inv α — inv αM
В этих уравнениях значения углов δ1, δ2 и δМ получаются в радианах. Для перевода в градусы их следует умножить на 57,29578° или воспользоваться справочными таблицами. В уравнении для стандартного зацепления α = 20° , а cos αM = rb/rM.
Как следует из рис. 2, координаты точки М удобнее задавать в декартовой системе координат:
При расчете профиля шаблона начало координат переносят из точки О в точку О1, лежащую на окружности впадин. При этом пересчитывают значения ординат Yш точек шаблона:
Yш = YM — rƒ
Значения абсцисс остаются без изменения, т.е. Хш = ХM.
Обычно для построения профиля берут 5…10 точек на профиле плюс три точки выше окружности выступов. Чем больше точек, тем выше точность построения профиля.
У чистовых фрез, предназначенных для нарезания корригированных колес, с учетом величины смещения профиля х1т и утонения зуба колеса на делительной окружности ΔS1 (для создания бокового зазора) величину δ1 можно определить по уравнению
где e‘1 — ширина впадины по делительной окружности для корригированных зубьев колеса; х1 — коэффициент смещения профиля (задается чертежом колеса); ΔS1 — утонение зуба (берется из справочника в зависимости от модуля).
При построении профиля вершины зуба фрезы, обрабатывающей нерабочий участок зуба колеса, исходят из следующих требований:
Необходимо обеспечить радиальный зазор сопрягаемых колес, который должен быть равен не менее 0,25m.
Нельзя допускать интерференцию (наложение) профилей сопрягаемых колес z1 и z2. В этом случае наибольшую опасность представляет сопряжение колеса с рейкой.
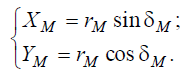
Первое требование выполняется путем оформления впадины у основания зуба колеса и, соответственно, вершины зуба фрезы по окружности радиуса (рис. 3, а):
r’ = кm
где к — коэффициент, зависящий от числа зубьев колеса (к = 0,25.. .0,52, причем наибольшее значение коэффициента берется для z1 = 12, а наименьшее — для z1 = 134. Абсцисса центра окружности x1 / 2 находится путем построения профиля, а ордината y1 = r‘).
Второе требование обусловлено тем, что интерференция профилей сопряженных колес может привести к заклиниванию передачи, что недопустимо. Поэтому нерабочий участок профиля впадины зуба колеса z1 должен быть построен по касательной к траектории вершины зуба сопрягаемого колеса z2 или рейки. Для колеса это удлиненная эпициклоида, для рейки — удлиненная эвольвента.
Учитывая невысокую точность колес, нарезаемых дисковыми фрезами, построение профиля нерабочего участка упрощают. При этом возможны два варианта, в зависимости от положения основной окружности относительно окружности впадин:
Основная окружность лежит ниже окружности впадин. т.е. rb1 < rf1 (рис. 3, а). Для некорригированных колес это имеет место при z1 > 34. В этом случае весь профиль до окружности впадин будет теоретически эвольвентным, ибо эвольвента начинается от основной окружности. Для построения профиля нерабочего участка ниже точки К проводят касательную к окружности впадин колеса и строят сопряжение дуги окружности радиуса r‘ с этой касательной и эвольвентой.
Основная окружность лежит выше окружности впадин, т.е. rb1 > rf1 (рис. 3, б). В этом случае нерабочий участок имеет наибольшую протяженность — от основной окружности до окружности впадин. Участок от точки К на основной окружности до точки В в месте сопряжения с окружностью радиуса r’ строят по прямой под углом 5о к линии симметрии впадины. Для некорригированных колес это имеет место при z1 < 34. Для z1 = 12…16 участок СД = 0, т.е. центр окружности r’ лежит на линии симметрии впадины колеса.
Рис. 3. Построение нерабочего участка профиля фрезы ниже точки K: а — rf1>rb1 (z1>34); б — rf1<rb1 (z1<34)
Как показывает анализ, наиболее существенное изменение профиля зубьев колес имеет место в диапазоне z1 = 12…135. Поэтому для точного нарезания зубьев колес одного значения модуля необходимо иметь число фрез n = 135-12 = 123 шт. Такое большое число фрез иметь нерентабельно, учитывая, что многие из них могут быть невостребованы и, кроме того, изменения профиля у двух соседних чисел зубьев весьма незначительны, особенно при больших их значениях.
С целью снижения числа типоразмеров фрез их целесообразно изготавливать комплектами из ограниченного количества фрез, каждая из которых предназначается для изготовления колес с числом зубьев в определенном диапазоне.
Стандартные дисковые фрезы изготавливают комплектами из 8 штук (номеров) для модулей m< 8 мм и из 15, а иногда из 26 номеров для колес m> 8 мм.
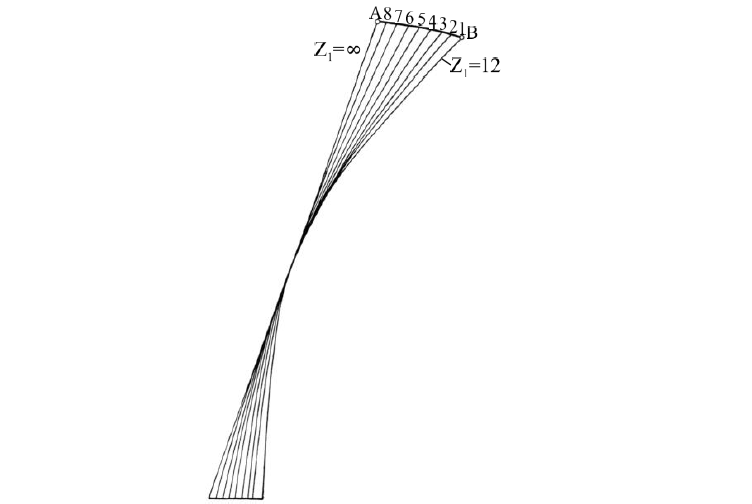
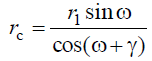
В основу комплектования фрез положено равенство отрезков по дуге окружности выступов колес. Для этого вычерчивают в увеличенном масштабе профиль рейки и профили зубьев колес от z = 12 и более. Разницу профилей по наружному диаметру делят на 8 примерно равных отрезков и определяют, какому числу зубьев соответствуют номера профилей от 1 до 8 (рис. 4). Каждая фреза из комплекта, таким образом, предназначена для нарезания определенного диапазона чисел зубьев. В табл. 1 приведены данные об этих диапазонах для номеров фрез в наборе из 8 и 15 фрез.
Рис. 4. Профили зубьев колес с разным числом зубьев и одного модуля.
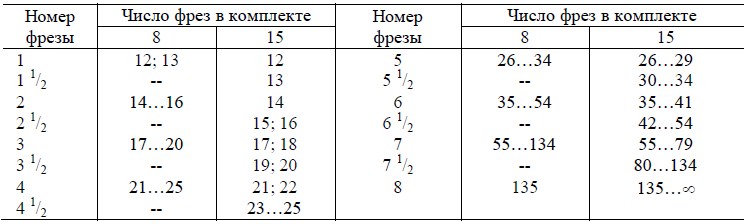
Из таблицы видно, что чем больше номер фрезы, тем шире диапазон чисел нарезаемых зубьев, а фрезой №8 можно нарезать колеса с z = 135 до ∞, т.е. включая рейку.
Таблица 1. Зависимость числа нарезаемых зубьев колеса от номера дисковой зуборезной фрезы для комплектов из 8 фрез (m <8 мм) и 15 фрез (m >8 мм)
С увеличением модуля увеличивается высота зубьев, а разница в кривизне профилей становится большей. Поэтому предусматриваются более узкие диапазоны чисел нарезаемых зубьев и большее число фрез в комплекте. Промежуточные номера при этом обозначаются дробными числами, например 31/2 (для комплекта из 15 фрез) или 51/4 (для комплекта из 26 фрез). Следует иметь в виду, что фреза каждого номера профилируется по наименьшему числу зубьев диапазона. В этом случае уменьшается опасность защемления зубьев сопряженных колес, так как радиус кривизны профиля будет тем меньше, а соответственно, ширина прорезаемой впадины тем больше, чем меньше число зубьев нарезаемого колеса.
Особенности конструкции и геометрические параметры дисковых зуборезных фрез.
Основные размеры фрез выбираются так же, как и для обычных дисковых фасонных фрез. Для стандартных фрез наружный daO и посадочный dотв диаметры определяют по эмпирическим уравнениям:
daO = 43,5m0,5; dотв = 1,06 da0,72
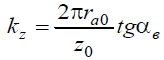
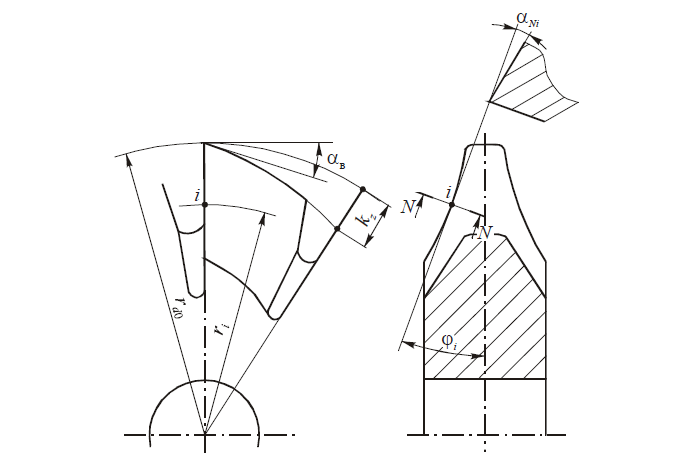
Для упрощения изготовления и переточки зубья фрез затылуют по архимедовой спирали. Величина падения затылка по вершине зуба определяется по известному уравнению
где ra0 — радиус наружной окружности фрезы; z0 — число зубьев фрезы; αв — задний угол на вершине зуба.
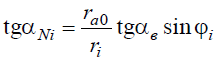
Задние углы на боковых режущих зубьях в нормальном сечении (рис. 5):
где ri — радиус любой i-й точки режущей кромки; φi — угол между касательной к профилю и перпендикуляром к оси фрезы (φi = 10…16о).
Из уравнения и рис. 5 следует, что величина αNi переменная. Она уменьшается в точках боковых режущих кромок около вершины до 1о30′ даже при αв = 12…15о.
Передний угол у стандартных фрез равен нулю, что ухудшает условия резания, но упрощает изготовление, переточку и контроль профиля зубьев фрез.
При нарезании колес крупных модулей удаление больших объемов металла из впадин занимает много времени. С целью повышения производительности для предварительного (чернового) фрезерования используют фрезы со вставными ножами, часто оснащенными напайными твердосплавными пластинами. В этом случае профиль зубьев можно брать упрощенный — прямобочный или трапециевидный.
Рис. 5. Определение заднего угла на боковых режущих кромках в нормальном сечении.
Зубья лучше выполнять не затылованными, а остроконечными с заточкой по передней и задней граням. Это дает возможность увеличить значения задних углов до оптимальных величин, увеличить число зубьев, а следовательно, повысить стойкость и производительность фрез. Передние углы берут положительными (до γ = 10…15о), что облегчает процесс резания.
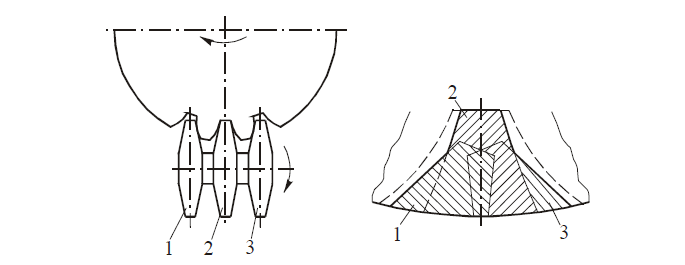
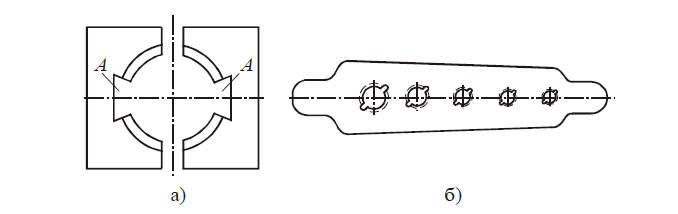
С этой же целью используют наборы из 2…4 фрез, насаживаемых на одну оправку (рис. 6).
В этом случае каждая фреза удаляет определенную часть металла из впадины между зубьями колеса. После прохода набора фрез колесо поворачивается на один зуб с помощью делительного устройства. Таким образом, предварительное нарезание зубьев производится методом бесцентроидного огибания с делением припуска между фрезами в наборе. Окончательно профиль впадины формируется чистовой фрезой, припуск на которую благодаря такой схеме резания снижается. Это способствует повышению точности нарезаемых колес и стойкости фрез.
Рис. 6. Набор из трех дисковых фрез для чернового нарезания зубчатых колес.
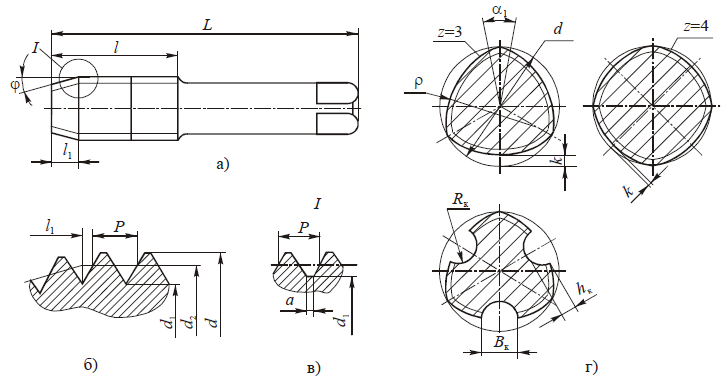
Пальцевые зуборезные фрезы.
Это концевые фрезы с фасонным профилем режущих кромок. Применяются в тяжелом машиностроении для нарезания крупномодульных колес (m = 10…100 мм) с прямыми, косыми и шевронными зубьями.
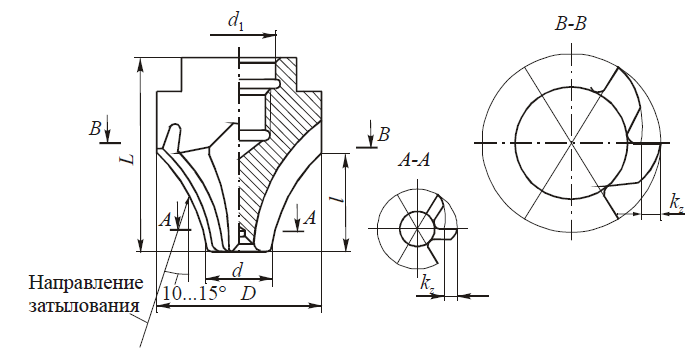
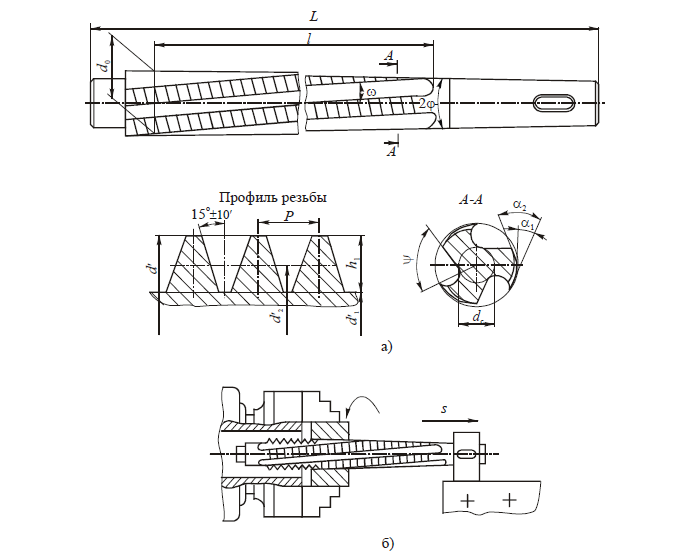
В отличие от дисковых фрез, пальцевые фрезы (рис. 7) крепятся консольно с помощью резьбы, с базированием по точно выполненному цилиндрическому пояску на посадочной части шпинделя станка.
Рис. 7. Пальцевая зуборезная фреза.
В процессе работы ось фрезы, совпадающая с осью шпинделя, совмещена с линией симметрии впадины между зубьями нарезаемого колеса. Фреза, вращаясь, перемещается вдоль зуба колеса. При этом движение подачи задается либо фрезе, либо заготовке.
По сравнению с дисковыми фрезами, пальцевые фрезы имеют значительно меньшие габаритные размеры. Диаметральные размеры их рабочей части определяются размерами впадины между зубьями колеса. Обычно фрезы изготавливаются диаметром от 40 до 220 мм с четным числом зубьев от 2 до 8.
Чаще всего зубья затылуют. Причем из трех возможных способов затылования: радиального, осевого и наклонного — наилучшие результаты дает наклонное затылование под углом 10…15° к оси фрезы. При этом задний угол по длине режущих кромок примерно постоянный и, что наиболее важно, изменение диаметра при переточке по передней поверхности зубьев весьма незначительно, а следовательно, мало и искажение профиля нарезаемых впадин колеса после переточки фрезы.
Передние углы у чистовых пальцевых фрез принимаются равными нулю для упрощения изготовления, переточки и контроля профиля.
У черновых фрез с целью снижения сил резания затачивают положительный передний угол (до 8°). Профиль режущих кромок делают прямолинейным, а для деления стружки по ширине выполняют стружкоделительные канавки, расположенные на соседних зубьях в шахматном порядке. С целью экономии инструментальных материалов зубья у фрез с m > 50 мм делают с приваренными сваркой режущими пластинами. Для получения оптимальных задних углов зубья фрез изготавливаются остроконечными, а не затылованными.
У чистовых пальцевых фрез для нарезания прямозубых колес методом копирования профиль режущих кромок определяется по той же методике, что и для дисковых фрез, т.е. он совпадает с профилем впадины между зубьями колеса. При нарезании же косозубых колес такого совпадения нет ни в одной из плоскостей сечения. Точки контакта зубьев фрезы с заготовкой лежат на боковых винтовых поверхностях зубьев в разных плоскостях. При этом профиль нарезаемого зуба получается как огибающая различных положений профиля фрезы. Задача профилирования режущих кромок в этом случае решается путем сложных графоаналитических вычислений.
Существенными недостатками пальцевых фрез являются низкая производительность и малая точность нарезаемых колес.
Низкая производительность обусловлена самим способом нарезания: малым числом зубьев, нежестким консольным креплением, большими усилиями резания из-за большой ширины срезаемого слоя и большого угла контакта с заготовкой, вследствие чего приходится снижать подачу и скорость резания.
Низкая точность нарезаемых колес определяется погрешностями профиля фрезы при переточке, погрешностями установки во впадине и погрешностями механизма деления.
Достоинством пальцевых фрез является возможность использования их на универсальных фрезерных станках при нарезании колес очень больших модулей, а в случае нарезания шевронных колес без канавки для выхода инструмента в месте изменения наклона зубьев, они являются единственно возможным зуборезным инструментом.
Пальцевые фрезы являются специальным инструментом и серийно не изготавливаются.
Накатывание резьбы представляет собой процесс холодного пластического деформирования поверхностных слоев заготовки. При этом деформируемый при большом давлении металл заполняет впадины между витками резьбы инструмента и таким образом на заготовке создается резьба без снятия стружки. Этот метод нашел широкое применение, особенно в массовом и крупносерийном производствах.
К числу его достоинств относятся: 1) высокая производительность (в несколько раз большая, чем при обработке резанием); 2) низкая шероховатость поверхности резьбы; 3) повышенные твердость, прочность и износостойкость поверхностного слоя накатанной резьбы благодаря наклепу; 4) повышенная усталостная прочность детали.
К числу недостатков относятся: 1) высокая стоимость инструментов; 2) пониженная точность резьбы по сравнению со шлифованием; 3) необходимость точного подбора размеров заготовки и инструмента, правильного выбора режима накатки, так как возможно появление перенаклепа, чешуйчатости и отслаивания материала по резьбе.
В литературе приводится описание большого числа способов накатки, конструкций станков и инструментов для ее осуществления.
Ниже дан анализ только четырех видов инструментов, получивших наибольшее распространение на практике.
Резьбонакатные плоские плашки.
Резьбонакатные плоские плашки применяются для накатки наружных резьб различного профиля: метрических, упорных, трапецеидальных и др., а также различных видов шурупных резьб, червяков, рифлений, кольцевых и винтовых канавок на заготовках из пластичных материалов.
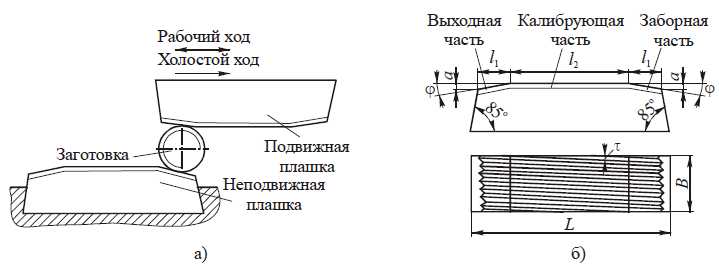
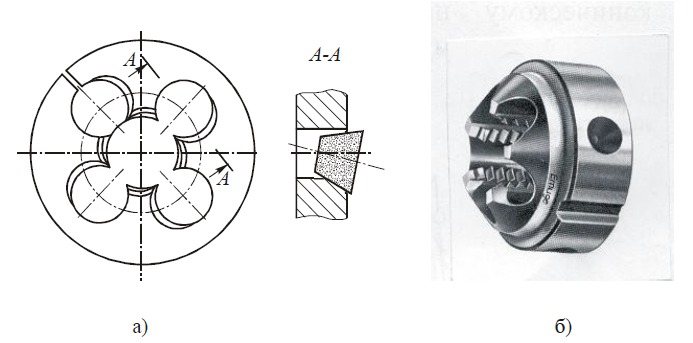
Плоские плашки (рис. 1, а) применяются в виде комплекта из двух плашек. Одна плашка крепится неподвижно на столе станка, а вторая связана с ползуном станка и в процессе работы совершает возвратно-поступательное движение. При ходе влево подвижная плашка захватывает заготовку, подаваемую специальным механизмом станка, и прокатывает ее по неподвижной плашке.
Рис. 1. Накатывание резьбы плоскими плашками: а — схема накатывания; б — элементы резьбы на неподвижной плашке
На поверхностях плашек, обращенных друг к другу, нанесены (фрезерованием и шлифованием) развернутые витки резьбы с углом наклона к направлению движения, равным углу подъема накатываемой резьбы τ. При настройке операции витки подвижной и неподвижной плашек смещают вдоль оси заготовки относительно друг друга на половину шага резьбы (0,5Р) так, чтобы выступы витков подвижной плашки точно попадали во впадины витков неподвижной плашки.
Неподвижная плашка для лучшего захвата заготовки и постепенного формирования резьбы имеет заборную часть длиной ℓ1, выполненную под углом φ, калибрующую часть ℓ2 и выходную — сбрасывающую часть, подобную по конструкции заборной части. Они, таким образом, являются взаимозаменяемыми и по мере износа меняются местами.
Для того чтобы подвижная плашка при обратном ходе не захватила накатанную заготовку и не испортила ее резьбу, длина подвижной плашки делается больше длины неподвижной плашки на 15…25 мм.
Заборную часть на подвижной плашке, как правило, не делают, но при накатке резьбы с шагом P > 1,25 мм сошлифовывают вершины витков в начале плашки под очень малым углом φ1 = 7…22′ с целью повышения стойкости плашки.
Заборная часть неподвижной плашки играет важную роль, так как на ней фактически формируется профиль накатываемой резьбы. Ее длина ℓ1 должна быть такой, чтобы обеспечить поворот заготовки не менее чем на 1…2 оборота. При накатке резьб с шагом P > 1 мм ℓ1 = (1…2) πd2, где d2 — средний диаметр резьбы. Для резьбы повышенной точности ℓ1 = (3…4)πd2 .
Существуют разные способы оформления заборной части плашек. Наиболее простой из них заключается в сошлифовывании вершин витков под углом φ=1…3°. Сами же витки предварительно имеют полный профиль по всей длине плашки. Недостатком такого способа является плохой захват заготовки в начальный момент проката и неравномерная нагрузка витков неподвижной и подвижной плашек. Из-за перегрузки последней она имеет меньшую стойкость, чем неподвижная плашка.
Для улучшения захвата заготовки, особенно при увеличенной длине заборной части (ℓ1 = 3πd2), на ней иногда вышлифовывают мелкие поперечные канавки глубиной 0,2…0,7 мм с углом профиля 90°.
На практике у витков на заборной части неподвижной плашки часто делают полный профиль, используя для этого фрезерование и шлифование (после термообработки) витков по контуру. При этом захват заготовки и распределение нагрузки на витки становятся значительно лучше, чем при использовании первого способа, который в основном применяется для накатки резьб с неглубоким профилем и шагом P < 1 мм.
Иногда для повышения качества резьб с шагом P > 1,25 мм применяют двойную заборную часть. Для этого на витках с полным профилем в конце заборной части делают притупление по вершинам под углом φ1 < φ. При этом стойкость плашек также повышается благодаря снижению нагрузки на витки, расположенные в начале калибрующей части.
Глубина захвата плашек выбирается такой, чтобы расстояние между плашками в начальной части было больше диаметра заготовки:
Калибрующая часть плашки служит для окончательного формирования резьбы, поэтому витки на ней имеют полный профиль.
Высота головки витков плашки берется больше высоты ножки резьбы детали на величину запаса на износ, равную 0,015Р, а высота ножки должна быть больше высоты головки и резьбы на величину зазора Δ = 0,025Р, чтобы не допустить касания между вершинами витков накатываемой резьбы и впадинами витков плашки. Металл, выдавливаемый витками плашки, должен свободно размещаться во впадинах между витками. В противном случае это приведет к резкому повышению усилий прокатки, снижению стойкости плашек из-за выкрашивания витков и даже к разрыву заготовки.
Длина калибрующей части плашки должна быть достаточной для обеспечения нескольких оборотов заготовки. Обычно она равна ℓ2 = (2..3)πd2. Таким образом, общая длина неподвижной плашки колеблется в пределах (5…8)πd2. Ширина плашки должна быть на 2…3 шага больше длины накатываемой резьбы. Высота плашек равна25…50 мм. Для надежного закрепления торцы плашек срезают под углом 85°.
Плашки изготавливают из сталей марок Х12М, Х6ВФ и других с термообработкой до твердости HRCЭ 59…61. Резьбы диаметром d=1,5…25,0 мм накатываются на станках-автоматах с производительностью до 450…1600 шт./мин. Чем меньше диаметр резьбы, тем выше производительность процесса накатывания. Из-за того, что формирование резьбы происходит на очень короткой длине заборной части и степень деформации очень большая, а также из-за погрешностей изготовления и установки плашек на станке точность накатываемой резьбы невысокая, не выше h6.
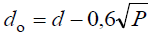
Резьбонакатные ролики.
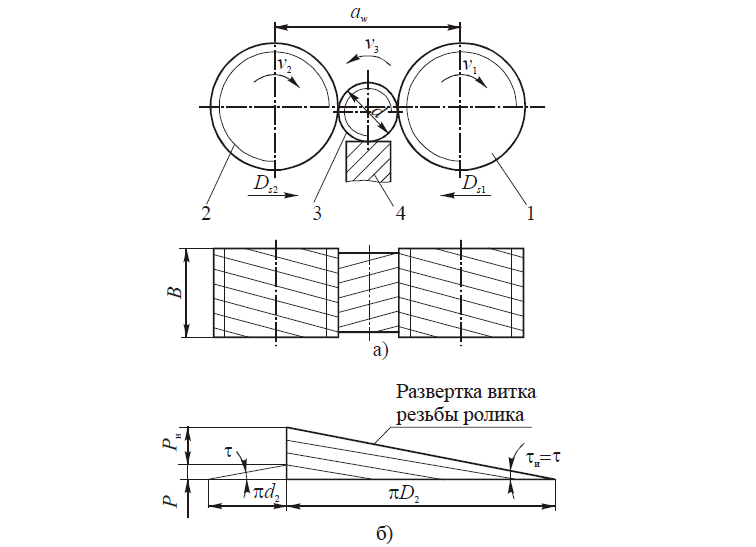
Резьбонакатные ролики (рис. 2) используют для накатывания наружных резьб. Этот процесс является более совершенным по сравнению с накатываниями плоскими плашками, хотя и значительно уступает ему по производительности (60…80 шт./мин).
Ролики обеспечивают более точную резьбу, так как работают с малыми давлениями и, кроме того, резьба на роликах вышлифовывается с высокой точностью и малой шероховатостью поверхности. Установка и регулирование роликов на размер проще и точнее, чем плашек. Благодаря постепенной радиальной подаче роликов нагрузка на витки распределяется более равномерно, поэтому можно производить накатку резьбы даже на полых заготовках, а также на заготовках из малопластичных материалов. Ролики позволяют производить накатку резьб на заготовках диаметром от 2 до 60 мм, что значительно выше, чем плашками.
Рис. 2. Накатывание резьбы круглыми плашками с радиальной подачей: а — схема накатывания; б — развертка витка резьбы ролика
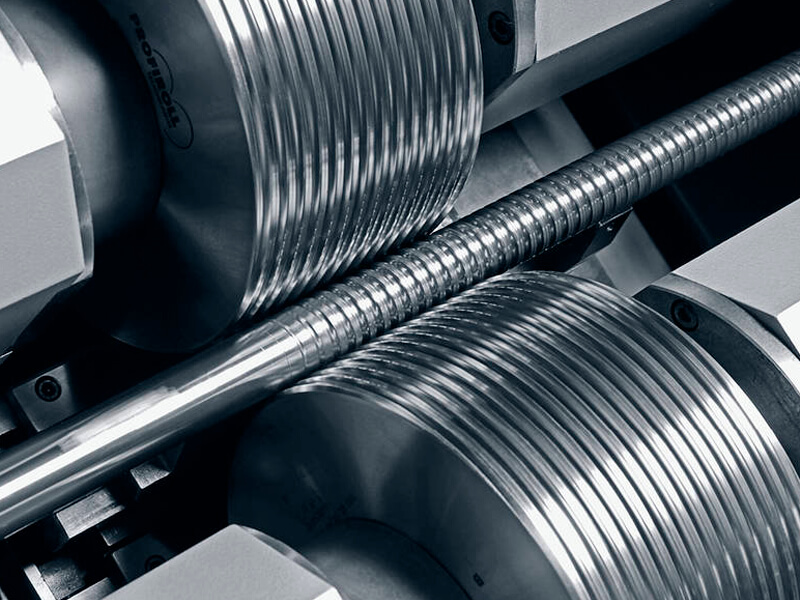
Как видно из схемы накатывания резьбы роликами (рис. 2, а), заготовка помещается между двумя роликами 1 и 2, которые в процессе накатки вращаются в одном направлении, а заготовка — в противоположном. Один из роликов (ведущий) получает вращение от привода станка и радиальную подачу по направлению к заготовке и другому ролику. В результате этого каждый ролик участвует витками своей резьбы в формировании резьбы заготовки.
Заготовка 3 устанавливается на опорную линейку 4 с напаянной твердосплавной пластиной, обеспечивающей линейке высокую износостойкость. Для того чтобы заготовку не выталкивало из контакта с роликами, ее ось располагают ниже линии центров роликов на величину 0,1…0,6 мм.
По окончании формирования резьбы подача прекращается, и при дальнейшем вращении роликов происходит калибрование резьбы.
Направление резьбы на роликах обратное накатываемой. По оси ролики смещены на полшага относительно друг друга так, что выступы витков одного ролика входят во впадины витков другого ролика. При вращении роликов осевое перемещение заготовки отсутствует. Поэтому можно накатывать резьбу на заготовках с буртиками и на конических поверхностях. Наличие осевого перемещения свидетельствует о погрешностях шага резьбы роликов, а попытки установить для заготовки упоры приводят к порче резьбы.
Основным условием получения правильной резьбы является равенство углов подъема резьбы роликов τи и заготовки τ. Кроме того, с увеличением диаметра роликов из-за снижения удельного давления на заготовку улучшается качество накатываемой резьбы и повышается их жесткость и прочность. Из этого следует, что на роликах должна быть нанесена многозаходная резьба (рис. 2, б). При этом угол подъема резьбы на инструменте и заготовке можно найти из выражений:
tg τи=Ри / πD2и; tg τ = Р / πd2
Приравняв τи = τ , получим
где i — число заходов; Ри — шаг витков резьбы инструмента; d2 — средний диаметр резьбы детали; D2и — средний диаметр резьбы ролика.
Многозаходную резьбу на роликах можно получить автоматически без использования делительных устройств при вышлифовывании ее на термически обработанных заготовках с помощью широких многониточных шлифовальных кругов с подачей Ри = iP (рис. 3, а). Витки на этих кругах кольцевые, полученные с помощью специальных накаток. Ось круга при шлифовании устанавливается под некоторым углом к оси ролика, равным углу подъема резьбы τ.
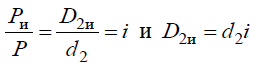
Износ роликов часто сопровождается выкрашиванием отдельных витков резьбы. Для восстановления их можно перешлифовывать на другой диаметр с пересчетом диаметра D2и по уравнению, но с другим числом заходов i. Наружный диаметр роликов (рис. 3, а, б) равен
Dи = D2и +2 h1max
где h1max— наибольшая высота головки резьбы ролика (для метрической резьбы h1max = 0,325Р).
При этом наименьшая ширина площадки по вершинам витков ролика должна быть не меньше 0,75 ширины площадки теоретического профиля.
Рис. 3. Накатный ролик: а — основные элементы ролика; б — схема для определения элементов профиля резьбы ролика
Высота ножки резьбы ролика h2min должна быть больше высоты головки накатываемой резьбы (рис. 3, б), чтобы можно было гарантировать зазор Δ=0,1…0,2 мм между впадиной резьбы ролика и наружной поверхностью заготовки. Отсутствие такого зазора приводит к бочкообразности и овальности накатанной резьбы.
На практике ролики изготавливают диаметром Dи = 90…250 мм, шириной В=45…250 мм. Их используют на станках-автоматах с межцентровыми расстояниями между роликами L = 90…435 мм. Изготавливаются ролики из тех же сталей, что и плашки.
Кроме рассмотренной схемы накатки резьбы и конструкции роликов существует также много других схем, например накатка тремя роликами, планетарная накатка роликом и сегментной плашкой, накатка роликами с тангенциальной и осевой подачами и др.
Накатники.
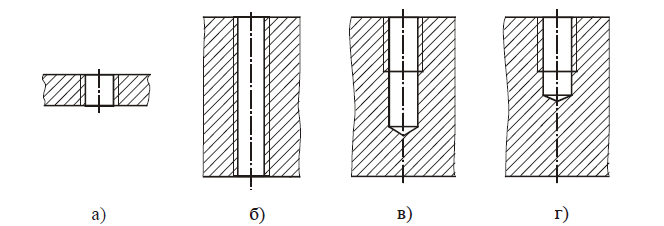
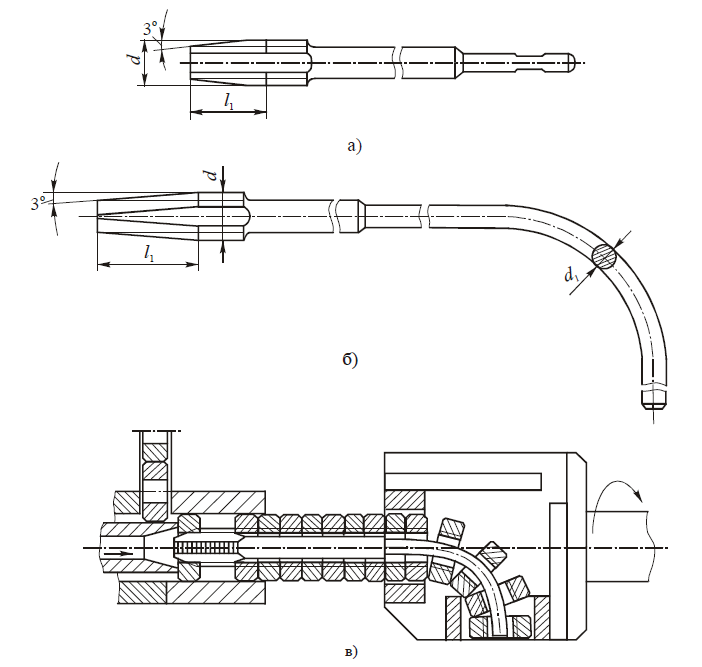
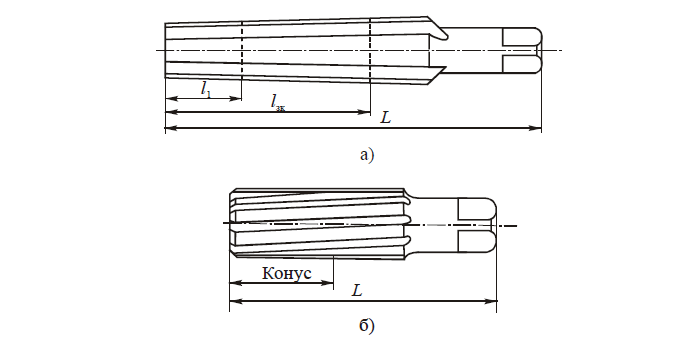
Накатники (раскатники) применяются для получения внутренних резьб (рис. 4). Они представляют собой стержни с нарезанной резьбой, соответствующей профилю накатываемой резьбы, с заборной и калибрующей частями и хвостовиком. Внешне они подобны метчикам, но, в отличие от них, не имеют стружечных канавок и, соответственно, режущих зубьев.
Рис. 4. Накатник для внутренней резьбы: а — конструкция; б, в — профили продольного сечения накатника; г — профили поперечного сечения накатника
Формирование резьбы осуществляется также методом холодного пластического деформирования, но, в отличие от роликов и плашек, при этом имеет место не трение качения, а трение скольжения, вызывающее повышенный износ инструмента. По сравнению с метчиками накатники обладают большей прочностью, обеспечивают получение точных резьб с низкой шероховатостью поверхности, повышение прочности резьбы (до 20%). Наибольшее применение они нашли в приборостроении при накатке резьбы в пластичных материалах, в листовых заготовках из цветных металлов с длиной резьбы меньше диаметра, а также при накатке резьбы в глухих отверстиях в вязких и мягких сталях.
Накатники из быстрорежущих сталей обеспечивают повышение стойкости до 10 раз по сравнению с метчиками только на малых диаметрах (d = 3…5 мм), но с увеличением диаметра резьбы стойкость их резко уменьшается. На d = 10…12 мм их преимущества полностью теряются. Объясняется это сложными условиями работы накатников и высокой трудоемкостью их изготовления. При d > 10 мм эти накатники применяют только для повышения прочности и точности резьбы.
Твердосплавные накатники (монолитные, с напайными пластинами или механически закрепляемыми вставками для больших диаметров) дают значительное (от 8 до 100 раз) повышение стойкости, но очень дороги и сложны в изготовлении. При небольших диаметрах (d < 20 мм) они уступают по прочности стальным и не нашли применения в производстве.
Заборная часть накатников представляет усеченный конус с резьбой полного профиля. Угол конуса φ = 45° для глухих отверстий и φ =10…15° для сквозных. Диаметр отверстия под накатку можно ориентировочно подсчитать по формуле
с последующей экспериментальной проверкой.
При определении диаметров резьбы накатника нужно учитывать тип ее контура: открытый или закрытый. Соответственно у накатников для получения открытого контура внутренний диаметр резьбы на заборном конусе не ограничен и в процессе формирования резьбы не участвует (рис. 4, б), т.е. по внутреннему диаметру между накатником и заготовкой имеется зазор.
При закрытом контуре (рис. 4, в) на внутренний диаметр d1 устанавливается жесткий допуск, так как он формирует вершины витков накатываемой резьбы. Зазор между заготовкой и раскатником отсутствует. Такой контур обычно используется при накатывании точных резьб с тугой посадкой.
При открытом контуре вследствие недостаточного заполнения металлом впадин резьбы накатника на вершинах витков накатанной резьбы образуются складки (кольцевые канавки). Поэтому накатники испытывают меньшие напряжения в резьбе и крутящий момент. Их стойкость выше, чем у накатников для резьб с закрытым контуром.
С целью обеспечения более равномерной нагрузки на отдельные витки резьбы на практике применяют различные формы заборной части: с криволинейной образующей (по параболе, гиперболе, окружности), с переменной высотой витков и др. Но это возможно только при большой длине заборной части, равной ℓ1>(3…4)P. За счет этого при накатке резьбы в сквозных отверстиях можно получить существенное повышение стойкости инструмента.
Калибрующая часть накатника предназначена для окончательного формирования и калибровки резьбы. Она имеет цилиндрическую резьбу полного профиля. Ее длина равна ℓ2 > (5…10)P. Средний диаметр резьбы инструмента d2и принимается больше среднего диаметра накатываемой резьбы на 2/3 допуска на d2, а наружный диаметр dи больше диаметра резьбы dи = d+0,15P с учетом упругих деформаций восстановления резьбы, имеющих место после вывода накатника из отверстия.
Внутренний диаметр при накатке резьбы с закрытым контуром может быть рассчитан по формуле
d1и = d1 + 0,6δ1
где δ1 — допуск на внутренний диаметр резьбы.
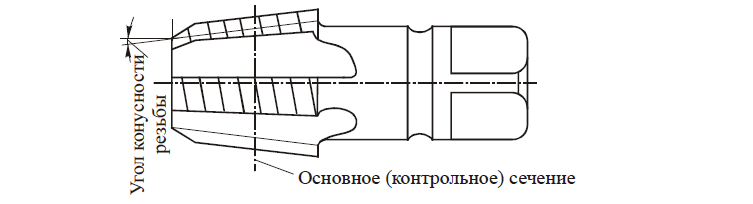
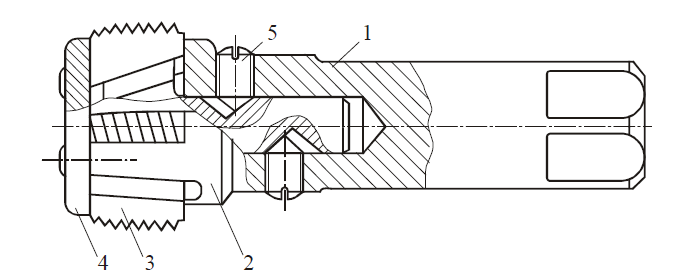
В целях уменьшения момента трения и облегчения формирования резьбы накатники в сечении, перпендикулярном к оси, изготавливаются с многогранным или криволинейным профилем, имеющим переменную величину площади контакта накатника и заготовки, и наличием зазора между ними (рис. 4, г). Для получения фасонных профилей используют затыловочные станки. От правильного выбора формы и размеров поперечного сечения зависят прочность и стойкость накатников, сила трения при накатке, точность и шероховатость поверхности резьбы. При этом число граней обусловлено размерами резьбы. Так, для резьбы до М6 рекомендуется трех- или четырехгранные, для М6…М20 — шестигранные, а для М20…М36 — шести- или восьмигранные накатники. Для повышения точности резьб необходимо стремиться к увеличению числа граней, хотя при этом увеличивается момент трения из-за худшего проникновения СОЖ и увеличения степени наклепа резьбы.
Для снижения крутящего момента на нерабочей части граней накатника выполняют, например, смазочные канавки размером Вк ≥ 0,5…0,7 мм, hк = 0,5Р (рис. 4, г).
Во избежание защемления накатника в отверстии и для снижения крутящего момента на калибрующей части предусматривается небольшой обратный конус по наружному диаметру в пределах 0,05…0,10 мм на 100 мм длины.
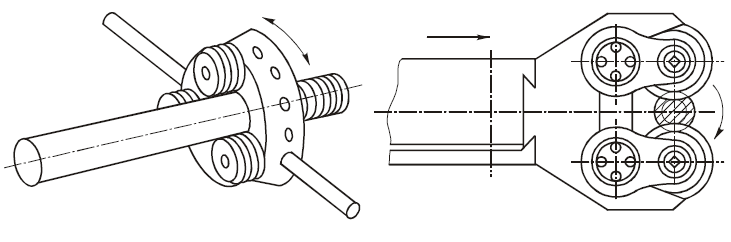
Резьбонакатные головки.
Резьбонакатные головки используют для накатки наружных резьб на специальном или универсальном оборудовании и даже вручную. Они представляют собой сборный инструмент, использующий в качестве рабочих элементов ролики небольших диаметров, подобно резьбонарезным головкам. Имеется большое число вариантов конструктивного исполнения резьбонакатных головок. На рис. 5 приведены два варианта таких головок: с аксиальной (осевой) подачей заготовок и тангенциальной подачей головки.
У головок с аксиальной подачей ролики имеют кольцевые витки, смещенные по оси на величину P/n , где n — число роликов (n = 3…4). Ролики устанавливаются под некоторым углом к оси заготовки, близким к углу τ подъема резьбы. На роликах для лучшего захода имеется заборная часть длиной ℓ1min = 1,5P с двух сторон как с полным, так и с неполным профилем резьбы. Головки применяют для накатки резьбы на длинных и полых заготовках с толщиной стенки 2…4 мм. Резьбонакатная головка, показанная на рис. 5, а, реверсивная, приводимая во вращение воротком. Имеются более сложные конструкции: самооткры- вающиеся в конце хода, с осевой и радиальной подачами роликов и др. Самооткрывающиеся головки не требуют свинчивания, поэтому более производительны. Они могут быть вращающимися и невращающимися. Последние применяют на револьверных станках с вращением заготовки.
Рис. 5. Резьбонакатные головки: а — аксиальная; б — тангенциальная
При накатке резьбы на длине (2…3)Р в начале захода используют принудительную подачу, равную шагу резьбы. Затем подачу отключают, и процесс идет с самоподачей. Принудительная подача обычно приводит к снижению стойкости роликов.
Резьбонакатные головки используют для накатки метрических, трубных и трапециевидных резьб диаметром d = 12…90 мм с шагом до Р = 10 мм. Число роликов у крупных головок может доходить до 10.
На рис. 5, в показана схема накатки резьбы с тангенциальной подачей головки, закрепленной на суппорте станка. Наибольшее применение нашли головки с двумя роликами. Они бывают как с синхронным (через зубчатую передачу), так и с несинхронным вращением роликов. Витки роликов винтовые, с направлением резьбы, обратным направлению резьбы заготовки, и с числом заходов, обеспечивающим равенство углов подъема резьбы на роликах и заготовке. Число заходов зависит от шага резьбы и находится в пределах i = 2…6. Оси роликов параллельны оси заготовки. Ширина роликов больше длины накатываемой резьбы на величину не менее одного шага. Профиль витков одного ролика смещен на P/2 относительно профиля другого ролика.
В начальный момент ролики касаются наружной поверхности заготовки. Затем головке задается тангенциальная подача. Конец процесса накатывания резьбы наступает тогда, когда оси роликов окажутся в одной вертикальной плоскости с осью заготовки.
Резьбонакатные головки используются для накатки резьб диаметром d = 3…52 мм.
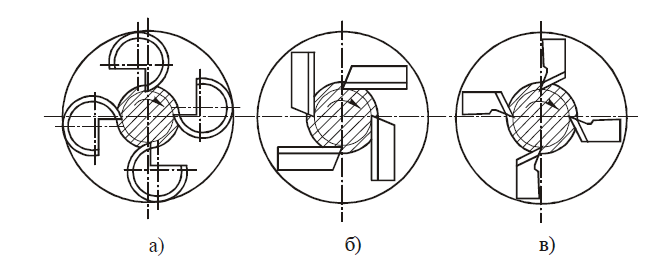
Они имеют достаточно широкое применение при нарезании чаще наружных и реже внутренних резьб на винтах, болтах, трубах и других деталях. Эти головки представляют собой достаточно сложные сборные конструкции с режущими элементами в виде круглых гребенок или плоских плашек, устанавливаемых в корпусе головки (рис. 1).
Рис. 1. Типы резьбонарезных головок: а — с круглыми гребенками; б — с тангенциальными плашками; в — с радиальными плашками
Резьбонарезные головки делятся на две основные группы: самооткрывающие и регулируемые. У первых производится отвод гребенок от заготовки в конце операции нарезания резьбы и тем самым отпадает необходимость в обратном свинчивании, а следовательно, сокращается вспомогательное время и резко возрастает производительность. Поэтому эти головки получили большее распространение, чем регулируемые, хотя последние проще по конструкции.
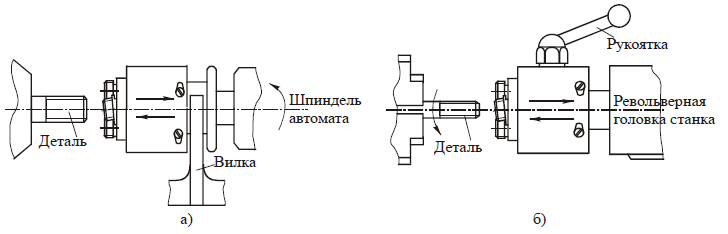
Резьбонарезные головки бывают вращающимися (модели 1КА…5КА), применяемыми на токарных автоматических и полуавтоматических станках, а также невращающимися, применяемыми на токарных и револьверных станках. Раскрытие головки осуществляется при помощи упоров на станке и вилки, устанавливаемой в кольцевой проточке вращающейся головки или с помощью рукоятки у невращающихся головок (рис. 2, а, б). В первом случае обычно заготовка не вращается, но может и вращаться. При этом раскрытие и закрытие головки происходит автоматически. Во втором случае вращается только заготовка и подача головки происходит самозатягиванием или принудительно.
Рис. 2. Конструкции резьбонарезных самооткрывающихся головок: а — вращающаяся головка; б — невращающаяся головка
У невращающихся головок (модели 1К…5К) раскрытие головки производится автоматически в конце хода, а закрытие — вручную, с помощью рукоятки.
Из гребенок, применяемых в головках, наибольшее распространение получили круглые гребенки, которые более технологичны, имеют точную шлифованную резьбу и допускают большое количество переточек.
Головки с тангенциальными плашками (рис. 1, б) хотя и допускают большое количество переточек, но из-за меньшей технологичности вытесняются головками с круглыми гребенками. Еще реже применяются головки с призматическими радиальными плашками (рис. 1, в), имеющими минимальный запас на переточку, хотя конструкции головок с такими плашками более компактны.
Так как резьбонарезные головки представляют собой достаточно сложную конструкцию, то ниже, на примере круглых гребенок, рассмотрим только режущий элемент головки, его геометрические параметры и установку относительно заготовки.
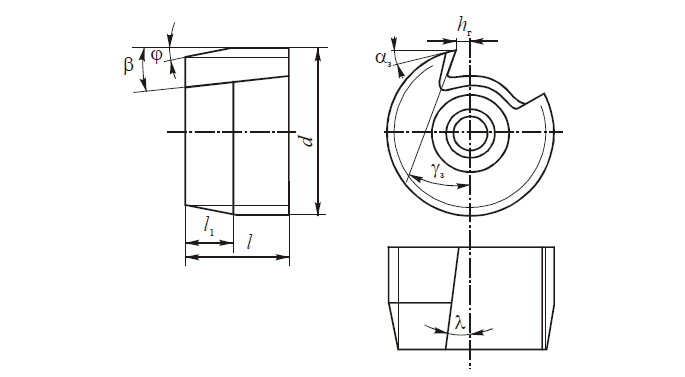
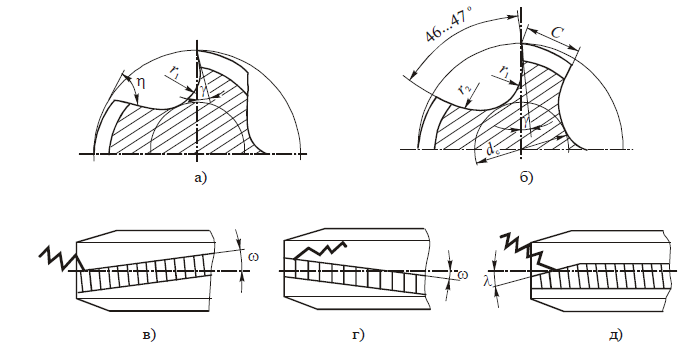
Круглые гребенки (рис. 3) подобны приведенным выше многониточным круглым фасонным резцам с кольцевыми резьбовыми витками. Они имеют большой передний угол γз = 10…25° и угол заборного конуса φ = 20°. Передняя поверхность гребенки затачивается под осевым углом λ.
Рис. 3. Конструкция и геометрические параметры круглой гребенки.
При установке комплекта гребенок в резьбонарезной головке необходимо, чтобы витки каждой из гребенок совпадали с впадинами нарезаемой резьбы. Поэтому они должны иметь смещение вдоль оси, равное шагу, деленному на число гребенок.
Так как витки у гребенок кольцевые, то оси гребенок должны быть наклонены к оси заготовки под углом τ подъема нарезаемой резьбы, где τ = P / πd.
Задний угол заточки
sin αз = hг / r.
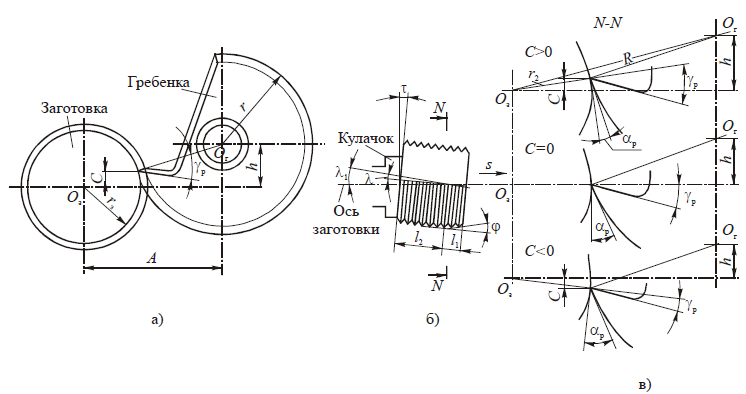
На практике это требование выполняется за счет того, что гребенки крепятся на кулачках, управляющих самооткрыванием головки в конце хода, торец которых наклонен под углом τ (рис. 4, б). При этом фактический осевой угол на режущей части λ1 = τ + λ (λ1 = 6…7°). Наружный диаметр гребенок d выбирается таким, чтобы при полном раскрытии головки гребенки не выходили за габариты сводящего кольца, а в рабочем положении не касались бы друг друга.
Длина гребенки ℓ выбирается с таким расчетом, чтобы длина заборной ℓ1 и калибрующей ℓ2 частей составляла бы не менее 7…8 шагов резьбы.
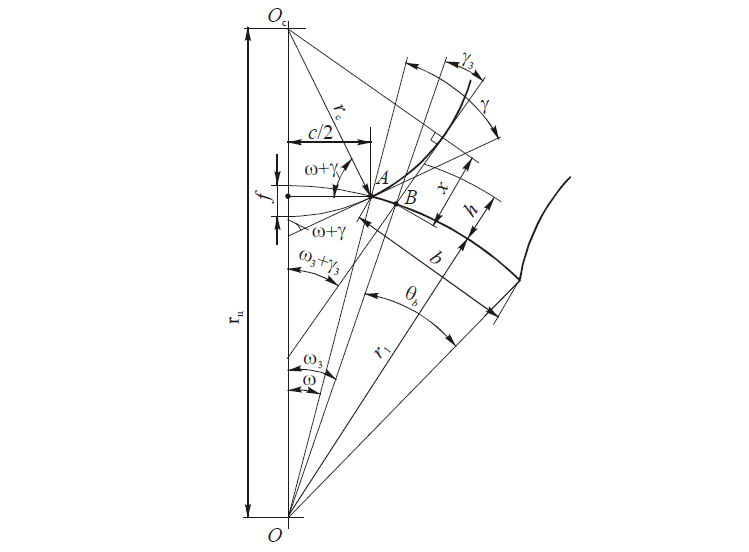
В рабочем положении центр гребенки располагается выше центра заготовки на величину h (рис. 4, а).
Из-за наличия углов λ1 и φ при заданном превышении h вершины зубьев вдоль оси гребенки располагаются на разных расстояниях С от оси заготовки (рис. 4). Расстояние С — очень важный параметр, оказывающий влияние на работоспособность головки, так как от него зависит самоподача инструмента и качество нарезаемой резьбы. Значение С переменно вдоль оси гребенки, вследствие чего изменяются углы резания αр (угол между касательными, проведенными перпендикулярно к радиусам из центров заготовки и детали) и γр (угол между радиусом, проведенным из центра заготовки, и передней гранью), отличающиеся от углов заточки αз и γз (см. рис. 3).
На рис. 4, в показаны три положения вершин зубьев в различных сечениях по длине гребенки: 1) С > 0 — вершина зуба лежит выше центра заготовки Оз; 2) С = 0 — вершина зуба лежит на одной высоте с центром заготовки Оз; 3) С < 0 — вершина зуба лежит ниже центра Оз.
Углы резания αр и γр совпадают с углами заточки αр = αз, γр = γз только в случае, когда превышение вершины зуба C = 0 и h = hг (рис. 3). При этом sin α = h / r . В случае, когда C > 0, передний угол увеличивается (γр > γз), а задний угол уменьшается (αр < αз). При этом
sin αр = (h — С) / r
Если С < 0, то картина обратная: γр < γз , αр > αз . Этот вариант имеет место в начале контакта гребенки с заготовкой.
Только в одном случае при С > 0, когда вершина зуба лежит на линии ОзОг, соединяющей центры заготовки и гребенки, αр = 0, так как нормали к радиусам, проведенным из центров заготовки и гребенки, совпадают (рис. 4, а).
Рис. 4. Установка резьбонарезной гребенки относительно заготовки.
На долю режущей части гребенки приходится удаление припуска из впадин нарезаемой резьбы. Поэтому здесь αр должно иметь положительное значение. При угле αр = 0 процесс резания прекращается, т.е. наступает окончательное оформление профиля резьбы, и после этого в работу вступают витки калибрующей части. Сечение N—N на этой границе называется профилирующим и по нему производится настройка головки. Вершины витков калибрующей части за этим сечением еще выше приподнимаются над центром заготовки, и угол αр получает отрицательные значения. Сама же гребенка превращается как бы в закаленную ведущую гайку, в которую ввинчивается заготовка с нарезанной резьбой. Тем самым обеспечивается процесс самоподачи головки. Экспериментально установлено, что оптимальные значения превышения вершины витка гребенки в этом сечении очень небольшие по величине и равны С = 0,2 мм для резьб с шагом Р = 1 мм и С = 0,1 мм для резьб с шагом Р = 2 мм. С увеличением превышения С при заданном значении λ1 шероховатость поверхности резьбы увеличивается.
Величина превышения С в сечении N—N строго контролируется на специальном приборе, оснащенном двумя микрометрами. У гребенок одного комплекта превышение должно отличаться не более чем на 0,01…0,02 мм. Отклонение резьбы по среднему диаметру у гребенок комплекта допускается не более 0,02 мм и не более 0,2 мм между комплектами.
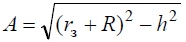
Как следует из рис. 4, а межцентровое расстояние между заготовкой и гребенкой в профилирующем сечении
Резьбонарезная плашка — это гайка, превращенная в режущий инструмент путем сверления стружечных отверстий и формирования на зубьях режущих перьев передних и задних углов.
Плашки применяют для нарезания наружных резьб на болтах, винтах, шпильках и других крепежных деталях. По форме наружной поверхности плашки бывают: круглые, квадратные, шестигранные, трубные. Для слесарных работ они делаются разрезными и зажимаются в воротках.
Самое широкое применение нашли плашки круглые, как наиболее технологичные и простые в эксплуатации. Они изготавливаются из калиброванных прутков быстрорежущей стали на токарных прутковых станках-автоматах.
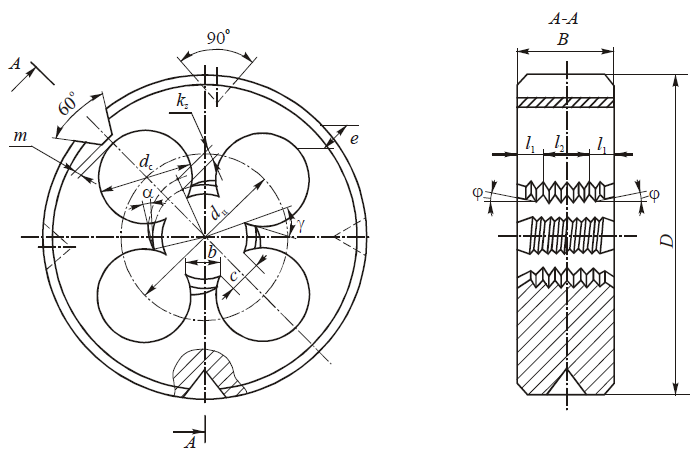
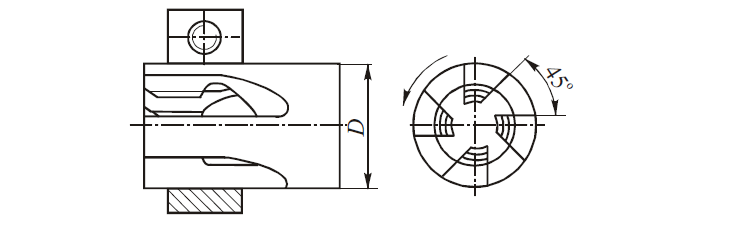
Рис. 1. Конструктивные элементы круглой плашки.
На рис. 1 показана конструкция круглой плашки и ее основные конструктивные и геометрические параметры. К ним относятся: наружный диаметр плашки D, толщина B, диаметры стружечных отверстий dc и окружности их центров dц, ширина просвета с, ширина пера b, минимальная толщина стенки е. Геометрические параметры плашки: передний угол γ, задний угол α и угол заборного конуса φ. На наружной поверхности плашки имеются 3 или 4 конических углубления с углом при вершине 90° для крепления в воротке или кольце. На этой же поверхности плашек выполнен трапециевидный паз с углом 60°, образующий перемычку толщиной m = 0,4…1,5 мм, которую после двух-трех переточек плашки разрезают.
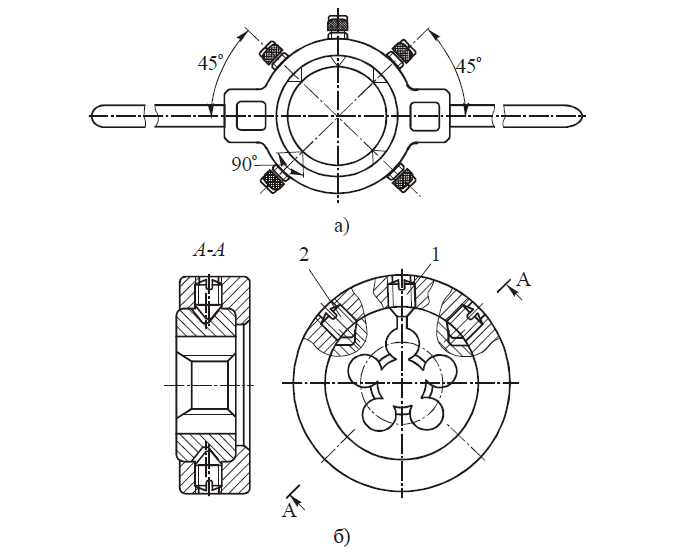
Рис. 2. Устройства для крепления плашек: а — вороток; б — кольцо.
Плашки устанавливаются в воротке при работе вручную или в кольце при работе на станках (рис. 2, а, б) с подвижной посадкой по наружному диаметру. Во избежание перекоса плашки оси крепежных винтов смещены относительно осей конических углублений так, чтобы надежно прижимать торец плашки к торцу посадочного гнезда. Винтом 1, входящим в паз после разрезания перемычки, и крепежными винтами 2, входящими в углубления, можно регулировать диаметры резьбы плашки после износа.
В основном плашками нарезают остроугольную крепежную резьбу диаметром от 2 до 36 мм, реже от 42 до 48 мм. Для калибровки резьб, нарезанных другими инструментами (резцами, фрезами), применяют плашки с резьбовым диаметром d=56…135 мм и выше.
Наружный диаметр плашки
D = dц + dс + 2е
Диаметры dc и dц рассчитываются исходя из условий свободного размещения стружки и минимальной толщины стенки е, которая задается. Для плашек диаметром D = 2…52 мм рекомендуется принимать
С целью сокращения номенклатуры диаметров прутков, из которых плашки изготавливаются, и воротков (колец) для их крепления габаритные размеры плашек (D и В) нормализованы в виде рядов предпочтительных размеров.
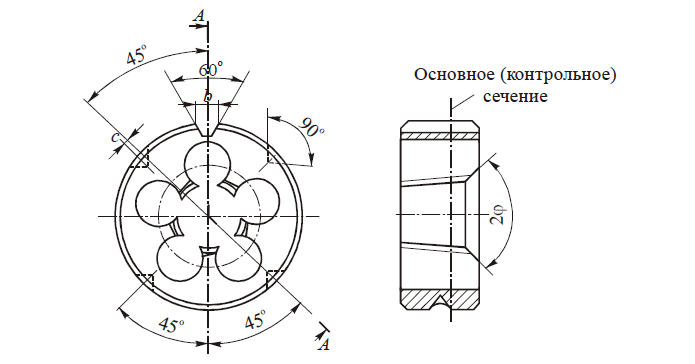
Рабочая часть плашки состоит из двух взаимозаменяемых при износе заборных конусов с углом 2φ, расположенных с обоих торцов, и калибрующей части между ними (рис. 1).
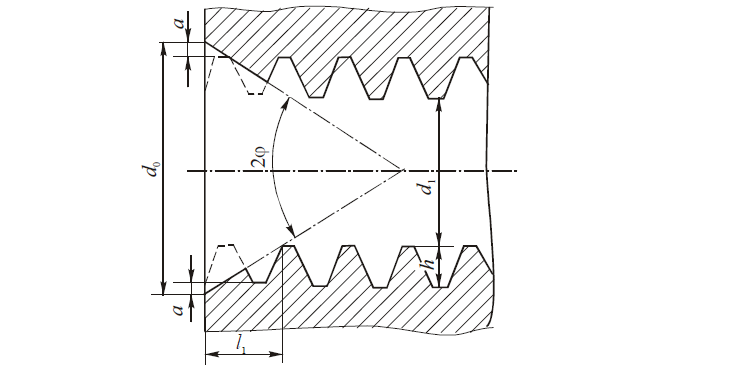
Рис. 3. Режущая часть плашки.
Длина режущей части (рис. 3) вычисляется по формуле
где d0 — диаметр входного отверстия плашки; d -внутренний диаметр резьбы; а — фаска, снимаемая с торца для лучшего захода заготовки в отверстие плашки (а=0,2…0,4 мм); h — высота профиля резьбы.
Число режущих зубьев плашки на одном заборном конусе равно
где zс — число стружечных отверстий (перьев); Р — шаг резьбы.
По аналогии с метчиками толщина среза на одном зубе плашки
Угол заборного конуса рекомендуется брать следующим: при нарезании резьбы в заготовках из высокопрочных материалов 2φ = 20…30°, легких цветных металлов и сплавов — 2φ = 50…70°. У стандартных плашек общего применения угол 2φ = 50°.
Число стружечных отверстий рекомендуется принимать в зависимости от диапазона наружных диаметров нарезаемой резьбы d (табл. 1).
d, мм
2…5
6…18
20…30
33…48
zc
3
4
5
6
Таблица 1. Количество стружечных отверстий в плашках.
Длина режущей части из-за необходимости сокращения длины сбега резьбы на заготовках невелика и равна ℓ1 = (1,5…3,0)Р. При этом у стандартных плашек толщина среза на один зуб в зависимости от шага и диаметра резьбы az=0,063…0,375 мм/зуб. В сравнении с метчиками это означает, что зубья плашки снимают стружки значительно большей толщины и, следовательно, работают с большими усилиями резания.
Калибрующая часть плашки предназначена для калибрования резьбы. Она влияет на направление и самоподачу инструмента в процессе резания. Шлифовать резьбу на ней и тем более проводить затылование невозможно. Поэтому задние углы на зубьях равны нулю. Точность нарезаемой резьбы из-за погрешностей, вызванных термообработкой, невысока — не более 6h, 8h.
Чтобы уменьшить трение на калибрующей части плашки и величину искажений профиля резьбы, ее длину берут минимально возможной — обычно ℓ2 = (3…6)P.
Рис. 4. Геометрические параметры плашки с прямолинейным участком передней поверхности пера.
Геометрические параметры плашки.
Передний угол γ измеряется между радиусом, проведенным в точку режущей кромки зуба (через него проходит основная плоскость), и касательной к передней поверхности (рис. 4). Так как последняя является частью поверхности стружечного отверстия, то передний угол получается очень большим. Его можно уменьшить путем срезания по передней поверхности зенкером (до термообработки) или путем подточки шлифовальными кругами малых диаметров (после термообработки) на специальных станках при удалении части перемычки, остающейся после сверления стружечных отверстий (рис. 4, а). При этом прямолинейный участок передней поверхности делается несколько больше, чем высота профиля резьбы, т.е. x > h. Угол заточки γз < γ выбирается в зависимости от обрабатываемого материала: для твердых материалов γз = 10…15°, для легкообрабатываемых γз=20…25°, у стандартных плашек γз = 15…20°.
При обработке вязких материалов с целью увеличения стружечного отверстия и направления стружки в сторону подачи аналогично метчикам иногда после термообработки абразивными головками делают подточку по передней поверхности режущих зубьев под углом к оси плашки λ = 15° (рис. 5, а). Задний угол αв на вершинных кромках зубьев заборного конуса получают методом затылования по архимедовой спирали. У стандартных плашек αв = 6…9°. Обычно применяют осевое затылование, поэтому в плоскости, перпендикулярной к оси плашки, величина падения затылка
а вдоль оси
kzос = kz tgφ
Причем kz отсчитывается на радиусе, проведенном в вершину соседнего пера.
Рис. 5. Способы улучшения конструкции плашек: а — подточка режущей части по передней поверхности; б — вынос режущей части на торец плашки
Одним из способов улучшения конструкции плашек является вынос режущей части на торец и оформление ее в виде конуса с прорезанными стружечными пазами (рис. 9.32, б). Преимущества такой конструкции состоят в следующем: отпадает необходимость в сверлении стружечных отверстий, создается возможность простой заточки и переточки под различными углами у и X на универсально-заточном станке, уменьшается трудоемкость изготовления и создаются лучшие условия для отвода стружки. Такие плашки выпускаются некоторыми зарубежными фирмами.
Расчет плашек.
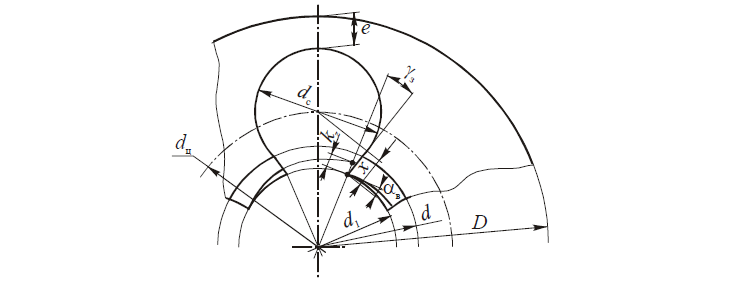
Расчет плашек заключается в определении диаметров стружечных отверстий dc=2rc, диаметра окружности их центров dц = 2rц и наружного диаметра D плашки при заданном внутреннем диаметре нарезаемой резьбы d1 = 2r1. Расчетная схема представлена на рис. 6.
Рис. 6. Расчетная схема определения основных конструктивных параметров плашки.
При расчете плашки большое значение имеет правильный выбор соотношения ширины пера и просвета b / c . Ширина пера b должна быть достаточной для обеспечения прочности и жесткости. Именно по причине поломки перьев плашки часто выходят из строя. В то же время с увеличением ширины перьев возрастает крутящий момент трения, сокращается ширина просвета, ухудшаются условия отвода стружки. При этом возможны пакетирование и защемление стружки, а также поломка перьев. Поэтому рекомендуют брать отношение b / c = =0,65…0,85. При расчете также задаются значениями таких параметров, как внутренний диаметр (радиус) резьбы d1 (r1), наружный диаметр плашки (предварительно) D, число перьев n = zc (табл. 1), угол заточки γз, величина подточки по передней поверхности x = (1,2…1,5)h.
Для облегчения сверления стружечных отверстий и оформления передней поверхности при подточке предусматривается величина перекрытия окружностей с радиусами r1 и rс в пределах ƒ=(0,1…0,2) rс.
На расчетной схеме (рис. 6) показана передняя поверхность плашки до заточки как часть стружечного отверстия с передним углом у и прямолинейным участком x после заточки угла γз. При этом углы между линией центров ООс и радиусами, проведенными в точки A и B, обозначены соответственно ω и ωз:
Радиус стружечного отверстия найдем из соотношения c /2 = r1 sin ω = rc cos(ω + γ)
Радиус окружности центров стружечных отверстий (рис. 6) вычислим по формуле
rc = r1 cos ω + rc sin(ω + γ)
После подстановки rc из уравнения получим
rц = r1[cos ω + sin ω tg(ω + γ)]
Найдем угол ω с учетом отношения b/c = sinθв/sin2ω≈θв/2ω. Так как 2ω+θв = 2π /n, то после подстановки и некоторых преобразований найдем, что
ω=π/n(1 + b/c)
Передний угол предварительно назначается в пределах γ = γз + (10…15)°.
В конце расчета производится проверка на допустимую толщину стенки плашки
e = 0,5(D — dц — dc)
и величину перекрытия окружностей радиусов r1 и rс
f = 0,5(d1 — dц + rс).
Если полученные значения e и f не удовлетворяют указанным выше ограничениям, то, задаваясь их новыми значениями и отношением b/c в пределах допустимых диапазонов, по уравнениям находят новые значения rс и rц с возможной корректировкой диаметра плашки D, числа стружечных отверстий zc и угла заточки γз.
Окончательно эти и другие параметры плашки уточняют прочерчиванием ее в большом масштабе.
Измерение элементов резьбы плашки представляет большие затруднения. Проверка качества плашек осуществляется обычно косвенным путем: нарезанием резьбы на пробной заготовке и измерением ее параметров. Поэтому допуски на элементы резьбы плашек не устанавливают, задаваясь ими только для плашечных и маточных метчиков, применяемых при изготовлении плашек.
Конструктивные особенности плашек других типов.
При нарезании резьбы вручную применяются плашки слесарные (рис. 7, а). Они делаются квадратными разрезными для того, чтобы в процессе резания можно было регулировать диаметр в зависимости от нагрузки и производить нарезание резьбы в несколько проходов. Плашки имеют две стружечные канавки А и устанавливаются в специальных воротках — клуппах, снабженных винтами для крепления и регулировки зазора между двумя половинками плашки.
К слесарным плашкам также можно отнести и винторезную дощечку (рис. 7, б), в которой находится несколько плашек с небольшим диаметром резьбы и двумя стружечными отверстиями.
Рис. 7. Плашки: а — слесарная; б — слесарная винторезная дощечка
Плашки трубчатые (прогонки) (рис. 8) представляют собой трубу из инструментальной стали с нарезанной резьбой. Для размещения сходящей стружки со стороны переднего торца в плашке прорезаны пазы, длина которых в 2 раза больше длины нарезаемой резьбы. Стружка снимается зубьями, расположенными на заборном конусе, с углом 2φ = 50…60о. Длина резьбы плашки ℓ = (7…8)Р и на заборной части ℓ1 = (2,0…2,5)Р. Передний угол обеспечивается путем простой в исполнении заточки по передней грани в зависимости от свойств обрабатываемого материала и берется в диапазоне γ = 0…25о, задний угол α создается затылованием по вершинным режущим кромкам, как у круглых плашек. Регулирование резьбы по диаметру производится с помощью разрезного кольца, надеваемого на плашку и сжимающего ее. Применяют такие плашки на револьверных станках и станках-автоматах. По сравнению с круглыми плашками они имеют следующие преимущества: 1) лучшие условия отвода стружки; 2) меньшее коробление при термообработке;
высокая технологичность из-за простой переточки по передней грани;
возможность регулирования диаметра резьбы при износе.
Недостатком трубчатых плашек является низкая точность нарезаемой резьбы.
Рис. 8. Трубчатая плашка.
Плашки для конических резьб (рис. 9) применяются при нарезании наружных резьб в трубопроводах высокого давления. Особенности конструкций таких плашек: 1) плашки работают не напроход, а только с одной стороны, имеющей заборный конус с углом 2φ = 30…550; 2) перья делают как можно меньшей ширины для снижения сил резания и трения; 3) число стружечных отверстий равно zc = 4…7, для d=1/6.. .2″; 4) углы режущих зубьев γ = 200, α = 60.
Рис. 9. Круглая плашка для конической резьбы.
Наибольшая нагрузка на плашку возникает в конце нарезания резьбы. Во избежание поломок таких плашек необходимо применять патроны с предохранительным устройством от перегрузки.
Метчики широко используются в машиностроении для нарезания резьбы в отверстиях заготовок и весьма разнообразны по конструкциям и геометрическим параметрам.
Метчик — это винт, превращенный в инструмент путем прорезания стружечных канавок и создания на режущих зубьях передних, задних и других углов. Для крепления на станке или в воротке он снабжен хвостовиком. Режущая часть метчика изготавливается чаще всего из быстрорежущей стали, реже из твердого сплава.
Условия резания при снятии стружки метчиком очень тяжелые из-за несвободного резания, больших сил резания и трения, а также затрудненных условий удаления стружки. Кроме того, метчики имеют пониженную прочность из-за ослабленного поперечного сечения. Особенно отрицательно это сказывается при нарезании резьбы в вязких материалах метчиками малых диаметров, которые часто выходят из строя из-за поломок, вызванных пакетированием стружки.
Достоинствами метчиков являются: простота и технологичность конструкции, возможность нарезания резьбы за счет самоподачи, высокая точность резьбы, определяемая точностью изготовления метчиков.
По конструкции и применению метчики делят на следующие типы:
ручные (слесарные) — с ручным приводом, изготавливаются комплектами из двух или трех номеров;
машинно-ручные одинарные или в комплекте из двух номеров — с ручным или станочным приводом;
машинные одинарные — со станочным приводом;
гаечные — для нарезания резьбы в гайках на специальных станках;
плашечные и маточные — для нарезания и, соответственно, калибрования резьбы в резьбонарезных плашках;
специальные — для нарезания резьб различных профилей: трапецеидальных, круглых, упорных и т.д., а также сборные регулируемые, метчики-протяжки, конические метчики и др.
Конструктивные элементы метчиков и геометрические параметры режущей части.
Несмотря на большое разнообразие типов метчиков, они имеют общие основные части, конструктивные элементы и геометрию режущей части, которые рассмотрим ниже на примере метчиков для нарезания остроугольной крепежной резьбы, получивших наибольшее распространение на практике.
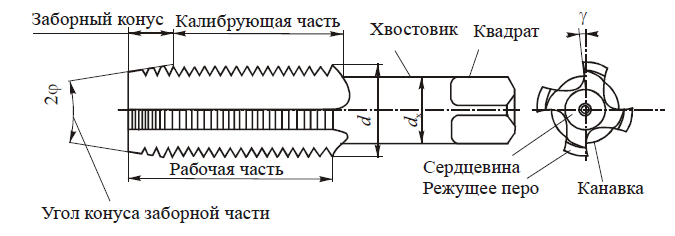
Основными частями метчика (рис. 1) являются: режущая (заборная) и калибрующая части, стружечные канавки, число перьев и зубьев, хвостовик с элементами крепления. К геометрическим параметрам относятся: φ — угол заборного конуса, играющий роль угла в плане; γ и α — передний и задний углы на режущих кромках; ω — угол наклона винтовых стружечных канавок; λ — осевой угол подточки передней поверхности.
Рис. 1. Основные элементы метчика.
Режущая часть метчика выполняет основную работу по срезанию припуска, формированию профиля нарезаемой резьбы и удалению стружки из зоны резания. Она определяет точность резьбы и стойкость метчиков.
Для распределения припуска между зубьями режущая часть выполняется на поверхности усеченного конуса, называемого заборным, с углом φ наклона его образующей к оси. Если режущая часть получается путем срезания на конус резьбы исходного винта, то высота зубьев на нем переменная.
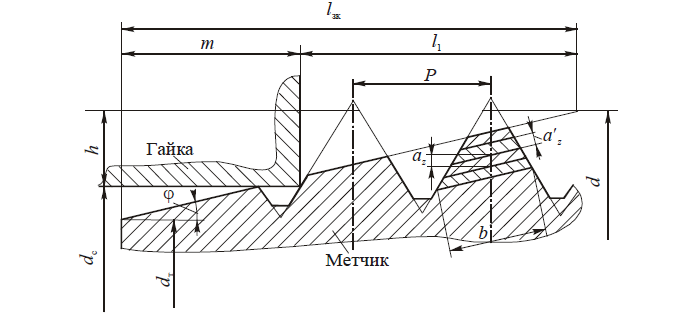
При этом зубья на длине режущей части ℓ1 срезают припуск во впадине резьбы детали по генераторной схеме, т.е. каждый режущий зуб участвует в формировании профиля резьбы (рис. 2). Использование такой схемы значительно упрощает технологии изготовления и заточки метчиков.
Рис. 2. Схема для определения параметров режущей части метчика.
Известны и другие предложения по оформлению режущей части метчика, например по использованию профильной схемы резания, когда на заборном конусе нарезаются зубья с полным профилем резьбы или в качестве образующей заборной части берется не прямая, а дуга окружности, и др. Хотя эти варианты и позволяют повысить стойкость метчиков и точность нарезаемой резьбы, но они существенно увеличивают трудоемкость изготовления метчиков и поэтому не нашли широкого практического применения. При генераторной схеме резания главными режущими кромками являются вершинные кромки переменной ширины, а боковые кромки зубьев — вспомогательными.
Число режущих зубьев метчика
z = zкn
где zк — число стружечных канавок; n — число режущих зубьев на одном пере (п=ℓ1/P).
На рис. 2 показано, что каждый зуб метчика срезает слой постоянной толщины αz и переменной ширины b. Строго говоря, толщина среза должна измеряться по нормали к режущей кромке — α’z. Тогда
αz = α’z/cos φ
Учитывая малую величину φ = 3…6°, можно принять αz ≈ α’z.
При глубине впадины резьбы h = ℓ1tg φ, вырезаемой всеми зубьями метчика, толщина среза, приходящаяся на один зуб, равна
Число канавок zк , а следовательно, и перьев зависит от диаметра метчика, прочности перьев и условий размещения стружки. На практике для машинных метчиков рекомендуются значения zк в зависимости от диаметра резьбы (табл. 1).
d, мм
2…20
22…36
32…52
zк
2…3
3…4
4…6
Таблица 1. Число канавок метчика в зависимости от диаметра резьбы.
Из уравнения следует, что чем меньше число канавок при прочих равных условиях, тем больше толщина среза αz , а следовательно, меньше удельная сила резания. За счет сокращения суммарного объема стружечных канавок метчик имеет больший запас прочности. Однако при этом ухудшается качество обработанной поверхности и снижается точность нарезаемой резьбы. Поэтому малые значения zк используют только у метчиков малых диаметров, где основными являются требования к прочности метчиков.
На выбор αz при проектировании метчиков большое влияние оказывают физико-механические свойства обрабатываемого материала: прочность, твердость, вязкость и др. (табл. 2).
Обрабатываемый материал
αz, мм
Сталь
0,02…0,05
Чугун
0,04…0,07
Цветные металлы и сплавы
0,06…0,15
Труднообрабатываемые стали и сплавы
0,015…0,020
Таблица 2 .Значения αz метчика в зависимости от обрабатываемого материала.
Предельными являются значения αz , равные 0,015 и 0,15 мм. При αz < 0,015 мм резание становится затрудненным и даже невозможным, так как в этом случае толщина среза приближается по величине к радиусу скругления режущей кромки и наблюдаются смятие и скобление поверхности резьбы. При αz > 0,15 мм резко повышается шероховатость поверхности резьбы и из-за увеличения силы резания снижается ее точность. Таким образом, при выборе αz исходят из того, что при уменьшении αz до определенного предела улучшается качество резьбы, снижаются силы резания, но уменьшается производительность процесса резьбонарезания. Поэтому при нарезании качественных резьб берут меньшие значения αz . Так же поступают и при обработке более прочных и вязких материалов, например жаропрочных и нержавеющих сталей, титановых сплавов и др.
Как видно из уравнения и рис. 2, изменить величину αz можно путем изменения угла заборного конуса φ а следовательно, и длины режущей части метчика, так как
ℓ1 = h /tg φ
Для стандартных машинных метчиков рекомендуется φ = 6°30′, а для гаечных метчиков φ = 3°30′. Такое небольшое значение φ берется также с целью обеспечения лучших условий захода метчика в отверстие. При изменении условий резания величину угла φ, а следовательно, и αz можно менять путем переточки метчика по заборному конусу.
На окончательный выбор значений параметров φ и αz оказывают влияние тип отверстия и комплектность метчиков, применяемых для нарезания резьбы.
На рис. 3 показаны наиболее часто встречающиеся на практике четыре типа отверстий: сквозные неглубокие и глубокие, глухие с малым и большим пространствами для выхода метчика. Если выразить длину режущей части в шагах Р, то при нарезании резьбы в сквозных отверстиях принимают ℓ1 = 6Р, у гаечных метчиков ℓ1 = (6…12)Р, в глухих отверстиях ℓ1 = 2Р и в труднообрабатываемых материалах ℓ1 =(12…20)Р.
Рис. 3. Типы отверстий для нарезания резьбы метчиками: а — короткие сквозные; б — длинные сквозные; в — глухие с глубоким выбегом метчика; г — глухие с неглубоким выбегом метчика
При нарезании резьбы в сквозных отверстиях, в том числе в гайках, когда длина режущей части равна длине нарезаемой резьбы, возникает наибольшая сила резания, так как при этом суммарная площадь срезаемого припуска будет максимальной. Если же режущая часть короче длины резьбы, то сила резания будет меньше.
При сокращении размера ℓ1 сила резания уменьшается за счет увеличения az и снижения удельной силы резания, сокращается также машинное время, но ухудшаются условия захода метчика в отверстие. С целью исправления этого недостатка диаметр на переднем торце метчика dT принимают меньше диаметра отверстия, просверленного под резьбу (рис. 2), т.е.
dт = dc — 2ƒℓзкtgφ
где dc — диаметр сверла; ƒ — коэффициент уменьшения диаметра (для метчиков d=2…30 мм, ƒ = 0,3…0,18, причем большее значение ƒ берется для метчиков меньших диаметров).
Как следует из рис. 2, длина режущей части ℓ1 меньше длины заборного конуса ℓзк:
Длина заборного конуса с учетом диаметра метчика с торца dт равна
Найдем длину заборного конуса для заданного диаметра отверстия под резьбу dc. Так как ℓзк = ℓ1 — fℓ1 = ℓ1(1 — f), то из уравнения
При нарезании резьбы в глухих отверстиях за один проход, как указывалось выше, ℓ1 = 2P. В случае применения комплекта из двух метчиков принимают ℓ1 = 6P для чернового метчика и ℓ1 = 2P для чистового метчика. С целью облегчения работы машинных метчиков там, где это допустимо с точки зрения конструкции детали, сверлят отверстие под резьбу на большую глубину по сравнению с требуемой (рис. 3, в). Такое отверстие можно нарезать метчиком, предназначенным для сквозных отверстий.
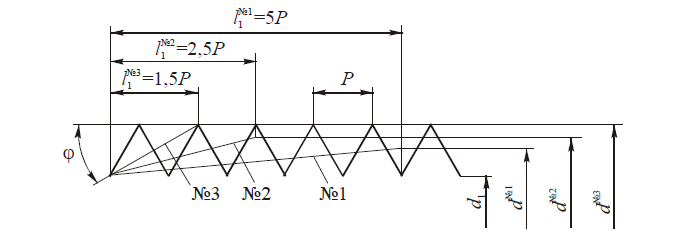
При нарезании резьбы вручную, как правило, трудно удалить весь припуск за один проход. Поэтому приходится его распределять между несколькими метчиками комплекта, который может состоять из двух или трех номеров. Соответственно ℓ1, φ, наружный d и средний d2 диаметры резьбы будут у них переменными (рис. 4).
Рис. 4. Распределение припуска между метчиками комплекта из трех номеров.
В табл. 3 приведены рекомендации по распределению объема снимаемого припуска между метчиками комплекта, углы φ, длины режущей части ℓ1 и нагрузки в процентах на каждый метчик.
Номера метчиков в комплекте
Комплект из двух номеров
Комплект из трех номеров
№1 (черновой метчик)
70%; φ = 7°; ℓ1 = 6Р
50%; φ = 4°; ℓ1 = 5Р
№2 (средний метчик)
—
30%; φ = 10°; ℓ1 = 2,5Р
№3 (чистовой метчик)
30%, φ = 20°; ℓ1 = 2Р
20%; φ = 20°; ℓ1 = 1,5Р
Таблица 3. Распределение припуска между метчиками комплекта.
У всех метчиков комплекта внутренний диаметр резьбы d1 одинаков, а наружный d и средний d2 диаметры отличаются. Так, например, для комплекта из трех метчиков они равны соответственно
d(№1) = d(№3)-0,5P;d(№2) = d(№3) -0,15P
где d(№1..3) — наружный диаметр соответственно метчиков №1…3.
d2(№1) = d2(№3) -0,15P; d2(№2) = d2(№3) -0,07P,
где d2(№1…3) — средний диаметр соответственно метчиков №1…3.
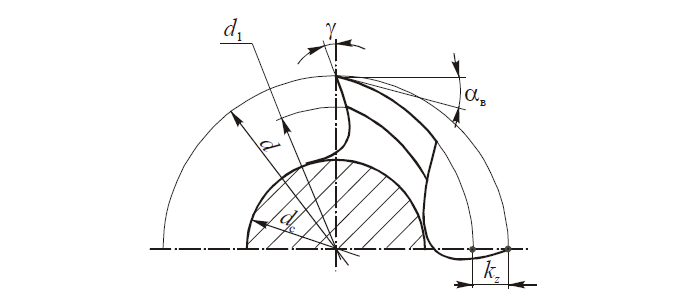
Геометрические параметры зубьев режущей части метчика показаны на рис. 5.
Передний угол γ у зубьев метчика — это угол между касательной к передней поверхности и радиусом, проведенным в точку режущей кромки, через который проходит основная плоскость. Строго говоря, этот угол изменяется по высоте зуба, так как точки режущих кромок лежат на разных диаметрах, однако для крепежных резьб с небольшой высотой резьбы перепад этих диаметров небольшой и изменение угла невелико.
Учитывая тяжелые условия работы метчика, передний угол γ, как правило, берут положительным. Для обработки сталей средней твердости рекомендуется брать угол γ = 12…15°, для хрупких материалов (чугун, бронза, латунь), а также для твердой стали γ = 0…5°, для цветных металлов и сплавов γ = 16…25°.
Задний угол αв на главных вершинных кромках — это угол между вектором скорости резания, через который проходит плоскость резания, и касательной к задней поверхности. Он создается путем затылования вершинных режущих кромок зубьев по архимедовой спирали. Рекомендуется брать αв = 6…12° (меньшее значение берется для ручных метчиков).
Величина падения затылка, измеряемая на радиусе, проведенном в вершину соседнего зуба, равна (по аналогии с затылованными фрезами).
На боковых режущих кромках при генераторной схеме резания задние углы отсутствуют, так как толщины срезаемых слоев небольшие.
Только у метчиков с профильной схемой резания, применяемых для нарезания резьб высокой точности и качества поверхности, используется затылование по всему профилю зубьев.
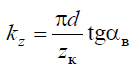
После затупления метчиков переточка режущих зубьев может производиться как по передней, так и по задней поверхности по схемам, приведенным на рис. 6. В случае затылования поворот метчика производится в пределах ширины пера с использованием, например, приспособления, показанного на рис. 6, б.
Рис. 6. Заточка метчика: а — по передней грани; б — по задней грани
Калибрующая часть метчика, имеющая полный профиль резьбы, предназначена для окончательного формирования нарезаемой резьбы. Она также обеспечивает направление метчика в отверстии, его самоподачу по резьбе, нарезанной заборной частью, а также служит запасом на переточку метчика. Наибольший износ ее зубьев приходится на первый виток после заборной части. В процессе переточки метчика из-за малого значения угла φ длина калибрующей части ℓ2 заметно уменьшается. При назначении размера исходят из следующих соображений: чем больше размер ℓ2, тем лучше направление метчика в отверстии, тем точнее нарезаемая резьба и больше запас на переточку, но при этом возрастает крутящий момент трения. Поэтому считается достаточным, если ℓ2 = 0,5d для средних и крупных и ℓ2 = (1,2…1,5)d для мелких диаметров. При нарезании резьб с мелким шагом длина ℓ2 может быть увеличена до (20…40)P.
Для уменьшения трения и во избежание защемления метчика в отверстии калибрующая часть снабжается обратным конусом по наружному диаметру с уменьшением его на 0,04…0,08 мм на 100 мм длины. У метчиков со шлифованной резьбой также производится затылование по боковым сторонам витков в пределах 2/3 ширины пера от его конца на величину падения затылка kz = 0,02…0,04 мм. При этом задний угол на боковых режущих кромках равен αб = 15…20′. Кроме снижения трения, это способствует устранению налипания мелкой стружки на витки резьбы метчика. У ручных метчиков затылование на калибрующей части не предусматривается.
При нарезании резьб в вязких и особо труднообрабатываемых материалах применяется также срезание зубьев через один в шахматном порядке (см.ниже метчики с шахматным расположением зубьев) с целью снижения сил трения на калибрующей части.
Форма стружечных канавок и перьев метчика.
Форма стружечных канавок и перьев метчика оказывает большое влияние на его работоспособность. Объем канавок должен быть достаточным для размещения стружки, особенно при нарезании резьбы в глухих отверстиях. Форма канавки должна способствовать лучшему формированию и отводу стружки из зоны резания.
Часть поверхности канавки является передней гранью зуба, по которой сходит стружка. Она прямолинейна (рис. 7, а) и обеспечивает постоянство угла вдоль всей длины рабочей части метчика. Другая часть канавки определяет форму спинки зуба. При вывертывании метчика задняя сторона пера может срезать стружку и испортить резьбу. Это наиболее вероятно в том случае, когда форма канавки полукруглая (рис. 7, б). При прямолинейной спинке угол η между касательной к наружной окружности и спинкой зуба должен быть не менее 75°. Для лучшего скручивания стружки в плотные жгуты чаще всего спинку зуба делают по радиусу (рис. 7, б), что особенно важно при обработке вязких материалов.
Рис. 7. Форма и направление стружечных канавок метчика: а — прямолинейный профиль; б — полукруглый профиль; в — винтовая канавка для нарезания резьбы в сквозных отверстиях; г — винтовая канавка для нарезания резьбы в глухих отверстиях; д — подточка передней поверхности метчика под углом λ
С целью упрощения технологии изготовления основная масса метчиков выпускается с прямыми стружечными канавками, параллельными оси, но в последние годы изготавливаются метчики и с винтовыми канавками, имеющими угол наклона к оси метчика ω = 10…45° (рис. 7, в, г). Для нарезания резьбы в сквозных и глухих отверстиях такие канавки имеют соответственно правое и левое направления. При этом стружка выталкивается канавкой вперед при нарезании резьбы в сквозных отверстиях или назад к хвостовику — в глухих отверстиях.
Для сквозных отверстий используется также более простой способ направления стружки путем подточки пера по передней поверхности под углом λ (рис. 7, д). При этом также увеличивается объем канавки на режущих зубьях заборной части и предотвращается ее защемление в отверстии.
Глубина стружечных канавок обычно постоянна по всей длине рабочей части метчика или может несколько уменьшаться по направлению к хвостовику с целью повышения прочности. Она определяется диаметром метчика d и числом канавок zк. Ориентировочно высота канавки hк = (0,35…0,4)d при zк = 3; hк=(0,4…0,45)d при zк= 4; hк = (0,5…0,55)d при zк = 6.
Прочность метчика зависит от диаметра сердцевины dc и ширины пера C (рис. 7,б). От последнего параметра также зависит запас на переточку по передней грани. В то же время с увеличением ширины пера увеличивается момент трения на метчике. Ориентировочно значение ширины пера принимается равным C = 0,3d при zк = 3; C = 0,2d при zк = 4; C = 0,16d при zк = 6.
Рабочую часть ручных метчиков изготавливают из инструментальных сталей, машинно-ручные и машинные — из быстрорежущих сталей, а также из твердых сплавов группы ВК, имеющих повышенную прочность. Рабочую часть метчиков диаметром d > 8 мм сваривают с хвостовиком из конструкционной стали.
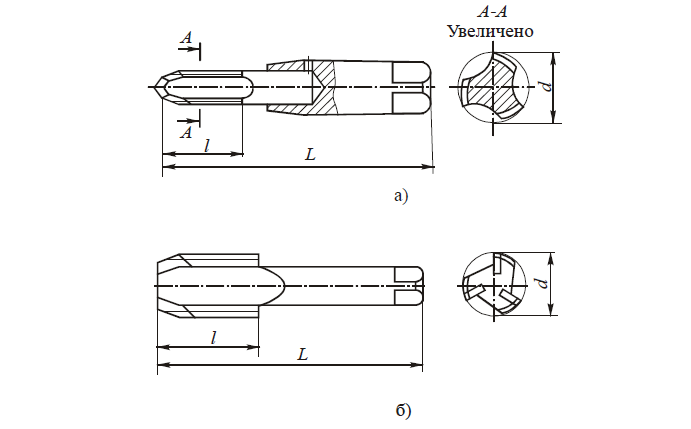
Твердосплавные метчики диаметром до 8 мм делают цельными, диаметром 8…12 мм — с цельной рабочей частью и стальным хвостовиком (рис. 8, а), а диаметром более 12 мм — с напайкой твердосплавных пластин на корпусы инструментов, изготавливаемых из сталей 9ХС и ХВСГ (рис. 8, б).
Рис. 8. Твердосплавные метчики: а — с цельной твердосплавной рабочей частью, припаянной к хвостовику; б — с напайными твердосплавными пластинами
Хвостовики метчика изготавливают цилиндрическими с квадратом на конце для зажима и передачи крутящего момента. Диаметр хвостовика обычно меньше внутреннего диаметра резьбы на 0,25…1,0 мм. У метчиков для резьб d = 2…10 мм, чтобы повысить прочность, делают усиленные хвостовики диаметром, большим диаметра рабочей части. Длина хвостовика зависит от глубины нарезаемого отверстия. У гаечных метчиков она наибольшая, что необходимо для размещения гаек. При этом хвостовик может быть изогнутой формы (см.ниже).
Допуски на размеры профиля метчиков.
Допуски на элементы резьбы d, d1, d2, P и α/2 назначаются в соответствии с ГОСТ 3266-81.
Их величина зависит от степени точности нарезаемой резьбы и класса точности метчика (табл. 4).
Степень точности нарезаемой резьбы
4Н, 5Н, 4Н5Н
5Н6Н, 6Н
6Н
6Н, 7Н
6G
6G, 7G
Класс точности метчика
1
2
3
4
1
2
Таблица 4. Влияние класса точности метчика на степень точности нарезаемой резьбы.
Примечания: 1. При двойном обозначении степени точности резьбы, например 4Н5Н, на первом месте ставится степень точности по d2 гайки, на втором — болта. 2.Метчики классов 1, 2, 3 изготавливаются со шлифованной резьбой.
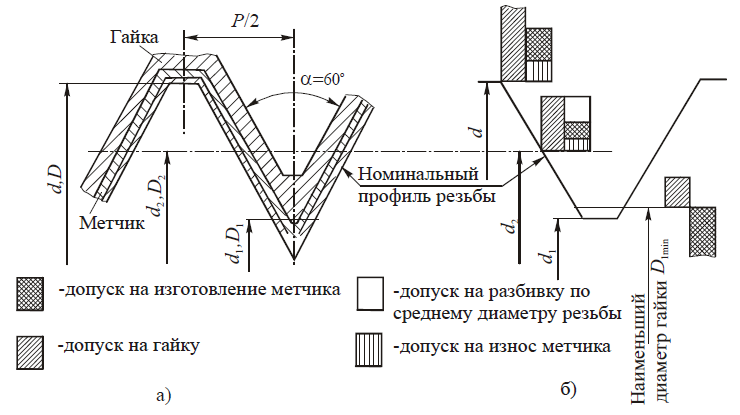
На рис. 9, а показано расположение полей допусков на диаметры резьб гайки и метчика для метрической крепежной резьбы.
При посадке с зазором поле допуска резьбы гайки находится выше номинального профиля (в «теле» гайки). Поле допуска на резьбу метчика лежит внутри поля допуска на гайку, оно значительно уже и расположено ближе к номинальному профилю, но не совпадает с ним, а имеет допуск на износ по наружному d и среднему d2 диаметрам (рис. 9, б). Верхняя граница поля допуска гайки по наружному диаметру не ограничивается, поэтому поле допуска метчика по этому параметру находится полностью в поле допуска гайки, в том числе с допуском на износ.
Рис. 9. Схемы расположения полей допусков на диаметры резьбы метчика (d, d1, d2) и гайки.
Средний диаметр резьбы d2 является основным параметром, характеризующим класс точности метчика. Поле допуска на него состоит из допусков на износ, изготовление и разбивку, которые в сумме равны допуску на средний диаметр гайки D2.
Внутренним диаметром d1 метчик не должен снимать стружку. Поэтому верхнее отклонение поля допуска метчика на d1 должно быть ниже наименьшего диаметра резьбы гайки. Нижнее отклонение по d1 метчика не регламентируется. Дно впадины резьбы метчика может быть произвольной формы, в том числе с закруглением, но не должно заходить за нижнюю границу поля допуска на диаметр D1 гайки, т.е. метчик впадиной резьбы не должен касаться внутренней поверхности резьбы гайки.
Допуск на шаг резьбы метчика зависит от погрешностей механизма подачи резьбошлифовального станка и погрешностей, вызванных термообработкой. У метчиков 1, 2, 3-го классов точности в зависимости от диаметра и класса точности предельные отклонения по шагу на длине 25 витков составляют 0,006…0,012 мм.
Отклонение по углу профиля α назначается с учетом обеспечения симметричности профиля. Поэтому оно задается на половину этого угла. С учетом возможных погрешностей инструментов, нарезающих резьбу метчика, после термообработки метчиков классов точности 1, 2, 3 этот допуск в зависимости от диаметра и класса точности равен
δ(α/2) = ±40…15′.
Выбор диаметра отверстия под резьбу.
Выбор диаметра отверстия под резьбу зависит от вида материала, его способности к вспучиванию резьбы после прохода метчика. При обработке материалов повышенной вязкости, а также с большим упругим восстановлением (цветные металлы, титановые сплавы) наблюдается уменьшение внутреннего диаметра нарезанной резьбы, вызывающее увеличение момента трения и иногда поломку метчика.
Во избежание этого диаметр отверстия под метчик dсв выбирают больше внутреннего и меньше наружного диаметра резьбы метчика, т.е. диаметр сверла d1<dсв<d. Ориентировочно при нарезании метрических резьб в стальных заготовках диаметр сверла можно определить по формуле
dсв = d — P
Особенности конструкций некоторых основных типов метчиков.
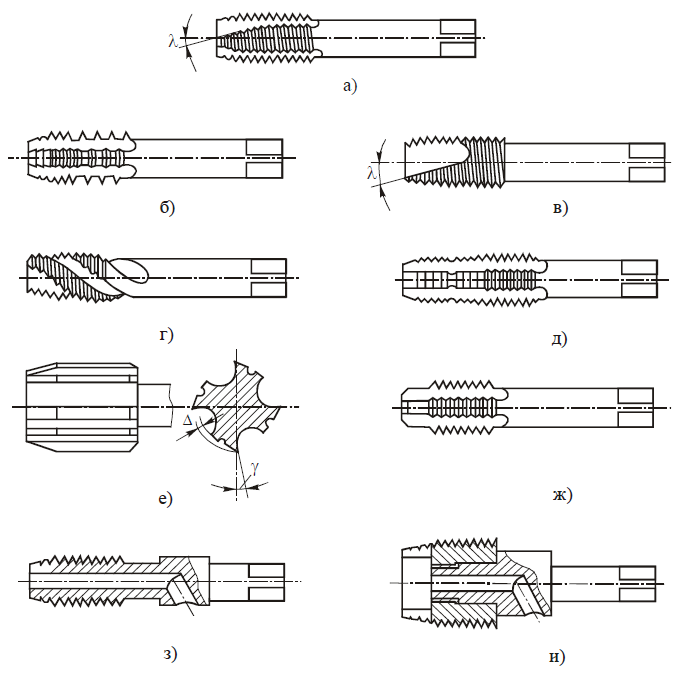
Несмотря на простоту конструкций метчиков, в практике нашли применение различные варианты их исполнения применительно к решению конкретных задач производства. Насчитывается более 12 вариантов исполнения машинных метчиков, часть из которых представлена на рис. 10, а-и. Ниже даны краткие характеристики конструкций метчиков, нашедших наибольшее практическое применение.
Слесарные (ручные) метчики предназначены для нарезания резьб вручную. Они изготавливаются из инструментальных сталей комплектами из двух или трех метчиков, у которых резьба получена накаткой роликами. Класс точности метчика невысокий (4-й класс). В последнее время стали изготавливать слесарные метчики также из быстрорежущей стали со шлифованным профилем, в том числе с унифицированной резьбой по американским стандартам диаметром d = 1/4.. .1″. Для нарезания резьбы в сквозных отверстиях у ручных метчиков, так же как у машинных, делают подточку передней грани под углом λ (рис. 10, а).
Машинные и машинно-ручные метчики (см. рис. 1) используются на сверлильных, токарных и агрегатных станках для нарезания метрической резьбы М2…М24 в заготовках из стали прочностью σв до 800 Н/мм2, латуни, чугуна, в сквозных и глухих отверстиях. Размеры таких метчиков стандартизованы. Материал режущей части метчиков — сталь Р6М5, резьба шлифованная и затылованная. Машинно-ручные метчики выпускаются комплектами из двух или трех номеров и могут использоваться также при нарезании резьбы вручную. Стандартные машинные метчики одинарные, имеют относительно короткую заборную часть и прямые стружечные канавки, передний угол γ = 10°. Если они не отвечают требованиям производства, то могут быть переделаны на специальные метчики самим потребителем или по заказу инструментальными заводами. Переделка чаще всего состоит в изменении углов γ, φ, λ, а также в удалении части ниток в шахматном порядке. В этом случае исходят из того, что при обработке вязких материалов следует увеличить угол γ до 20°, а хрупких материалов (чугуна, бронзы), наоборот, уменьшить угол γ до 4…6°. С помощью угла φ можно регулировать толщину среза на один зуб αz и, соответственно, силы резания и шероховатость поверхности с учетом изложенного выше.
Метчики с шахматным расположением зубьев (рис. 10, б) рекомендуется использовать для нарезания резьбы в вязких материалах, так как они исключают заклинивание витков инструмента в процессе резания вследствие уменьшения сил трения. При этом срезание зубьев метчика осуществляется обычно только на его калибрующей части. При обработке малопрочных вязких материалов зубья срезаются как на 1/3 длины заборной части, так и по всей ее длине. Практика показывает, что эффект уменьшения сил трения тем выше, чем больше шаг резьбы.
Рис. 10. Конструкции некоторых типов метчиков: а — слесарный (ручной); б — с шахматным расположением зубьев; в — бесканавочный; г — с винтовыми канавками; д — ступенчатый; е — с режуще-выглаживающими зубьями ; ж — с направляющей частью; з — с внутренним подводом СОЖ; и — колокольного типа
Метчики с укороченной стружечной канавкой (рис. 10, в) или, как их часто называют, бесканавочные имеют короткие канавки переменной глубины с углом наклона дна канавки к оси ψ = 5…10° и осевым углом λ = 9…12°. По сравнению с обычными метчиками эти метчики из-за большого поперечного сечения более прочные. Длина канавок примерно равна удвоенной длине заборного конуса. Во избежание повышенного момента трения из-за отсутствия канавок на большей длине незатылованной калибрующей части делают большую обратную конусность по наружному диаметру (до 0,2 мм на 100 мм длины).
Такие метчики рекомендуется применять для нарезания резьб диаметром до 10 мм в сквозных отверстиях заготовок из труднообрабатываемых легированных сталей, вязких низкоуглеродистых сталей, цветных металлов и сплавов. Они обеспечивают также высокую точность и низкую шероховатость поверхности резьбы.
Метчики с винтовыми канавками (рис. 10, г), как было показано выше, рекомендуются для надежного удаления стружки в основном из глухих отверстий. При нарезании резьбы в сквозных отверстиях удаление стружки в направлении подачи метчика проще обеспечить путем подточки передней поверхности под осевым углом λ.
Ступенчатые метчики (рис. 10, д) имеют двойную режущую часть и позволяют реализовать в одном метчике любую комбинацию схем резания. Например, первая часть, имеющая занижение по профилю, может обрабатывать резьбу по генераторной схеме, а вторая — по профильной. При этом можно нарезать высокоточные резьбы. Эта конструкция удобна и для таких комбинированных схем, в которых одна часть выполняет резание, а вторая — выглаживание резьбы.
Метчики с режуще-выглаживающими зубьями (рис. 10, е) имеют перья с режущими и ведущими участками. Если перепад по диаметру Δ < 0, то имеет место сочетание резания и выглаживания резьбы. При Δ > 0 опорные ведущие участки перьев позволяют повысить точность нарезаемой резьбы. Небольшое занижение Δ существенно снижает вероятность разбивки резьбы, особенно в случае несовпадения осей метчика и отверстия. Канавки, разделяющие режущие и ведущие части метчика, служат для подвода СОЖ и выхода абразивного круга при шлифовании профиля резьбы.
Метчики с направляющими частями (рис. 10, ж) применяются для обработки деталей с точным взаимным расположением поверхностей нескольких отверстий. У метчиков для сквозных отверстий направляющая часть располагается впереди режущей части, а для глухих — после калибрующей части. Направляющая часть, расположенная после калибрующей части, имеет увеличенный диаметр и требует применения кондукторной втулки.
Метчики с внутренним подводом СОЖ (рис. 10, з) имеют стойкость в 3…4 раза выше из-за лучших условий охлаждения, смазки и отвода стружки, но требуют специальных устройств для подвода СОЖ.
Метчики колокольного типа (рис. 10, и) применяют при нарезании резьб в сквозных отверстиях крупных диаметров d = 50…400 мм в тяжелом машиностроении. Они выполняются цельными или составными. В последнем случае рабочая часть метчика насадная, состоящая из режущей и калибрующей частей. Внутренняя полость метчика обеспечивает подвод СОЖ и имеет большое пространство для размещения стружки. Число перьев у таких метчиков доходит до 16.
Гаечные метчики (рис. 11) служат для нарезания сквозных резьб без свинчивания гаек путем их нанизывания на хвостовую часть. Для лучшего захода метчика в отверстие они имеют длинную заборную и короткую калибрующую части. В начале заборной части снимают фаску под углом 45° на длине (1.. .1,5)Р, а иногда делают гладкую переднюю направляющую диаметром dн = d1min -(0,1…0,3) мм.
Из-за большой длины гаечных метчиков, затрудняющей их изготовление, особенно при шлифовании резьбы, их часто делают составными: отдельно изготавливают режущую и хвостовую части, а затем их соединяют сваркой трением, пайкой или с помощью резьбы.
Хвостовики гаечных метчиков изготавливают длинными прямыми или изогнутой формы (рис. 11, а, б). Метчики с изогнутыми хвостовиками применяют для нарезания резьбы в гайках на станках-автоматах с непрерывным циклом. Здесь заготовки гаек подаются из бункера в зону резания и после нарезания резьбы сходят по изогнутому хвостовику в лоток (рис. 11, в).
Рис. 11. Гаечные метчики: а — с прямым хвостовиком; б — с изогнутым хвостовиком; в — схема работы гайконарезного станка-автомата
Плашечные и маточные метчики (рис. 12). Плашечные метчики служат для предварительного нарезания резьбы в круглых плашках до сверления стружечных отверстий, а маточные — для калибрования резьбы после сверления. Иногда их объединяют в один комбинированный плашечно-маточный метчик и используют для нарезания резьбы в плашках за один проход.
Рис. 12. Метчики: а — плашечный; б — маточный
Так как обрабатываемый материал часто имеет большую твердость, а к резьбе предъявляются высокие требование по точности, то для лучшего направления метчика в отверстии угол заборного конуса у плашечных метчиков берут малым φ=1°20′, а длину заборного конуса большой — ℓзк = (46…48)P. При этом на длине заборной части, равной ℓ1 = 16P, зубья имеют полный профиль с углом φ = 1°20′ и затылованием на величину kz = 0,03…0,06 мм по d2 и d1, на остальной части, выполненной по цилиндру с затылованием по вершинам зубьев, — на величину kz=0,45…1,1 мм. Таким образом, плашечный метчик имеет только режущие зубья, которые на первом участке работают по профильной схеме резания, а на втором — по генераторной. Число перьев метчика принимается на 1…2 больше числа отверстий в плашке.
У маточных метчиков имеются заборная часть длиной ℓ1 = 12P с углом φ = 0°12′ и калибрующая часть длиной ℓ2 = 10P. Во избежание ударов стружечные канавки делают винтовыми с углом ω = 8…10° и направлением, противоположным направлению резьбы. Число канавок маточного метчика zк = 6…10, а у метчиков d<6 мм делается одна канавка.
Метчики для конической резьбы (рис. 13) применяют там, где требуется получить герметичное резьбовое соединение без применения уплотнительных средств. Это достигается за счет деформации витков резьбы при осевом перемещении, например труб, муфт, работающих при высоких давлениях передаваемой среды (масло, вода, воздух) и высоких температурах.
Рис. 13. Метчик для конической резьбы.
Особенность работы конических метчиков заключается в том, что нарезание резьбы происходит по всей длине метчика, равной длине резьбы. Калибрующая часть у конических метчиков отсутствует, что способствует появлению больших усилий резания. Нарезание резьбы, как правило, производится на станках с предохранительным устройством, срабатывающим в конце резания. Основные параметры метчиков подобны параметрам метчиков для цилиндрических резьб. Режущие зубья затылуются по наружному диаметру (αв = 6…8°, γ = 5…10°).
Метчики сборные, регулируемые (рис. 14) применяются с целью экономии инструментальных материалов при нарезании резьб больших диаметров, чтобы компенсировать износ, они часто изготавливаются сборными, регулируемыми по диаметру.
Рис. 14. Регулируемый метчик.
Как видно из рис. 14, в корпусе 1 крепится стержень 2 с наклонными пазами. Гребенки 3 входят в пазы стержня и прижимаются крышкой 4. При перемещении стержня 2 с помощью винтов 5 происходит регулировка диаметра метчика. На заборной части метчика угол φ=10…15° — для сквозных отверстий и φ = 20…30° для глухих отверстий. Передний угол γ = 5…25°, а задний угол на режущей части (α=8…10°) получают затылованием. Резьба на гребенках винтовая, совпадающая по направлению с нарезаемой.
Недостатком этой конструкции является необходимость вывинчивания метчика из отверстия. Есть более сложные конструкции сборных метчиков, у которых вывинчивание исключается за счет утопления гребенок в конце нарезания резьбы.
Метчик-протяжка (рис. 15) позволяет нарезать в сквозных отверстиях резьбу любых профилей и длины, с любым числом заходов. Метчик-протяжка по сравнению с обычными метчиками и резьбовыми резцами обеспечивает повышение производительности в несколько раз при высокой точности и низкой шероховатости резьбы.
Рис. 15. Метчик-протяжка: а — конструкция; б — схема протягивания внутренней резьбы
Особенности конструкции метчика-протяжки: 1) хвостовик располагается впереди режущей части и метчик работает на растяжение; 2) рабочая часть метчика представляет собой коническую поверхность большой протяженности с зубьями, профиль которых соответствует профилю нарезаемой резьбы. Угол заборного конуса очень мал — φ = 1°40′; 3) зубья по среднему диаметру не затылуются, а затачиваются только по задним поверхностям с двойной заточкой: α1 = 12…15°, α2=30…60°; 4) из-за угла φ ширина режущих кромок по наружному диаметру переменная. Она уменьшается от первых зубьев к последним, т.е. используется генераторная схема резания; 5) стружечные канавки выполняют винтовыми: для правой резьбы — левые, для левой резьбы — правые, с углом наклона к оси метчика ω = 4…15°, угол раскрытия канавки φ = 80…90°; 6) в конце рабочей части метчика иногда предусматривают короткую калибрующую часть и задний хвостовик; 7) число канавок zк = 3 для d < 20 мм и zк = 4 для d > 20 мм.
Нарезание резьбы обычно производится на токарном станке с n = 18…40 об/мин и V = 2…3 м/мин. Хвостовик метчика с помощью клина крепят на суппорте станка. Перед протягиванием заготовку надевают на метчик и зажимают в самоцентрирующем патроне станка (рис. 15, б) и приводят во вращение. При этом шпиндель станка включают на обратный ход и суппорт перемещается вправо с подачей на один оборот, равной шагу нарезаемой резьбы.
При нарезании резьбы в высокопрочных материалах рабочую часть метчика-протяжки делят на ступени. При этом каждая ступень имеет режущую и калибрующую части, а проточки между ступенями служат для выхода стружки.