Шлицевые соединения предназначены для соединения ступицы с валом в целях передачи вращающего момента.
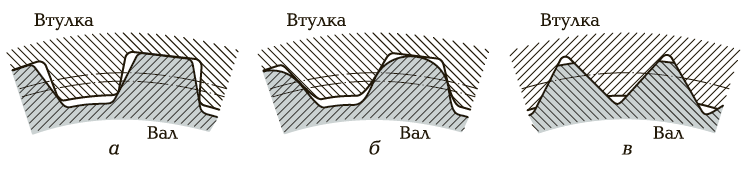
В зависимости от профиля зубьев различают шлицевые соединения с прямобочными (рис. 1, а), эвольвентными (рис. 1, б) и треугольными (рис. 1, в) шлицами.
Рис. 1. Типы шлицевых соединений: а — прямобочное; б — эвольвентное; в — треугольное
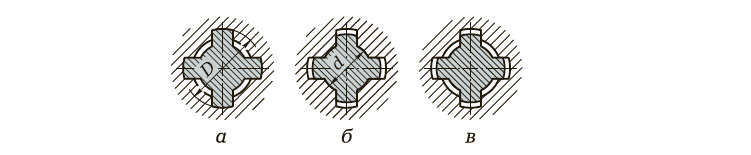
Прямобочные шлицевые соединения получили наибольшее распространение. Соосность вала и ступицы (центрирование) в этом соединении осуществляется по наружному или внутреннему диаметру либо по боковым граням. Каждый из этих способов центрирования имеет свои достоинства и недостатки.
Центрирование по наружному диаметру (рис. 2, а) применяют в тех случаях, когда наружная деталь (ступица) не обрабатывается термически.
Центрирование по внутреннему диаметру (рис. 2, б) применяют для соединений, детали которых подвергаются термической обработке.
Центрирование по боковым граням (рис. 2, в) применяют при большом количестве шлицов в тяжело нагруженных соединениях.
Рис. 2. Способы центрирования прямобочных шлицевых соединений: а — по наружному диаметру: D — наружный диаметр вала; б — по внутреннему диаметру: d — внутренний диаметр отверстия; в — по боковым граням
Эвольвентное шлицевое соединение применяют с центрированием по боковым поверхностям шлицов и наружному диаметру. Применение этого соединения ограничено высокой стоимостью изготовления инструмента для протягивания шлицов в отверстии ступицы.
Треугольное шлицевое соединение используется для передачи небольших вращающих моментов, его центрируют только по боковым поверхностям шлицов.
Методы входного контроля деталей шлицевого соединения.
Перед сборкой детали шлицевого соединения подвергают контролю, проверяя параметры шлицов и пазов под них.
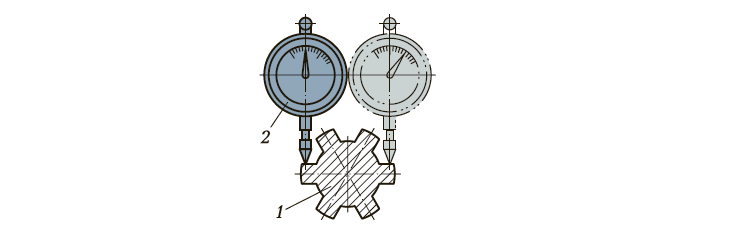
Рис. 3. Схема контроля оси шлицов: 1 — шлицевой вал; 2 — индикатор
Положение шлицов относительно оси центрирующего диаметра можно измерить так, как показано на рис. 3:
установить в центрах шлицевой вал 1;
привести измерительный наконечник индикатора 2 в соприкосновение с боковой поверхностью шлица и установить стрелку отсчетного устройства индикатора на ноль;
повернуть вал на 180° и привести измерительную ножку индикатора в соприкосновение с боковой поверхностью шлица, расположенного на противоположной первому шлицу стороне вала (по разности показаний индикатора определяют величину смещения оси шлица относительно оси центрирующего диаметра).
В зависимости от конструкции различают шпоночные соединения с призматическими (рис. 1, а), сегментными (рис. 1, б), направляющими (рис. 1, в), скользящими (рис. 1, г) и клиновыми (рис. 1, г) шпонками.
Рис. 1. Шпонки: а — призматическая; б — сегментная; в — направляющая; г — скользящая; д — клиповые: 1 — тангенциальная; 2 — фрикционная; 3— на лыске; 4 — врезная
Призматические и сегментные шпонки применяют на валах небольших размеров для передачи малых мощностей.
Направляющие шпонки используют для соединения деталей, перемещающихся вдоль оси вала.
Скользящие шпонки имеют цапфу, которая входит в отверстие детали, перемещаемой по валу. При изменении положения детали на валу шпонка перемещается вдоль вала.
Клиновые шпонки представляют собой клин прямоугольного сечения с уклоном 1:100. Служат для неподвижного в осевом направлении закрепления детали на валу. Клиновые шпонки плохо центрируются, вызывая перекос деталей, поэтому применяются только на валах неответственных тихоходных передач.
Входной контроль деталей шпоночного соединения.
Входной контроль деталей производится в условиях единичного и мелкосерийного производства. Контролю подлежат следующие параметры: глубина паза, положение сторон шпоночного паза относительно его оси, перекос паза относительно оси вала.
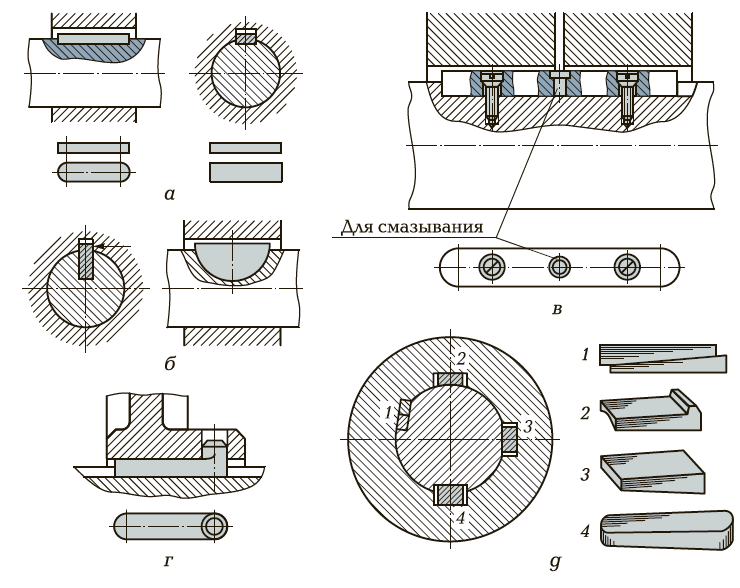
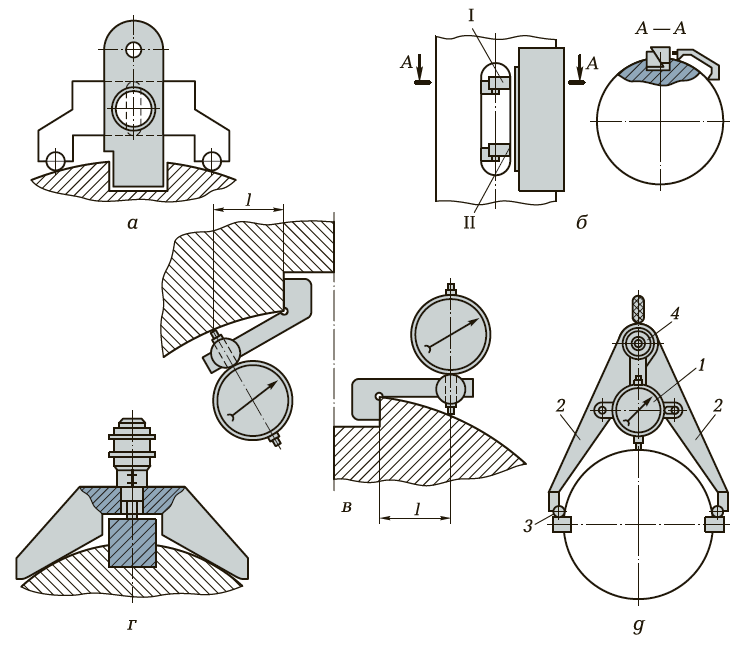
Контроль глубины шпоночного паза на валу осуществляется при помощи шаблона и щупа (рис. 2, а).
Контроль положения боковых сторон шпоночного паза относительно его оси осуществляется при помощи клиновых плиток, которые укладывают в паз, а затем щупом контролируют зазоры в точках I и II (рис. 2, б). При отсутствии перекоса боковых стенок зазоры должны быть одинаковыми.
Перекос паза относительно оси вала контролируют индикаторным прибором (рис. 2, в). При отсутствии перекоса размер 1 на одном и другом конце вала будет одинаковым.
Рис. 2. Схемы контроля ответственных соединений со шпонками: а — глубины шпоночного паза; б — положения боковых стенок паза относительно его оси: I и II — точки измерения; в — перекоса паза относительно оси вала: 1 — расстояние от стенки паза до измерительного наконечника индикатора; г— высоты выступающей части; д — взаимного расположения шпонок на валу: 1 — индикатор; 2 — раздвижные ножки; 3 — цилиндрический валик; 4 — винт
Последовательность выполнения работ при сборке шпоночных соединений.
Последовательность выполнения работ зависит от конструкции шпоночного соединения.
Сборка соединений с призматическими шпонками выполняется в следующей последовательности:
снимают заусенцы и притупляют острые края шпонок и пазов под них;
пригоняют шпонку по пазу вала в соответствии с посадкой, указанной на чертеже;
пригоняют шпоночный паз ступицы по шпонке в соответствии с посадкой, указанной на чертеже;
устанавливают шпонку в паз вала, используя молоток с мягкой вставкой;
проверяют отсутствие бокового зазора между шпонкой и боковой поверхностью паза при помощи щупа;
проверяют наличие радиального зазора между шпонкой и ступицей при помощи щупа.
Сборка соединений с сегментной шпонкой выполняется так же, как и сборка соединений с призматической шпонкой. Только после установки сегментной шпонки на вал необходимо проверить параллельность направляющей поверхности шпонки оси вала.
При сборке соединений с направляющими шпонками помимо операций, предусмотренных при установке призматических шпонок, следует, используя отверстия под винты, выполненные в шпонке в качестве кондуктора, просверлить отверстия в пазу вала и нарезать в них резьбу для крепежных винтов, после этого закрепить шпонку в пазу вала.
Сборка соединений со скользящими шпонками осуществляется в следующей последовательности:
снять заусенцы с паза ступицы;
проверить расположение шпоночного паза и отверстия под выступ шпонки в ступице на соответствие чертежу;
проверить соответствие размеров шпонки требованиям чертежа;
пригнать шпонку по пазу ступицы;
установить шпонку в паз ступицы так, чтобы ее выступ попал в отверстие в пазе;
проверить отсутствие зазора между стенками паза и шпонкой;
снять заусенцы с паза вала;
проверить размеры паза вала на соответствие чертежу;
проверить параллельность боковых поверхностей и дна паза вала его оси;
пригнать паз вала по шпонке;
установить ступицу с запрессованной в нее шпонкой на вал;
проверить качество сборки: при перемещении ступицы вдоль вала не должно наблюдаться заедания и качания ступицы относительно вала.
Сборка соединений с клиновыми шпонками осуществляется следующим образом:
снять заусенцы с пазов вала и ступицы;
снять заусенцы со шпонки;
пригнать шпонку по дну паза ступицы;
проверить параллельность основания клиновой шпонки оси ступицы;
установить ступицу на вал;
установить шпонку одновременно в пазах вала и ступицы, ударяя по ней молотом, используя при этом прокладку из мягкого материала;
проверить собранное соединение на радиальное и осевое биение с помощью индикатора часового типа.
Резьбовые соединения являются самыми распространенными и выполняются крепежными деталями с резьбой. Для предупреждения ослабления резьбовых соединений и самопроизвольного отвинчивания осуществляют их стопорение.
К крепежным деталям резьбового соединения относятся болты, винты, шпильки, гайки, а к стопорящим — шайбы и шплинты.
Болт — металлический стержень с головкой на одном конце и резьбой на другом. Болты применяют при соединении деталей, изготовленных из материалов, не обеспечивающих надежность резьбы (мягкие металлы и сплавы — медь, алюминий и их сплавы и пластические массы).
Винт — металлический стержень с головкой на одном конце и резьбой на другом, которым он ввинчивается в одну из деталей соединения. Винты применяют в тех случаях, когда одна из деталей соединения имеет достаточно большую толщину, обеспечивающую нарезание качественной резьбы.
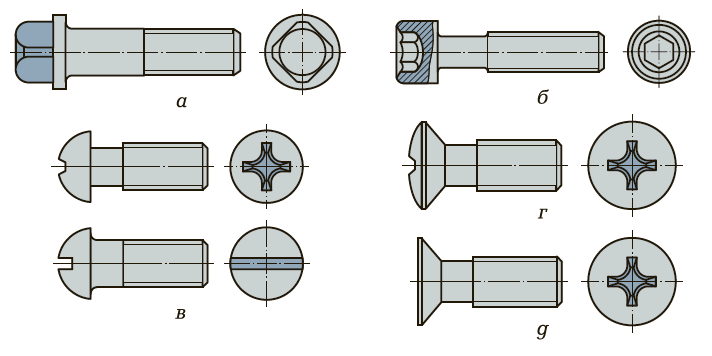
Винты могут иметь различную форму головки, основные виды которой показаны на рис. 1.
Рис. 1. Винты с квадратной головкой и буртиком (а); с цилиндрической головкой и внутренним шестигранником (6); со шлицом под отвертку обычную или крестовую с полукруглой (в), полупотайной (г) или потайной (д) головками
Шпилька — металлический стержень с резьбой на обоих концах. Одним концом шпилька ввинчивается в одну из деталей соединения, а на другой ее конец навинчивается гайка. Шпильки применяют вместо винтов в тех случаях, когда материал соединяемых деталей не обеспечивает требуемой долговечности резьбы при частых сборках и разборках.
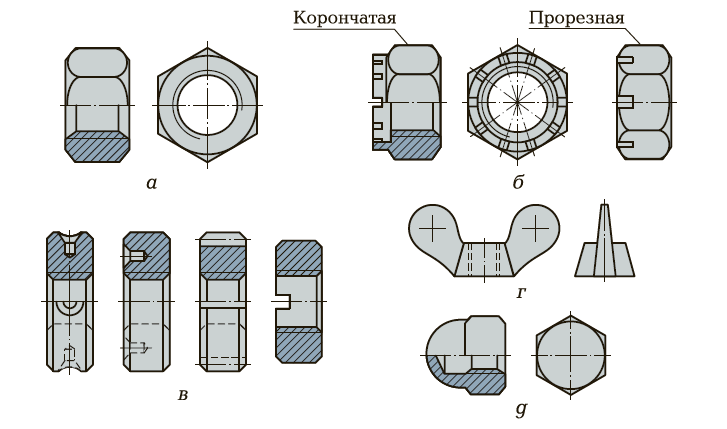
Гайка — деталь с резьбовым отверстием, навинчиваемая на болт или шпильку и служащая для силового замыкания соединения. В зависимости от конструкции соединения и его назначения применяют различные типы гаек (рис. 2).
Рис. 2. Гайки: а — шестигранная; б — шестигранные корончатая и прорезная; в — круглые; г — гайка-барашек; д — колпачковая
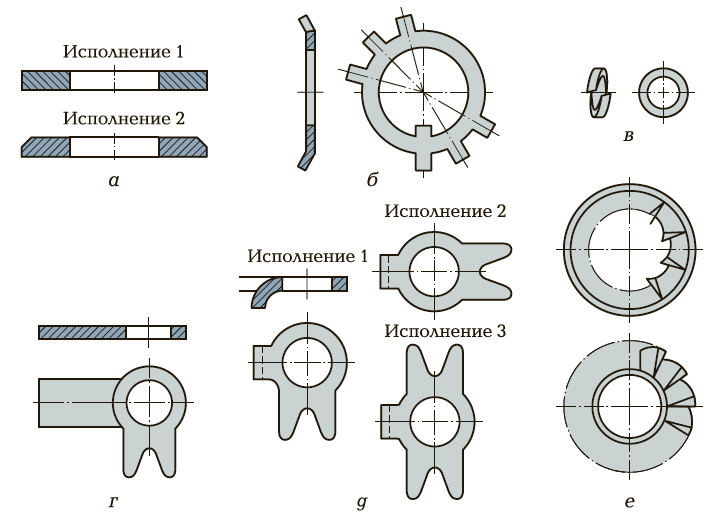
Шайбы применяют для предупреждения самопроизвольного отвинчивания резьбовых соединений и увеличения опорной поверхности под головкой болта или гайкой. В зависимости от конструкции соединения и его назначения применяют различные виды шайб (рис. 3).
Рис. 3. Шайбы: а — обыкновенная плоская; б — стопорная многолапчатая; в — пружинная; г — стопорная с лапками; д — стопорная с носком; е — стопорная с наружными и внутренними зубьями
Шплинт — отрезок проволоки, вставляемый в соосные отверстия болта и гайки, перпендикулярные их осям.
Последовательность выполнения работ и инструменты, применяемые при сборке резьбовых соединений.
Резьбовые соединения бывают болтовыми, винтовыми и шпилечными.
Сборка болтовых соединений осуществляется следующим образом:
на болты надевают шайбы и устанавливают их в отверстия соединяемых деталей;
на резьбовую часть болта устанавливают шайбы и гайки и производят предварительное, а затем окончательное затягивание гаек. Для затягивания резьбового соединения применяют инструменты (рис. 4), которые выбирают в соответствии с конструкцией гаек и головок болтов соединения. Порядок затягивания резьбовых соединений в зависимости от конструкции приведен на рис. 5.
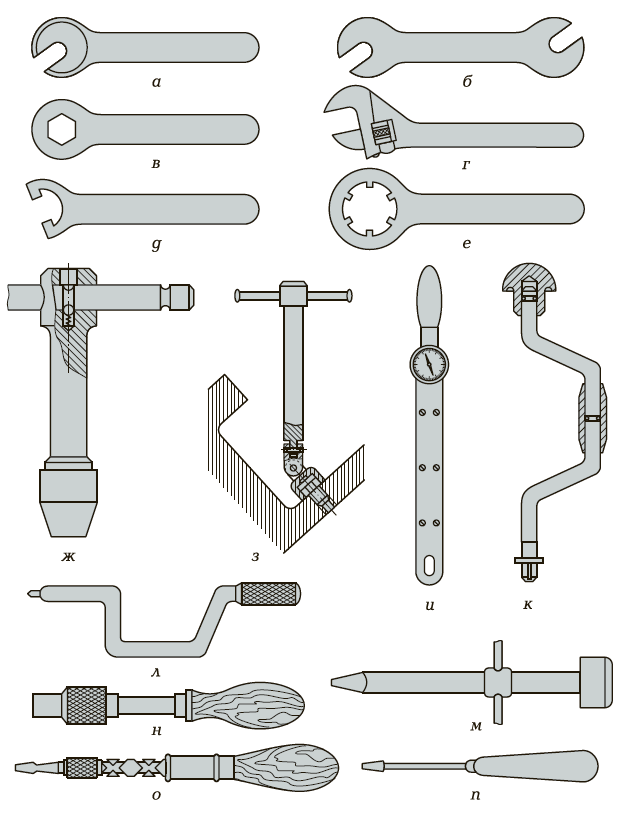
Рис. 4. Ручной инструмент для сборки резьбовых соединений: а — односторонний ключ; б — двухсторонний ключ; в — накидной ключ; г — разводной ключ; д — рожковый ключ; е — накидной закрытый ключ для круглых гаек; ж — торцевой ключ; з — торцевой шарнирный ключ; и — тарированный ключ; к — коловоротный ключ; л — коловоротная отвертка; м — воротковая отвертка; н — отвертка с направляющей втулкой; о — отвертка с двойной винтовой канавкой; п — обычная отвертка
Сборка винтового соединения осуществляется в следующей последовательности:
размечают на одной из сопрягаемых деталей отверстия и сверлят их;
обрабатывают отверстие под резьбу во второй детали соединения, используя деталь с просверленными ранее отверстиями в качестве кондуктора, и нарезают резьбу;
выполняют зенковку отверстия под головки винтов;
устанавливают одну из соединяемых деталей на другую так, чтобы отверстие верхней детали находилось над отверстием нижней, и ввертывают винты в резьбовые отверстия, применяя ручной инструмент для сборки резьбовых соединений (см. рис. 4).
Сборка шпилечного соединения выполняется в следующей последовательности:
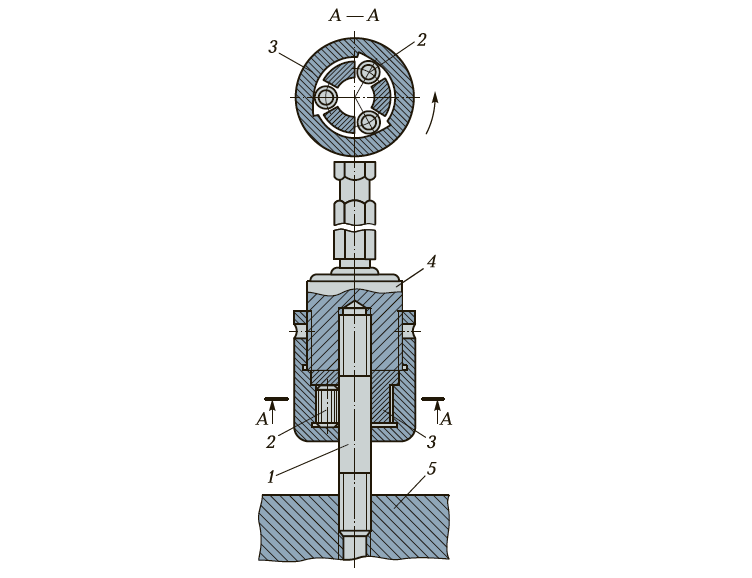
вворачивают шпильку в резьбовое отверстие вручную, для чего на свободный резьбовой конец шпильки навинчивают две гайки, а затем, вращая при помощи ключа верхнюю гайку, ввинчивают шпильку в резьбовое отверстие. Более рационально для ввинчивания шпилек применять специальное приспособление — «солдатик» (рис. 6). Механизировать этот процесс можно, используя специальный сверлильный патрон (рис. 7);
проверяют, используя слесарный угольник, перпендикулярность шпильки плоскости соединяемых деталей и плотность посадки в резьбовом отверстии;
надевают на деталь с установленной в ней шпилькой вторую деталь соединения;
устанавливают на шпильки шайбы;
навертывают гайки предварительно, а затем окончательно, используя стандартные гаечные ключи (см. рис. 4).
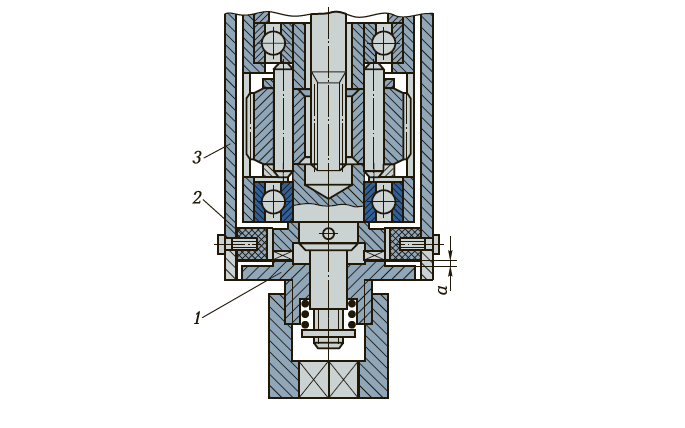
Для снижения трудоемкости и повышения качества и производительности выполняемых работ рекомендуется применять при навертывании гаек гайковерт с предельной муфтой, которая позволяет производить затягивание соединения с заранее заданным усилием. Предельная муфта (рис. 8) представляет собой кулачковую муфту, одна из полумуфт 1 которой является якорем. В корпусе 3 гайковерта закреплен индукционный датчик 2. При достижении заданного момента полумуфта кулачковой муфты получит осевое перемещение, увеличивающее зазор между датчиком и якорем. При этом индукционный датчик отработает сигнал на остановку гайковерта.
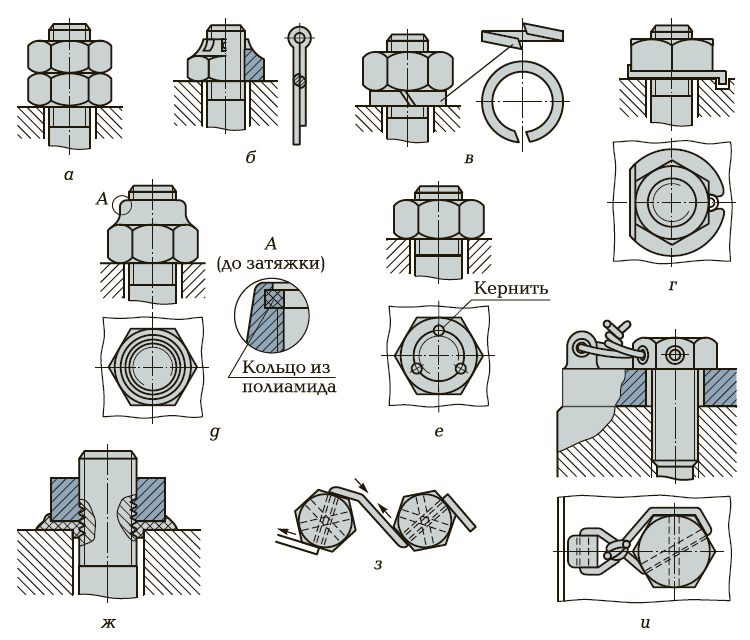
Стопорение резьбовых соединений (рис. 9) осуществляется следующими способами: контргайкой (рис. 9, а); фиксацией взаимного положения винта и гайки шплинтом (рис. 9, б); применением пружинных и деформируемых шайб (рис. 9, в и г), местным пластическим деформированием и проволокой (рис. 9, д—и), с помощью анаэробных клеев.
Рис. 9. Способы стопорения резьбовых соединений: а — контргайкой; б — шплинтом; в — пружинной шайбой; г — специальной шайбой; д — кольцом из полиамида с последующей опрессовкой; е — кернением; ж — шайбой из полиамида; з, и — проволокой
В процессе сборки проблемы возникают, как правило, только при установке шпилек в резьбовые отверстия базовой детали.
Соединение деталей с натягом обеспечивается силами трения, которые зависят от давления, определяемого натягом. В зависимости от сил, которые должны выдерживать соединения при работе, их выполняют с помощью посадок с гарантированным натягом или переходных. Прочность соединения зависит от многих факторов, в том числе от натяга, качества сборки и состояния соединяемых поверхностей.
Принцип сборки соединений основан на пластическом деформировании сопрягаемых деталей, которое достигается за счет создания напряжений, превышающих предел упругости их материала. В связи с этим такие соединения могут быть собраны только из деталей, изготовленных из пластичных материалов.
Способы выполнения соединений с гарантированным натягом.
Соединения с гарантированным натягом могут быть выполнены несколькими способами:
продольной сборкой за счет осевого усилия, которое прикладывается к одной из деталей соединения (валу или втулке) в осевом направлении;
поперечной сборкой за счет нагрева охватывающей детали или охлаждения охватываемой, что создает возможность их свободного соединения в процессе сборки;
комбинацией продольной и поперечной сборки. Сущность этого способа состоит в том, что под воздействием высокого давления (до 200 МПа) масла, подводимого в зону соединения, происходит упругое деформирование деталей этого соединения, что и обеспечивает получение гарантированного натяга в результате возвращения размеров к исходным величинам после снятия давления.
Инструменты, приспособления и оборудование, применяемые при выполнении соединений с гарантированным натягом.
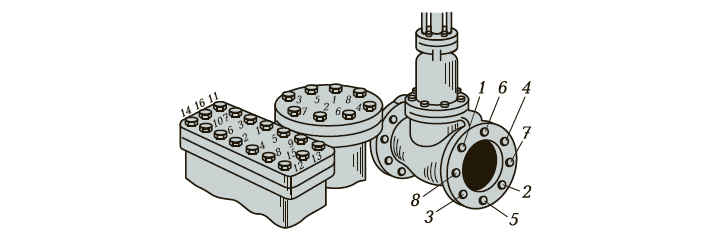
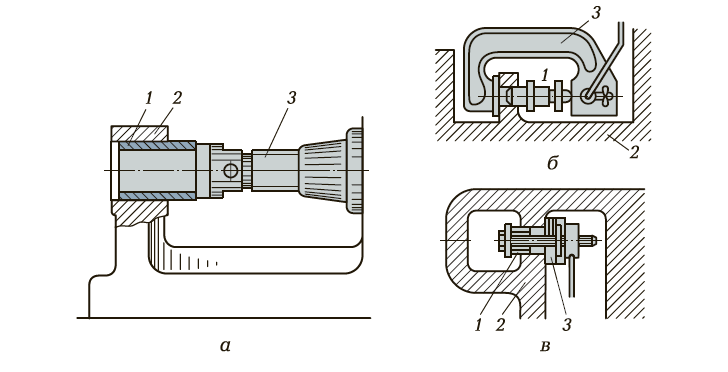
При выполнении соединений способом продольной сборки применяют ручные, гидравлические и пневматические прессы. При установке небольших деталей в крупные корпусные детали в труднодоступных местах применяют домкраты с ручным (рис. 1, а) или пневматическим приводом, а также специальные гидравлические (рис. 1, б) или винтовые (рис. 1, в) приспособления. Помимо того, для этих же целей применяют стационарное оборудование, например пресс с педальным управлением.
Рис. 1. Способы запрессовки деталей: а — ручным домкратом; б, в — домкратами с гидравлическим и винтовым приводами; 1 — запрессовываемая деталь; 2— корпус; 3 — домкрат
При выполнении соединений с гарантированным натягом способом поперечной сборки для нагрева охватывающей детали применяют водяные или масляные ванны. Если охватывающая деталь имеет большие размеры, то нагрев осуществляют только в местах соединения газовой горелкой или индуктором тока высокой частоты (ТВЧ). Для нагрева деталей типа колец применяют специальные индукционные устройства.
Охлаждение охватываемой детали перед сборкой осуществляют с помощью жидкого азота, используя для этого сосуды Дьюара, или твердой углекислоты («сухого льда»), помещаемой в специальный термос.
Последовательность работ при выполнении соединений с гарантированным натягом.
Последовательность работ при выполнении соединений с гарантированным натягом. Последовательность работ выбирается в зависимости от метода, который применяют для получения соединения.
Запрессовка выполняется в следующей последовательности:
проверяется соответствие размеров сопрягаемых деталей требуемой посадке в соединении и отсутствие заусенцев;
наносится на сопрягаемые поверхности смазочный материал;
устанавливается охватываемая деталь на охватывающую так, чтобы их оси совпали;
запрессовывается охватываемая деталь в охватывающую;
обрабатывается отверстие в охватываемой детали (если оно имеется) до первоначального размера.
Термическое воздействие при поперечной сборке соединений с гарантированным натягом происходит следующим образом.
Нагревание охватывающей детали:
проверяют соответствие размеров деталей требованиям посадки в соединении и отсутствие заусенцев на сопрягаемых поверхностях;
помещают охватывающую деталь соединения в масляную ванну для нагрева;
извлекают из ванны охватывающую деталь соединения и устанавливают ее на охватываемую;
выдерживают детали до достижения ими комнатной температуры.
2. Глубокое охлаждение охватываемой детали:
убедиться в отсутствии на поверхности детали задиров и заусенцев, тщательно очистить соединяемые детали от грязи и масла, а затем насухо протереть;
загрузить детали в сосуд, используя специальные клещи;
залить в сосуд охлаждающую жидкость так, чтобы она полностью покрывала детали;
выдержать детали в охлаждающей жидкости (время выдержки выбирают в зависимости от размеров и массы детали);
извлечь детали из охлаждающей жидкости и выполнить соединение.
Такая сборка применяется главным образом для соединения труб и заключается в расширении конца трубы, вставленной в отверстие. Этот метод соединения принято называть вальцеванием. Соединение обеспечивает прочность и герметичность. Перед началом вальцевания зазор между трубой и стенкой отверстия не должен превышать 0,01 диаметра трубы. Поскольку соединение осуществляется пластическим деформированием, материал трубы должен быть пластичным.
Инструменты для вальцевания.
Инструменты обеспечивают пластическое деформирование конца трубы, введенной в отверстие, которое и обеспечивает после снятия нагрузки прочность и плотность соединения. Различают два типа инструментов: бортовочные и крепежные вальцовки.
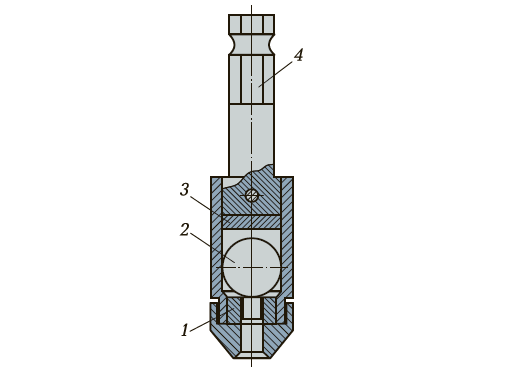
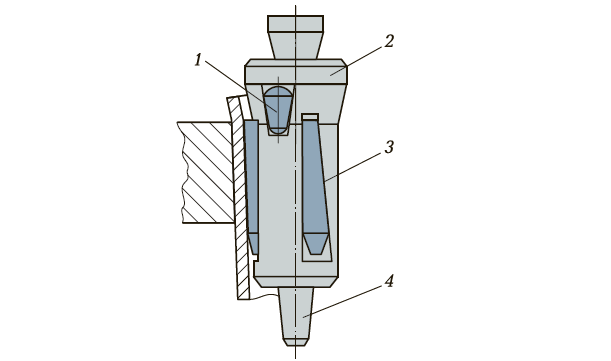
Косая бортовочная вальцовка (рис. 1) состоит из корпуса 2 с выполненными в нем прорезями, конуса 4 и бортовочных 1 и вальцовочных 3 роликов. Привод вальцовки осуществляется от ручной электрической или пневматической дрели.
Рис. 1. Косая бортовочная вальцовка: 1, 3 — соответственно бортовочный и вальцовочный ролики; 2 — корпус вальцовки; 4 — конус
Последовательность выполнения работ по вальцеванию.
При вальцевании работы производят следующим образом:
закрепляют фланец в тисках так, чтобы ось отверстия располагалась горизонтально;
подбирают трубу с внешним диаметром по размеру отверстия и, установив ее в отверстие фланца, фиксируют в осевом направлении;
закрепляют вальцовку в патроне электрической дрели с регулируемой частотой вращения, вводят в отверстие трубы и, включив дрель, развальцовывают ее при малой частоте вращения;
извлекают вальцовку из трубы, выключают электрическую дрель и вынимают из тисков собранное изделие;
проверяют качество вальцевания.
Контроль качества выполнения операции осуществляется визуально: труба не должна качаться в отверстии, а при ее обстукивании не должно быть дребезжания.