
Шлицевые соединения широко применяются в машиностроении (станкостроении, автомобиле- и тракторостроении и других отраслях) для неподвижных и подвижных посадок.
Различают шлицевые соединения прямоугольного, эвольвентного и треугольного профиля. В наиболее часто используемых шлицевых соединениях прямоугольного профиля сопряжённые детали центрируются тремя способами:
- центрированием втулки (или зубчатого колеса) по наружному диаметру (В) шлицевых выступов вала;
- центрированием втулки (или зубчатого колеса) по внутреннему диаметру шлицев вала (т.е. по дну впадины);
- центрированием втулки (или зубчатого колеса) по боковым сторонам (В) шлицев.
Центрирование по D наиболее технологично, но его использование ограничивается в основном неподвижными шлицевыми соединениями, не требующими повышенной твёрдости. Центрирование по (d) применяется в тех случаях, когда элементы шлицевого соединения используются для подвижных сопряжений, подвергнутых закалке. Центрирование по b применимо в случае передачи больших крутящих моментов с реверсированием вращения.
Технологический процесс изготовления шлицев валов зависит от того, какой принят способ центрирования вала и втулки, т.е. термообрабатываются или нет поверхности шлицев.
Приведём в качестве примера маршруты обработки шлицев на валах соответственно не подвергаемых и подвергаемых термообработке:
- черновая токарная обработка, чистовая токарная обработка и шлифование цилиндрических поверхностей под нарезание шлицев, нарезание шлицев, снятие заусенцев и промывка;
- черновая токарная обработка, чистовая токарная обработка, нарезание шлицев с припуском под шлифование, фрезерование канавок для выхода круга при шлифовании центрирующей поверхности внутреннего диаметра (если на первой операции применяется фреза без усиков), термическая обработка, шлифование поверхностей шлицев, снятие заусенцев и промывка.
Шлицы на валах и других деталях изготовляются различными способами, к числу которых относятся: фрезерование, строгание (шлицестрогание), протягивание (шлицепротягивание), накатывание (шлиценакатывание), шлифование.
Фрезерование шлицев на валах небольших диаметров (до 100 мм) обычно фрезеруют за один рабочий ход, больших диаметров – за два рабочих хода. Черновое фрезерование шлицев, в особенности больших диаметров, иногда производится фрезами на горизонтально-фрезерных станках, имеющих делительные механизмы (рис. 1, а – в).

а – дисковой модульной фрезой; б – торцевыми или дисковыми фрезами; в – специальными дисковыми фрезами (наборными); г – червячной фрезой
Фрезеровать шлицы можно способом, изображенным на рис. 1, в, позволяющим применять более дешёвые фрезы, чем фреза, изображённая на рис. 1, а.
Более производительным способом является одновременное фрезерование двух шлицевых канавок двумя дисковыми фрезами специального профиля (рис. 1, в).
Чистовое фрезерование шлицев дисковыми фрезами производится только в случае отсутствия специального станка или инструмента, так как оно не даёт достаточной точности по шагу и ширине шлицев.
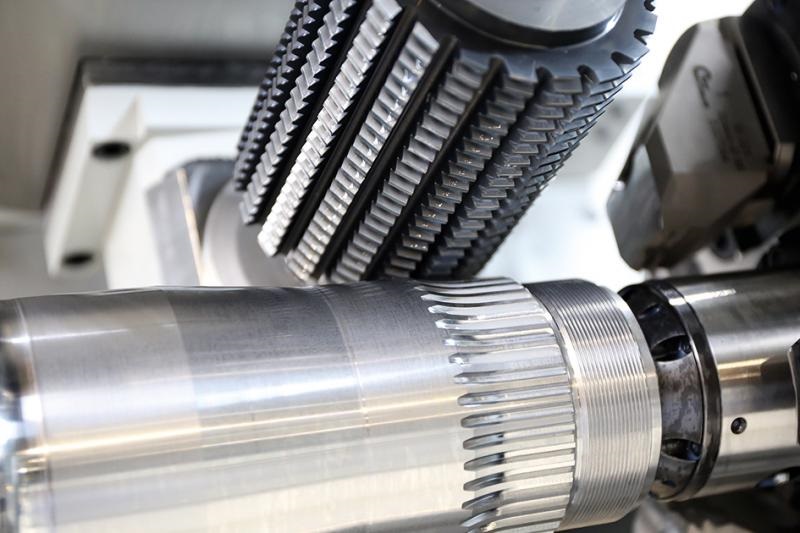
Более точное фрезерование шлицев производится методом обкатки при помощи шлицевой червячной фрезы (рис. 1, г). Фреза, помимо вращательного движения, имеет продольное перемещение вдоль оси нарезаемого вала. Этот способ является наиболее точным и наиболее производительным.
Окончательная обработка шлицев по методу обкатки производится чистовым фрезерованием червячными шлицевыми фрезами высокого класса точности.
При центрировании втулки (или зубчатого колеса) по внутреннему диаметру шлицев вала как червячная, так и дисковая фреза должна иметь «усики», вырезающие канавки у основания шлица, чтобы не было заедания во внутренних углах; эти канавки необходимы также при шлифовании по боковым сторонам и внутреннему диаметру.
Шлицестрогание реализуется, как правило, на специальных станках-полуавтоматах, которые могут работать как отдельно, так и будучи встроенными в автоматическую линию. Этим методом чаще всего обрабатываются сквозные шлицы или шлицы, у которых предусмотрен выход для резцов.
Шлицестрогание обеспечивает шероховатость поверхности Rа = = 3,2…0,8мкм.
Шлицепротягивание обеспечивает шероховатость поверхности Rа=1,6…0,8мкм.
Шлифование шлицев осуществляется следующим образом. При центрировании шлицевых валов по наружному диаметру шлифуют только наружную цилиндрическую поверхность вала на обычных круглошлифовальных станках; шлифование впадины (т.е. по внутреннему
диаметру шлицев вала) и боковых сторон шлицев не применяется.
При центрировании шлицевых валов по внутреннему диаметру шлицев фрезерование последних даёт точность обработки по внутреннему диаметру до 0,05…0,06 мм, что не всегда является достаточным для точной посадки.
Если шлицевые валы после чернового фрезерования прошли термическую обработку в виде улучшения или закалки, то после этого они не могут быть профрезерованы начисто; их необходимо шлифовать по поверхностям
впадины (т.е. по внутреннему диаметру) и боковых сторон шлицев. Наиболее производителен способ шлифования фасонным кругом (рис. 2, а), но при таком способе шлифовальный круг изнашивается неравномерно ввиду не-
одинаковой толщины снимаемого слоя у боковых сторон и впадины вала, поэтому требуется частая правка круга. Несмотря на это, данный способ широко распространён в машиностроении.

а – фасонным кругом; б – в две операции одним и двумя кругами;
в – тремя кругами
Шлифовать шлицы можно в две отдельные операции (рис. 2, б); в первой шлифуют только впадины (по внутреннему диаметру), а во второй – боковые стороны шлицев. Для уменьшения износа шлифовального круга после каждого хода стола вал поворачивается, и, таким образом, шлифовальной круг обрабатывает впадины по степенно, одну за другой.
Для объединения двух операций шлифования в одну применяются станки, на которых шлицы шлифуются одновременно тремя кругами: один шлифует впадину, а два других – боковые поверхности шлицев (рис. 2, в).