
Неплавящиеся электроды служат для обеспечения стабильного горения электрической дуги. Они должны обладать высокой стойкостью при высоких температурах. Поэтому наиболее широкое применение получили электроды из тугоплавких материалов: графита, имеющего температуру плавления 3900°С, и вольфрама с температурой плавления 3410°С.
Угольные электроды.
Для воздушно-дуговой резки и сварки металлов, для удаления прибылей и дефектов литья, строжки прихваток и сварных швов, для поверхностной резки металлов, срезки заклепок, подготовки кромок под сварку выпускают угольные электроды — омедненные и неомедненные, круглые — диаметром 4-18 мм и плоские сечением — 12×5 и 18×5 мм.
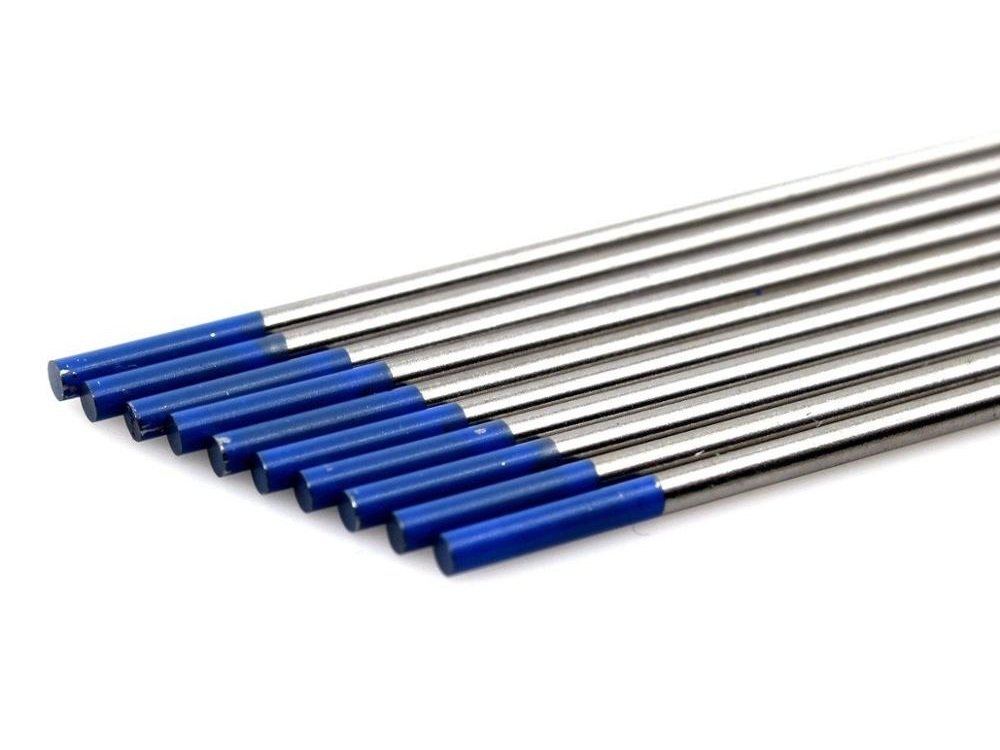
Вольфрамовые электроды.
Электроды для дуговой сварки неплавящимся электродом в среде инертных газов (аргона и гелия), а также для плазменных процессов сварки и резки, наплавки и напыления выпускают в соответствии с ГОСТ 23949-80 из чистого вольфрама и вольфрама с активирующими присадками (двуокиси тория, окиси лантана и окиси иттрия) диаметром 0,5-10 мм.
На поверхности электродов не должно быть раковин, расслоений, трещин, окислов, остатков технологических смазок, посторонних включений и загрязнений. Качество поверхности сильно влияет на время работы электрода до следующей перезаточки. Большей работоспособностью обладают электроды со шлифованной поверхностью.
Электроды должны быть прямыми. Непрямолинейность электродов не должна быть более 0,25% длины.
Введение в вольфрам присадок с меньшей величиной работы выхода электронов (окиси лантана, окиси иттрия и двуокиси тория) увеличивает эмиссию электронов с поверхности катода. Например, величина эмиссии с катода торированного вольфрама при температуре 3140 К примерно такая же, как у катода из чистого вольфрама при температуре 4000 К. Поэтому использование электродов с активирующими присадками позволяет значительно увеличить допустимый сварочный ток на электрод и увеличить работоспособность электрода.