При обработке нежестких заготовок часто применяют кроме установочных элементов дополнительные или подводимые опоры, которые подводят к заготовке после ее базирования по 6-ти точкам и закрепления.
Число дополнительных опор и их расположение зависит от формы заготовки, места приложения сил и моментов резания.
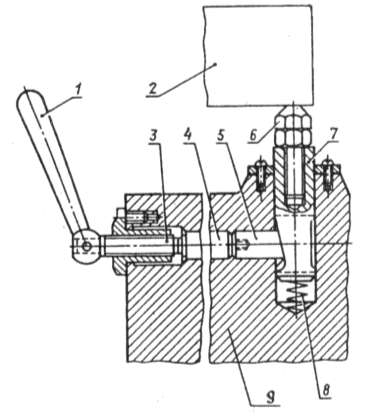
Рис.1. Дополнительная самоустанавливающаяся опора
На рис.1 показана стандартная самоустанавливающаяся опора. Винт 6 опоры устанавливают выше основных опор. При установке заготовка давит на винт 6, сжимая пружину 8 до тех пор, пока не ляжет на основные опоры. После этого плунжер 7 жестко фиксируется с помощью винта 3, пальца 4 и штифта 5 с косым срезом. Вся опора смонтирована в корпусе 9. Угол скоса фиксирующего штифта 5 меньше угла самоторможения. Плунжер 7 фиксируется от проворота относительно корпуса 9 выступом штифта 5. Пружину 8 выбирают так, чтобы она не могла приподнять заготовку над основными опорами. Для приведения заготовки в исходное положение ее необходимо растормозить.
Достоинство самоустанавливающихся опор: быстродействие (плунжер 7 автоматически входит в соприкосновение с заготовкой); возможность одновременного управления (стопорения) несколькими опорами от одного привода (например, через клиновую систему). Недостаток – не применяют при установке тяжелых заготовок и больших сил резания, действующих вдоль оси плунжера 7.
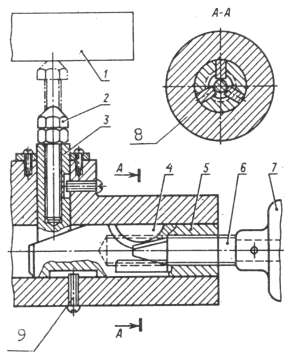
Рис.2. Дополнительная подводимая опора
На рис.2 приведена нормализованная конструкция (МН 350-60) клиновой подводимой опоры. Если в приспособлении нет заготовки 1, то регулируемый винт 2 располагается ниже основных опор. После установки заготовки на основные опоры, вручную, движением клина 5 влево, выдвигают плунжер 3 до соприкосновения регулируемого винта 2 с поверхностью заготовки. Вращаясь, винт 6 своей конической частью выдвигает в радиальных пазах сегментные шпонки 4 до их упора в корпус 8 приспособления.
Клин 5 предохраняется от проворота штифтом 9. Угол наклона клина равен 15, и клиновая опора является самотормозящей, но имеет достаточный ход.
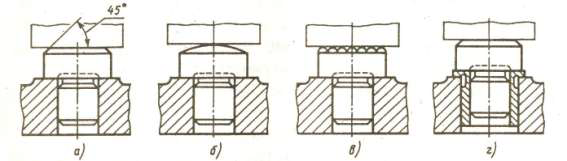
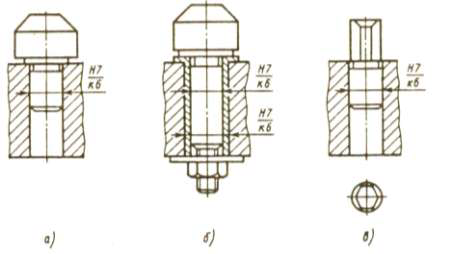
Рис.4. Виды самоустанавливающихся опор: а — с винтом; б — система FBS для установки деформированных заготовок; в — в конической расточке
На рис.3 и 4 приведены конструкции самоустанавливающихся опор, применяемых для увеличения жесткости или устойчивости заготовки в приспособлении. Иногда их используют для установки деформированных заготовок.
Для защиты самоустанавливающихся опор от мелкой стружки и пыли в некоторых случаях используют резиновые манжеты.
Базирующие или установочные элементы приспособлений должны обладать высокой износоустойчивостью рабочих поверхностей и поэтому изготовляются из стали и подвергаются термической обработке для достижения необходимой поверхностной твердости. В частности могут быть рекомендованы хромистая сталь 20Х или конструкционная углеродистая сталь 20 с цементацией рабочих поверхностей на глубину 0,8…1,2 мм с последующей закалкой до твердости HRC 58…62.
В корпусе приспособления эти элементы должны располагаться так, чтобы обеспечивалась возможность легкой и быстрой замены их в случае износа или повреждения. Рабочие поверхности базирующих деталей для сохранения их в чистоте и в целях надежного прилегания к ним заготовок должны быть небольших размеров и не должны быть сплошными по всей установочной поверхности обрабатываемой детали.
При установке заготовка опирается на установочные элементы приспособлений, поэтому эти элементы называют опорами.
Опоры делят на две группы:
Основные
Вспомогательные
Основными опорами называются установочные или базирующие элементы, лишающие заготовку при обработке всех или нескольких степеней свободы.
Для придания заготовке устойчивого положения основные опоры следует располагать на максимальном расстоянии друг от друга, таким образом, чтобы силы зажима и резания приходились либо против опор, либо между ними.
Вспомогательные опоры применяют для исключения деформации заготовок, установленных на основных опорах. Количество их может быть произвольным, так как оно определяется условиями обработки, жесткостью и конфигурацией детали. (Вспомогательные опоры не лишают заготовку степеней свободы).
К основным опорам относятся: опорные штыри, пальцы, пластины, центры, призмы (ГОСТ 12193-12197, 12209-12216, 13440-13442, 4743).
Штыри применяются с плоской, сферической и насеченной головкой (рис.1).
Рис. 1. Опорные штыри
Штыри с плоской головкой (рис.1а) предназначены для установки заготовок обработанными плоскостями.
Штыри со сферической и насеченной головкой (рис.1 б, в) предназначены для установки заготовок необработанными плоскостями, причем штыри со сферической головкой, как более изнашивающиеся, применяются в случае особой необходимости, например, при установке узких заготовок необработанной поверхностью для получения максимального расстояния между опорными точками.
Штыри с насеченной головкой (рис.1в) используют для установки деталей по необработанным боковым поверхностям, потому что они обеспечивают более устойчивое положение заготовки и в некоторых случаях позволяют использовать меньшие усилия зажима.
Рис.2. Элементы (пальцы) для установки заготовок по наружным и внутренним цилиндрическим поверхностям: а- постоянные цилиндрические, б- сменные цилиндрические, в- постоянные срезанные.
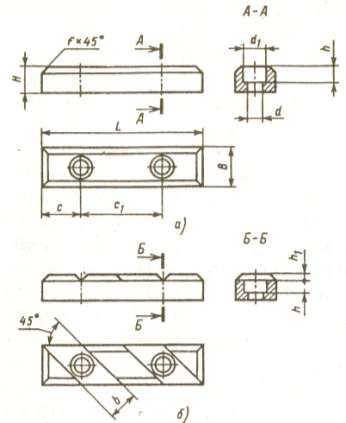
Рис. 3. Опорные пластины
Наиболее распространенные конструкции пластин приводятся на рис.3. Конструкция представляет собой узкую пластинку, закрепляемую двумя или тремя винтами диаметром М6, М8, М10 или М12 в зависимости от поперечного сечения пластинки. Для облегчения перемещения заготовки, а также для безопасной очистки приспособления от стружки вручную, рабочая поверхность пластинки имеет фаску под углом 45. Основные достоинства таких пластинок это простота и компактность. Головки винтов, крепящих пластину, обычно утопают на 1…2 мм относительно рабочей поверхности пластины.
Существуют также пластинки с косыми углублениями. Косое расположение пазов позволяет, во-первых, непрерывно направлять деталь при перемещении ее по пластинам, и во-вторых, содействует более эффективной очистке установочной поверхности детали при этом перемещении.
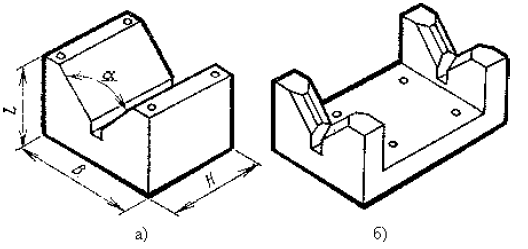
Рис. 4. Элементы для установки заготовок по наружным и внутренним цилиндрическим поверхностям: а, б – призмы широкая и узкая сдвоенная.
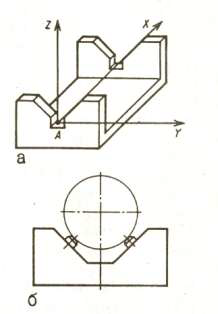
Рис.5. Призма для установки небольших заготовок с базированием по обработанным поверхностям
При базировании заготовок по цилиндрической поверхности используется установка заготовки на призму (рис.4).
Призмой называется установочный элемент с рабочей поверхностью в виде паза, образованного двумя плоскостями, наклоненными друг к другу под углом (рис.4, 5).
В приспособлениях используют призмы с углами , равными 60, 90 и 120. Наибольшее распространение получили призмы с =90. Призмы с =120 применяют, когда заготовка не имеет полной цилиндрической поверхности и по небольшой дуге окружности нужно определить положение оси детали. Заготовка, помещенная на таких призмах, имеет небольшую устойчивость. Призмы с углом =60 применяют для повышения устойчивости в том случае, когда имеются значительные силы резания, действующие параллельно оси призмы.
При установке заготовок с чисто обработанными базами применяют призмы с широкими опорными поверхностями, а с черновыми базами – с узкими опорными поверхностями. Кроме того, по черновым базам применяют точечные опоры, запрессованные в рабочие поверхности призмы (рис.6 б). В этом случае заготовки, имеющие искривленность оси, бочкообразность и другие погрешности формы технологической базы, занимают в призме устойчивое и определенное положение.
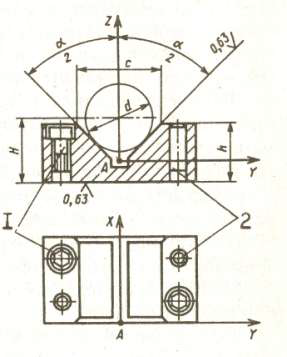
Рис.6. Призмы: а- с выемкой для установки длинных заготовок; б- с точечными опорами.
Призма определяет положение оси Z заготовки (рис.6 а) перпендикулярной основанию призмы, вследствие совмещения ее с осью углового паза. Осью углового паза считают ось, проведенную через точку А пересечения рабочих плоскостей перпендикулярно плоскости основания призмы. Для использования этого свойства призмы необходимо при ее изготовлении обеспечить строгую симметрию рабочих плоскостей призмы относительно оси углового паза, т.е. точно выдержать половину угла призмы /2.
Призма определяет положение продольной оси Х заготовки. В связи с этим возникает необходимость точной фиксации положения призмы на корпусе приспособления. Поэтому кроме крепежных винтов 1, положение фиксируют с помощью двух контрольных штифтов 2 (рис.5). Размер «с» необходим для разметки и предварительной обработки, размер «Н» — для контроля окончательной обработки.
Если по условиям обработки длинную заготовку необходимо поставить на несколько призм, то две из них делают жесткими (основные опоры), а остальные подвижными (вспомогательные опоры).
Если на установочной поверхности заготовки имеется припуск, который необходимо удалить в последующих операциях и который для различных партий заготовок может быть неодинаковым, или, если у разных партий заготовок форма установочной поверхности имеет некоторые отклонения, применяют регулируемые опоры.
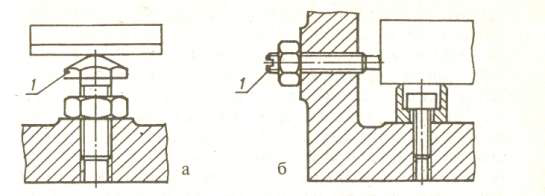
Рис.7. Винтовые регулируемые опоры приспособлений
Регулируемая опора, расположенная вертикально (рис.7 а). Регулируемыми часто делают и боковые опоры (рис.7 б). Обычно не все основные опоры делают регулируемыми. Часто регулируется одна опора в каждой установочной плоскости. В мелкосерийном производстве, где практикуется изготовление деталей разных размеров при использовании одного и того же приспособления, иногда делают все опоры регулируемыми. Регулировку таких опор обычно производит наладчик.
Для деталей, имеющих внутреннюю цилиндрическую поверхность, в качестве установочных элементов применяют оправки. Конструктивно оправки делят на жесткие и разжимные.
Жесткие оправки могут быть: конические, цилиндрические для посадки заготовок с гарантированным зазором или натягом.
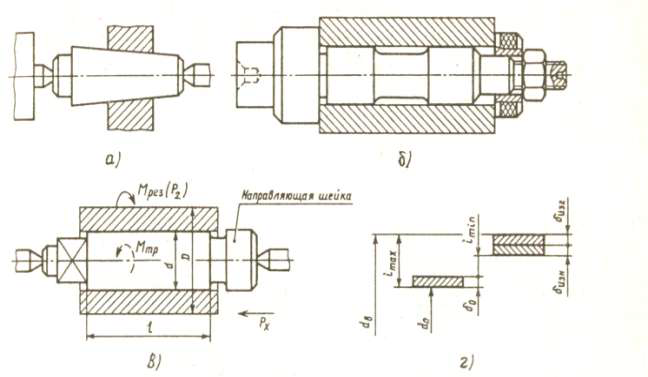
Рис.8. Оправки: а- коническая оправка; б- цилиндрическая оправка с гарантированным зазором; в- оправка с натягом (под запрессовку).
На станке оправки устанавливают в центрах, с помощью конусного хвостовика или фланца. Центровые оправки имеют центровые отверстия. Для того чтобы сообщить оправке вращательное движение, на ее левом конце делают квадрат, лыски или устанавливают поводок.
Конусные оправки обеспечивают высокую точность центрирования. Конусность рабочей части оправки принимается равной 1/1500 …1/2000. Кроме того, заготовка удерживается от поворота за счет достигнутого натяга и зажима ее не требуется.
Недостатком таких оправок является: отсутствие точного ориентирования партии заготовок по длине за счет изменений в пределах допуска диаметра базового отверстия, а, следовательно, невозможность обработки торцов и уступов на предварительно настроенных станках; невозможность установки длинных заготовок, так как они будут удерживаться только на одном конце.
В конструкции оправки с гарантированным зазором (рис.8 б) провертывание заготовки на оправке ограничено силой затяжки гайки, шпонкой или шлицами, если на заготовке имеется шпоночный паз или шлицевое отверстие.
На (рис.8 в) приведена конструкция оправки с натягом (под запрессовку). Такие оправки, как и конусные, обеспечивают высокую точность центрирования. Использование таких оправок позволяет производить одновременную подрезку обоих торцов заготовки. Недостаток оправок – необходимость дополнительного оборудования – прессов для запрессовки и распрессовки оправок.
Технологическую оснастку классифицируется по трем основным признакам: I. По целевому назначению II. По степени специализации III. По степени механизации и автоматизации
По целевому назначению приспособления делятся на пять групп:
Станочные приспособления
Приспособления для крепления рабочих инструментов
Сборочные приспособления
Контрольные приспособления
Приспособления для захвата, перемещения и перевертывания заготовок.
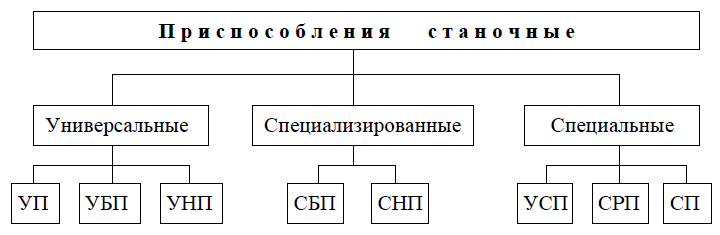
По степени специализации приспособления делятся на:
Универсальные
Специализированные
Специальные
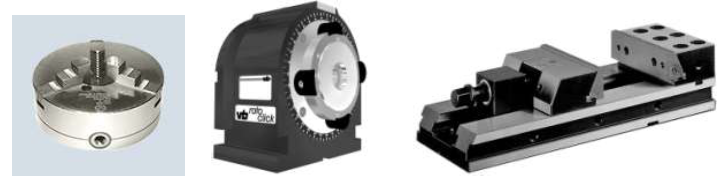
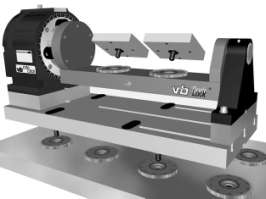
Универсальные приспособления (УП) – применяют для установки и закрепления заготовок разных по форме и габаритным размерам, обрабатываемых на различных металлообрабатывающих станках, в единичном и мелкосерийном производствах. К ним относятся различные патроны, машинные тиски, делительные головки и т.д.
Универсальные безналадочные приспособления (УБП) – используют для закрепления заготовок широкой номенклатуры и различной конфигурации. К ним относятся: универсальные патроны с неразъемными кулачками, универсальные фрезерные и слесарные тиски, поводковые патроны, центра и т.д.
Универсальные наладочные приспособления (УНП) – применяют для установки и закрепления определенной группы, схожих по форме заготовок деталей, обрабатываемых на токарных, фрезерных, сверлильных и др. станках. УНП состоит из двух частей: универсальной (постоянной) и наладочной (сменной).
Специализированные безналадочные приспособления (СБП) – используют для закрепления заготовок, близких по конструктивно-технологическим признакам, с одинаковыми базовыми поверхностями, требующих одинаковой обработки. При осуществлении однотипных операций на этих приспособлениях необходимо осуществлять регулировку отдельных элементов. К таким приспособлениям относятся: приспособления для групповой обработки деталей типа валов, втулок, фланцев, дисков, кронштейнов, корпусных деталей и т.п.
Специализированные наладочные приспособления (СНП) – состоят из двух частей. Первая часть — базовый агрегат, вторая часть – специальная сменная наладка. Во многих случаях базовый агрегат имеет одну или несколько вспомогательных базовых поверхностей для установки на них специальных сменных наладок, предназначенных для направления режущего инструмента, механизма зажима заготовки и других деталей и сборочных единиц. После установки сменной наладки базовый агрегат преобразуется в законченное приспособление для выполнения конкретной операции по изготовлению конкретной детали. Специальная сменная наладка проектируется и изготавливается с учетом специфики конкретной заготовки, при этом учитываются оптимальные условия ее установки в приспособлении. Типы и основные размеры СНП определены ГОС стандартами. Область применения СНП охватывает все типы серийного производства в условиях групповой обработки заготовок.
Универсально-сборные приспособления (УСП) – собирают из нормализованных деталей и узлов, входящих в комплект УСП. Этот комплект состоит из базовых, корпусных, установочных, направляющих, прижимных, крепежных и др. деталей и нормализованных узлов, различных по конструкции и назначению. Комплект УСП содержит 1500…25000 деталей. Из комплекта в 20000 деталей можно одновременно собрать 200…250 приспособлений, для изготовления деталей на различных станках.
Изготовление приспособления из деталей УСП включает в себя:
Разработку схемы сборки приспособления в соответствии с видом технологической операции обработки детали и станка
Сборку приспособления из нормализованных деталей
Использование собранного приспособления для изготовления детали на станке
Разборку приспособления
Раскладку деталей УСП для хранения.
Применение УСП в 2-3 раза сокращает сроки технологической подготовки производства к выпуску нового изделия. Затраты на восстановление комплекта деталей УСП за год составляют 3,5% от всей себестоимости комплекта.
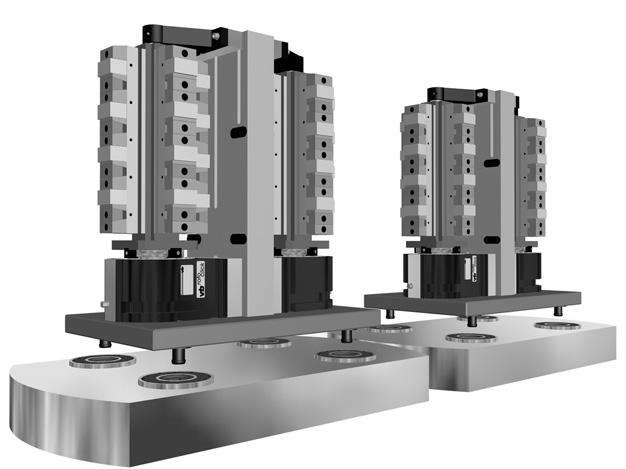
Основой комплекта являются гидравлические блоки. Конструктивно они выполнены в виде прямоугольных плит УСП, в корпус которых встроены гидроцилиндры двустороннего действия. Срок использования деталей и узлов УСП примерно 25 лет. УСП применяют в опытном, единичном, мелкосерийном и частично в среднесерийном типах производства.
Сборно-разборные приспособления (СРП) – являются разновидностью оснастки многократного применения. В СРП элементом фиксации является цилиндрический палец и точное отверстие (в УСП фиксация деталей осуществляется системой «шпонка – точный паз»). Этот способ фиксации имеет ряд эксплуатационных и технологических преимуществ: достигается более высокая точность обработки, а также жесткость системы, что позволяет работать на более высоких режимах обработки.
Отверстия предназначены для фиксации на плите специальных сменных наладок, установочно-крепежных и других элементов или обрабатываемых заготовок. Кроме того, они могут быть использованы в качестве «нулевой точки» при установке приспособления на станке с ЧПУ. Также для крепления сменных наладок и др. на верхней поверхности плиты предусмотрены Т-образные пазы.
Из деталей и сборочных единиц СРП разработаны два специализированных комплекта – первый комплект предназначен для оснащения сверлильных и фрезерных станков с программным управлением, второй – для многооперационных и расточных станков с ЧПУ.
Специальные приспособления (СП) – используют для выполнения определенной операции при обработке конкретной детали, они являются одноцелевыми. При смене объекта производства такие приспособления, как правило, приходится списывать, независимо от степени их физического износа. Эти приспособления трудоемки и дороги в изготовлении. Их изготавливают в единичном производстве, а применяют главным образом в крупносерийном и массовом производствах.
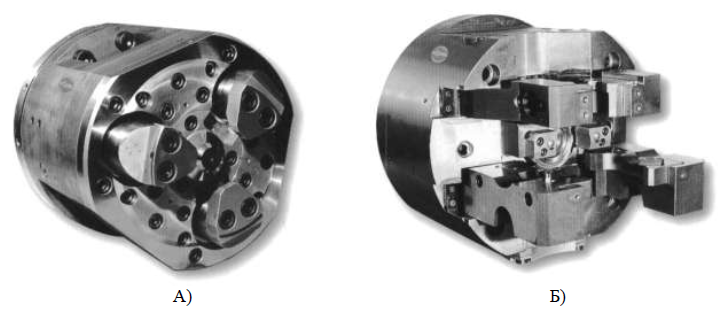
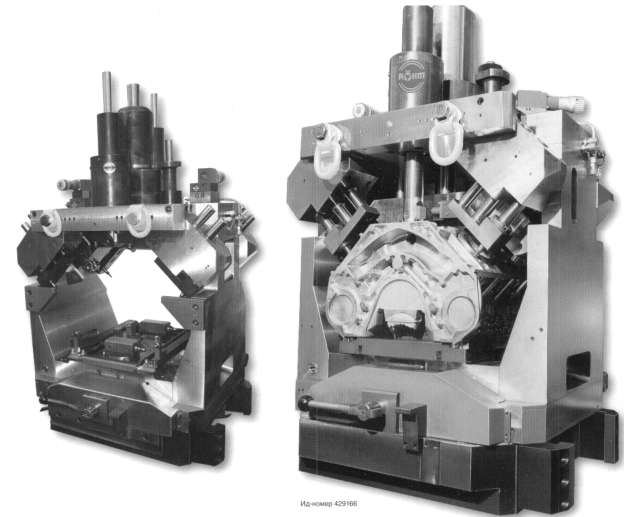
Рис1. Рычажные зажимные патроны с механическим приводом: А) – применяется для зажима коленчатых валов Б) – применяется для зажима коробок дифференциала.Рис2. Зажимное устройство с гидравлическим приводом применяется для зажима блоков двигателей
По степени механизации и автоматизации приспособления подразделяют на:
Ручные
Механизированные
Полуавтоматические
Автоматические
Выбор приспособлений зависит от типа производства, программы выпуска деталей, формы и габаритных размеров деталей, точности их изготовления и от технических требований, предъявляемых к деталям, подлежащим изготовлению.