Развертывание — операция по обработке ранее обработанных отверстий с высокой степенью точности (до 6-го квалитета) и малой шероховатостью обработанной поверхности (до Ra 0,63 мкм). Обработка развертыванием выполняется после предварительного сверления, рассверливания и зенкерования. Осуществляется развертывание как вручную, так и на станках, как правило, стационарных.
Для осуществления процесса развертывания отверстий применяют инструменты (ручные и машинные развертки) и специальные приспособления, обеспечивающие смену режущего инструмента без изменения положения заготовки (быстросменные сверлильные патроны) и ориентацию режущего инструмента относительно оси обрабатываемого отверстия (самоцентрирующиеся сверлильные патроны и качающиеся оправки). В качестве стационарного оборудования применяют радиально- и вертикальносверлильные станки.
Инструменты и приспособления, применяемые при развертывании, выбирают в зависимости от способа обработки (ручное или машинное развертывание).
Развертки для ручного развертывания (рис. 1) имеют на конце квадратную часть, на которой устанавливается вороток для вращения развертки в обрабатываемом отверстии. Применяют ручные развертки для обработки отверстий диаметром 3…50 мм в заготовках из материалов невысокой твердости (конструкционная сталь, чугун, медные и алюминиевые сплавы).
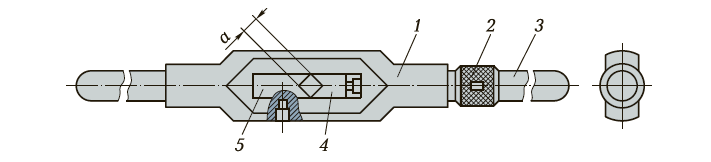
Вороток (рис. 2) применяют при развертывании отверстий вручную для создания вращающего момента на режущем инструменте. Он устанавливается на квадратной части ручной развертки и вращается вручную, передавая вращательный момент и усилие резания на обрабатывающий инструмент.
Рис. 2. Раздвижной вороток: 1 — рамка; 2 — муфта; 3 — рукоятка; 4, 5 — соответственно подвижный и неподвижный сухарь; а — сторона квадрата
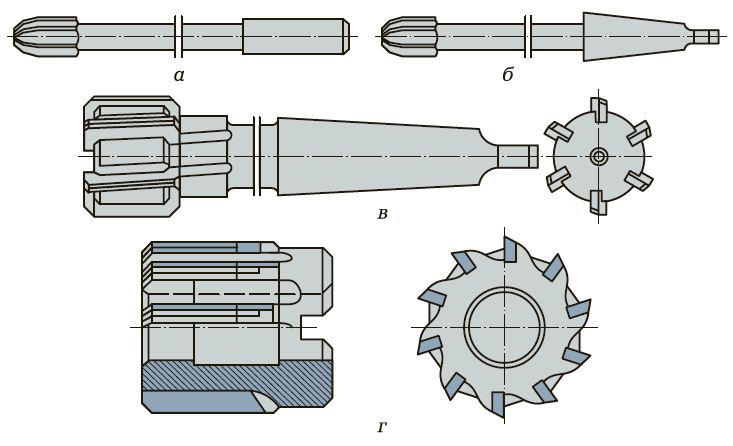
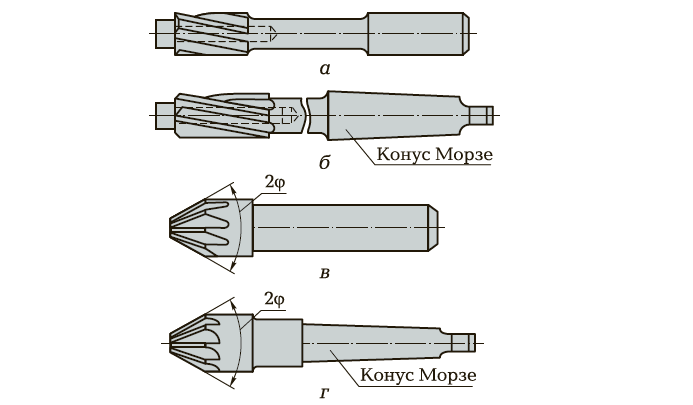
Машинные развертки бывают цельными и насадными. Их изготавливают из быстрорежущей стали или армируют пластинами из твердого сплава. Цельные машинные развертки применяют при обработке отверстий диаметром 3…100 мм, насадные — при обработке отверстий диаметром 25…300 мм и отверстий в труднообрабатываемых материалах (рис. 3).
Рис. 3. Развертки: а, б — цельные; в — насадная; г — насадная, оснащенная пластинами из твердого сплава
Приспособления для установки инструментов. Для соединения инструмента со шпинделем вертикально- или радиально-сверлильного станка целесообразно применять специальные приспособления, которые обеспечивают совпадение оси вращения развертки с осью обрабатываемого отверстия.
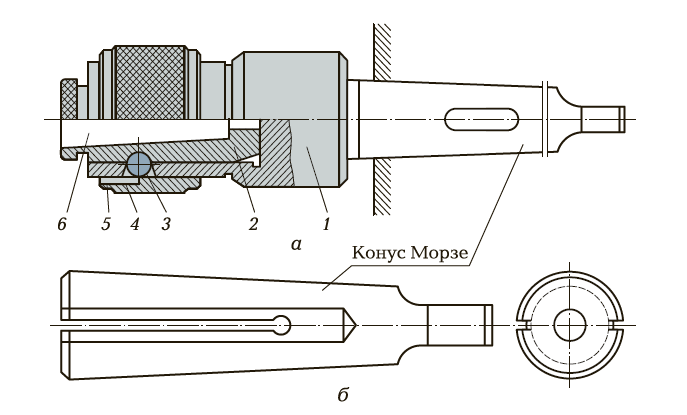
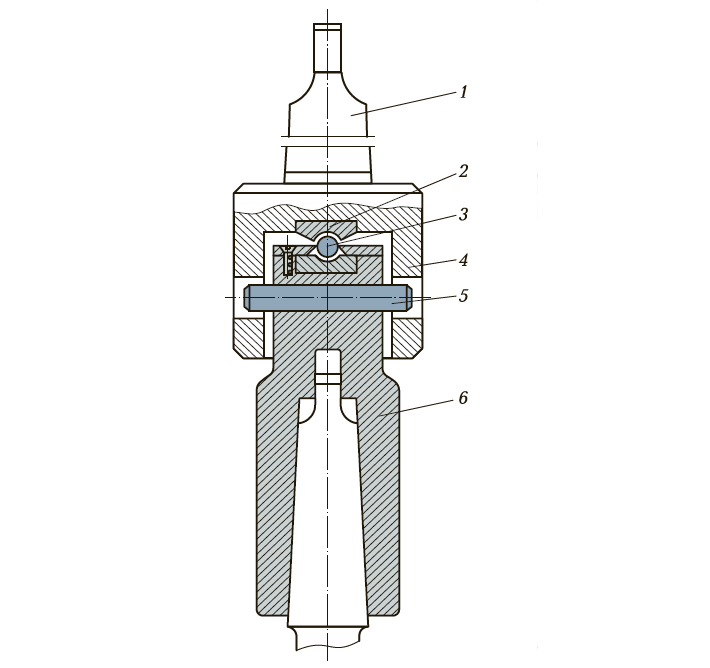
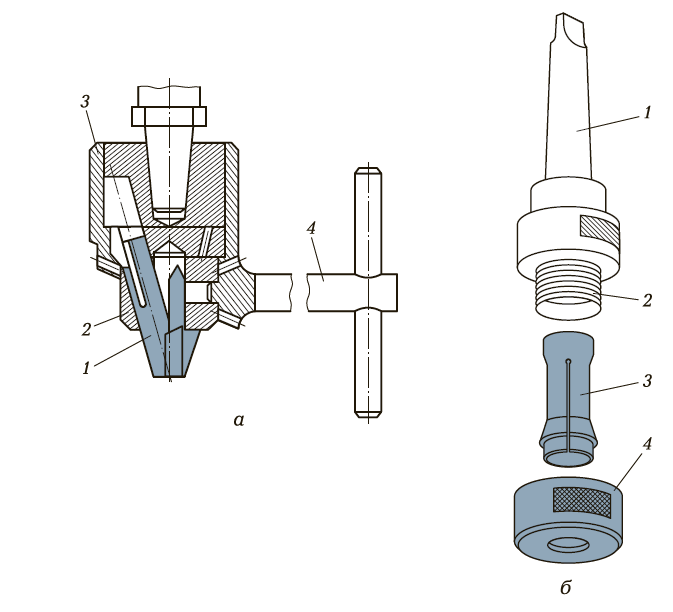
Быстросменный сверлильный патрон (рис. 4) используется в тех случаях, когда осуществляется последовательная обработка отверстия сверлением, зенкерованием и развертыванием. Он позволяет производить замену режущего инструмента без изменения положения обрабатываемой заготовки, что в свою очередь обеспечивает совпадение осей обрабатываемого отверстия и режущего инструмента.
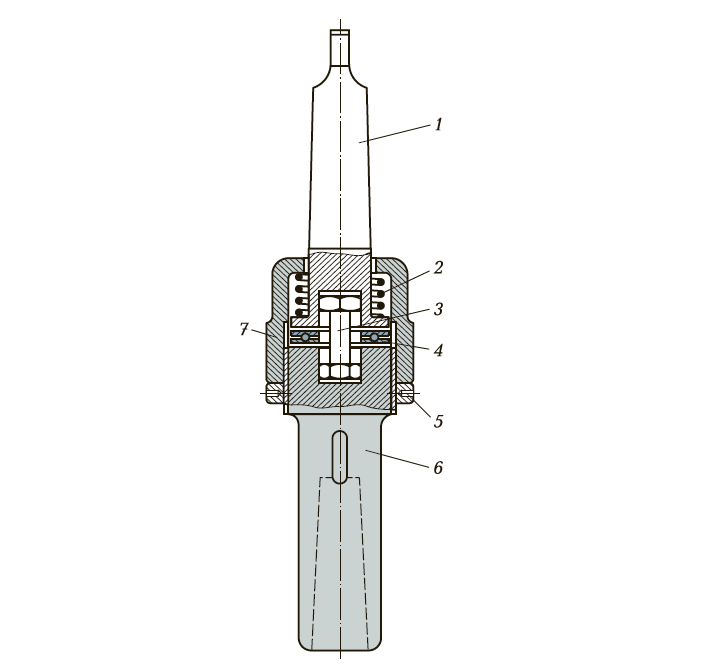
Самоустанавливающийся сверлильный патрон (рис. 5) применяют при обработке зенкерованием и развертыванием предварительно просверленных отверстий. Он обеспечивает центрирование инструмента вдоль оси отверстия.
Развертывание вручную и на вертикально- и радиально-сверлильных станках следует выполнять, придерживаясь ряда правил.
Необходимо точно соблюдать величину припуска на развертывание, руководствуясь справочными таблицами.
Сверление, зенкерование и развертывание отверстий на сверлильном станке машинной разверткой необходимо производить с одной установки заготовки.
В процессе развертывания отверстия в стальной заготовке необходимо обильно смазывать обрабатываемую поверхность маслом.
Чугунные заготовки следует обрабатывать всухую.
В процессе обработки следует периодически очищать развертку от стружки.
Ручное развертывание следует выполнять в два приема: вначале черновое, а затем чистовое.
Ручное развертывание следует осуществлять только по часовой стрелке.
При машинном развертывании весьма важным является правильное определение режимов обработки (скорость резания, частота вращения шпинделя сверлильного станка, подача инструмента) .
Режимы резания при обработке отверстий с применением стационарного оборудования выбирают в зависимости от твердости обрабатываемого материала и материала инструмента, а также от требований, предъявляемых к точности обработки и шероховатости обработанной поверхности. Выбор режимов резания в зависимости от этих параметров осуществляют, пользуясь справочными таблицами для соответствующего вида обработки (сверление, рассверливание, зенкерование, развертывание).
Зенкерование— операция, связанная с обработкой предварительно просверленных, штампованных, литых или полученных иными методами отверстий в целях придания им более правильной цилиндрической формы, а также достижения более высокой по сравнению со сверлением точности (до 8-го квалитета) и более низкой шероховатости (до Ra 1,25 мкм). Ручное механизированное оборудование (дрели) при зенкеровании не применяется, так как не может обеспечить необходимой точности обработки. Обработка ведется с использованием настольных сверлильных станков (при диаметре отверстий до 20 мм) и стационарного оборудования (вертикально- и радиально-сверлильных станков).
Разновидностями зенкерования являются зенкование и цекование.
Зенкование — обработка у основания просверленных отверстий цилиндрических или конических углублений под головки винтов или заклепок, а также выполнение фасок в отверстиях.
Цекование — операция по зачистке торцевых поверхностей при обработке бобышек под шайбы, гайки, стопорные кольца. Выполняется операция с использованием стационарного сверлильного оборудования.
Инструменты для зенкерования, зенкования и цекования. Для выполнения работ, связанных с зенкерованием и его разновидностями — зенкованием и цекованием, применяют специальные инструменты: зенкеры, зенковки и цековки.
Зенкеры в отличие от сверла имеют большее число режущих кромок (три или четыре), что обеспечивает получение поверхности с более высокими показателями по точности и шероховатости обработанной поверхности.
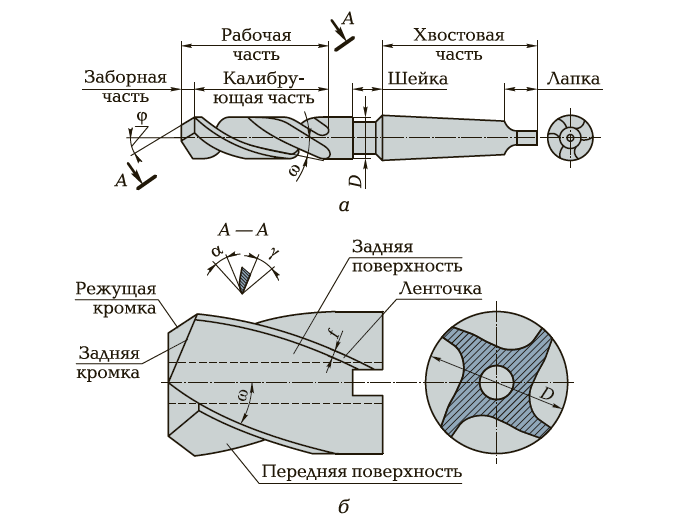
По конструкции различают цельные (рис. 1, а) и насадные (рис. 1, б) зенкеры.
Рис. 1. Зенкер: а — трехперый цельный; б — черырехперый насадной; D — диаметр зенкера; φ — главный угол в плане; ω — угол наклона винтовой канавки; γ — передний угол; α — задний угол; f— ширина ленточки
Зенковкипредназначены для получения цилиндрических (рис. 2, а и б) и конических с углами 60; 90 и 120° (рис. 2, в и г) углублений.
Рис. 2. Зенковки: а, б — цилиндрические; в, г — конические; 2φ — угол в плане
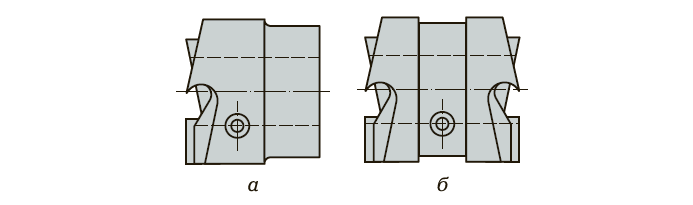
Цековки служат для подрезания торцов приливов и бобышек. Они могут быть односторонними (рис. 3, а) и двусторонними (рис. 3, б).
Рис. 3. Насадные цековки: а — односторонняя; б — двусторонняя
Приспособления и оборудование, применяемые при обработке заготовок зенкерованием, зенкованием и цекованием, аналогичны приспособлениям и оборудованию, применяемым при сверлении и рассверливании.
При выполнении работ, связанных с зенкерованием, следует придерживаться ряда правил.
Отверстия диаметром 10…40 мм в заготовках из конструкционной стали, чугунов, цветных металлов и их сплавов следует обрабатывать зенкерами, рабочая часть которых выполнена из быстрорежущей стали.
При обработке отверстий диаметром 14…50 мм в заготовках из труднообрабатываемых и закаленных сталей следует применять зенкеры, оснащенные пластинами из твердого сплава.
Обработку отверстий диаметром 32…80 мм в заготовках из конструкционной стали целесообразно осуществлять, используя насадные зенкеры, оснащенные пластинами из быстрорежущей стали.
Расчет режимов резания при зенкеровании, зенковании и цековании осуществляют в той же последовательности, что и расчет режимов резания при сверлении.
Сверление — операция по образованию сквозных и глухих отверстий в сплошном материале, выполняемая при помощи режущего инструмента — сверла. Сверление может осуществляться ручными пневматическими и электрическими машинами и на сверлильных станках.
Ручные сверлильные устройства применяют при необходимости получения отверстий диаметром до 12 мм в материалах небольшой твердости (пластические массы, цветные металлы и сплавы, конструкционные стали).
Для обработки отверстий большого диаметра, повышения производительности труда и качества обработанной поверхности используют настольные и стационарные (вертикально- и радиальносверлильные) станки.
Рассверливание является разновидностью сверления и применяется для увеличения диаметра ранее просверленного отверстия. В качестве инструмента, так же, как и для сверления, применяют сверло. Не рекомендуется рассверливать отверстия, полученные в заготовках методами литья, ковки или штамповки.
Обработка отверстий методами сверления и рассверливания позволяет получить точность размеров до 10-го квалитета и шероховатость обработанной поверхности до Rz 80 мкм.
Сверла применяют при обработке отверстий в сплошном материале и рассверливании предварительно обработанных отверстий. Классифицируют сверла в зависимости от их конструкции: спиральные, центровые, перовые, ружейные и кольцевые (трепанирующие головки). Выбор конструкции сверла зависит от характера выполняемых работ и от диаметра обрабатываемого отверстия и его глубины.
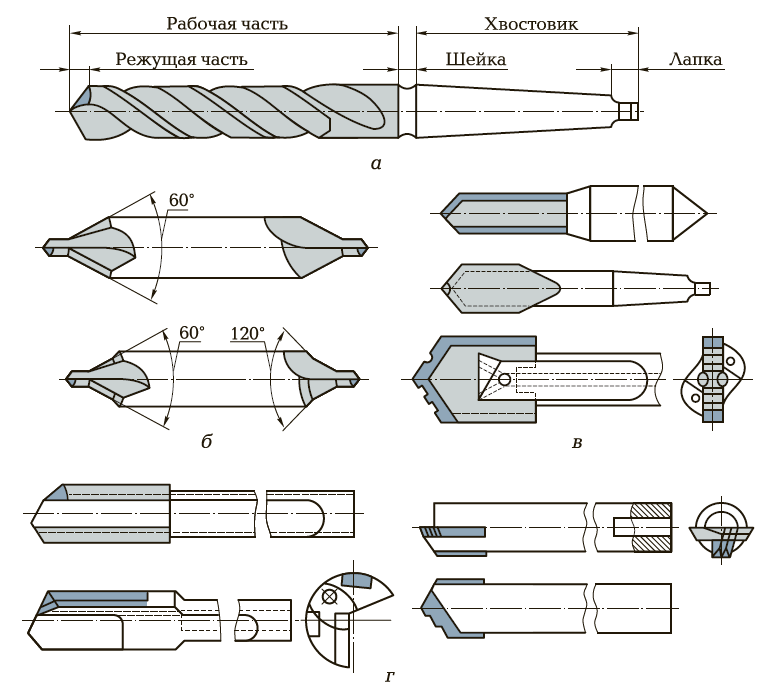
Спиральные сверла (рис. 1, а) изготавливают с цилиндрической (диаметром до 20 мм) и конической (диаметром свыше 5 мм) хвостовой частью. Сверла с коническим хвостовиком имеют лапку, которая облегчает извлечение сверла из шпинделя станка или переходной втулки.
Центровочные сверла (рис. 1, б) предназначены для выполнения центровых отверстий в торцевой поверхности заготовок, подлежащих токарной обработке.
Перовые сверла (рис. 1, в) применяют для обработки металлов низкой твердости, например баббитов, и неметаллических материалов.
Ружейные сверла (рис. 1, г) применяют для сверления глубоких и сверхглубоких отверстий диаметром 3…30 мм с соотношением глубины сверления к диаметру отверстия более 5.
Рис. 1. Сверла для обработки отверстий: а — спиральные; б — центровочные; в — перовые; г — ружейные для глубокого сверления
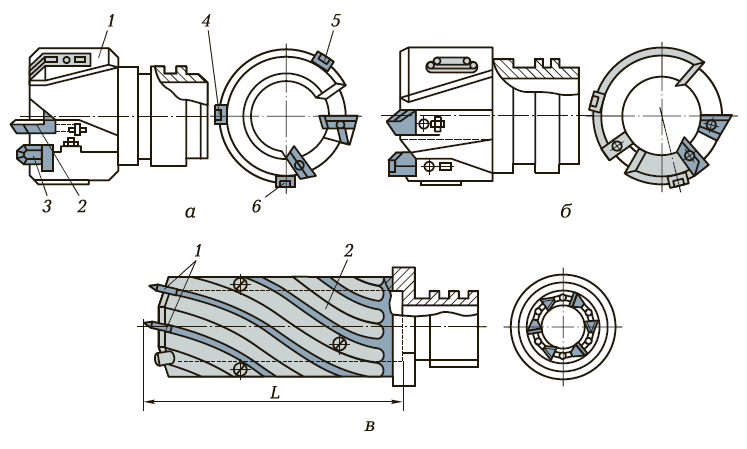
Кольцевые сверла (рис.2) применяют при обработке в сплошном материале отверстий диаметром более 50 мм.
Рис. 2. Кольцевые сверла: а — двурезцовые: 1 — корпус; 2, 3 — сменные резцы; 4 — 6 — направляющие пластины; б — трехрезцовые; в — многорезцовые: 1 — резцы; 2 — корпус; L — длина рабочей части
В процессе эксплуатации происходит износ рабочей (режущей) части сверл, что приводит к потере их режущей способности.
Поскольку в процессе выполнения слесарных и слесарно-сборочных работ наиболее часто применяют спиральные сверла, остановимся именно на их эксплуатации.
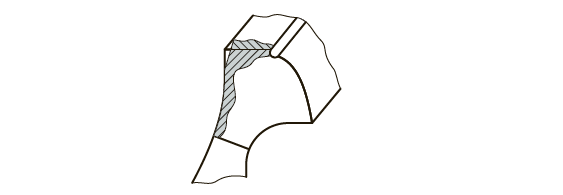
Износ спиральных сверл происходит преимущественно по задней поверхности на пересечении режущих кромок с ленточками (рис. 3). Восстановить режущие свойства сверла можно за счет его заточки.
Рис. 3. Износ спиральных сверл по задней поверхности.
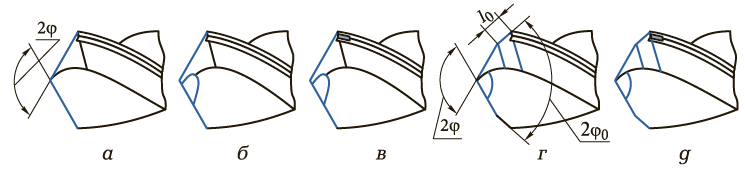
Заточка спиральных сверл позволяет восстановить режущие свойства сверла. При заточке режущей части сверла придают различную форму, выбор которой зависит от характера выполняемых работ и обрабатываемого материала.
Одинарная заточка (рис. 4, а) применяется при сверлении отверстий диаметром до 12 мм в заготовках из стали или чугуна.
Одинарная заточка с подточкой перемычки (рис. 4, б) применяется при обработке отверстий диаметром 12…80 мм в заготовках из стального литья, покрытого коркой.
Одинарная заточка с подточкой перемычки и ленточки (рис. 4, в) применяется при обработке отверстий диаметром 12…80 мм в заготовках из стали и стального литья со снятой коркой.
Двойная заточка с подточкой перемычки (рис. 4, г) применяется при обработке отверстий диаметром 12…80 мм в заготовках из чугунного литья, покрытого коркой.
Двойная заточка с подточкой перемычки и ленточки (рис. 4, д) применяется при обработке отверстий диаметром 12…80 мм в заготовках из чугунного литья со снятой коркой.
Рис. 4. Форма заточки сверл: а — одинарная; б — одинарная с подточкой перемычки; в — одинарная с подточкой перемычки и ленточки; г — двойная с подточкой перемычки; д — двойная с подточкой перемычки и ленточки; 2φ — угол при вершине; 2φ0 — угол дополнительной заточки; l0— ширина дополнительной заточки
При обработке отверстий с применением ручного и стационарного оборудования применяют специальные приспособления для установки инструментов и заготовок.
Приспособления для установки инструментов служат для их соединения с устройствами, передающими вращательное движение инструменту.
Сверлильные патроны служат для установки инструмента с цилиндрической хвостовой частью. Сверлильные патроны изготавливают различных конструкций: кулачковые, цанговые и др.
Трехкулачковый сверлильный патрон (рис. 5, а) обеспечивает достаточно высокую точность центрирования инструмента относительно оси обрабатываемого отверстия.
Двухкулачковый сверлильный патрон аналогичен по конструкции трехкулачковому, однако точность центрирования обрабатывающего инструмента относительно оси отверстия у него менее точная.
Цанговый сверлильный патрон (рис. 5, б) предназначен для закрепления сверл с цилиндрическим хвостовиком небольшого диаметра и обеспечивает очень высокую точность центрирования обрабатывающего инструмента относительно оси отверстия.
Приспособления для установки заготовок служат для правильной установки и закрепления заготовок на столе станка. Выбор приспособлений в значительной степени зависит от того, какое оборудование применяют при обработке отверстий. Наиболее часто для закрепления заготовок применяют прихваты, призмы, угольники, машинные тиски различных конструкций, кондукторы и т.д.
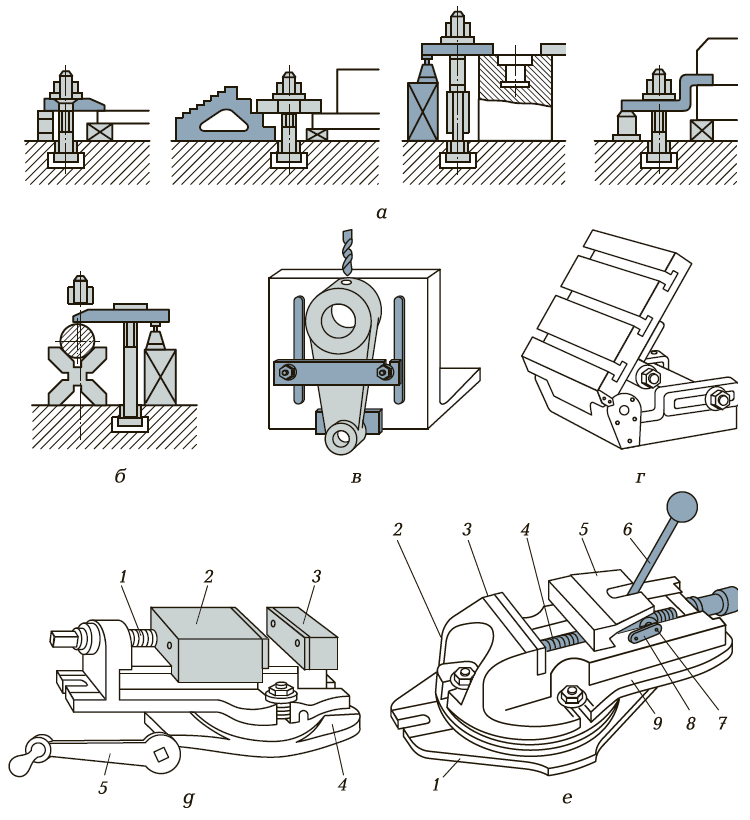
Прихваты (рис. 6, а) и призмы (рис. 6, б) применяют для закрепления заготовок с плоскими и цилиндрическими поверхностями.
Жесткая (рис. 6, в) и регулируемая (рис. 6, г) угловые плиты предназначены для установки и закрепления на столе станка заготовок разной, иногда достаточно сложной формы, например рычагов.
Винтовые (рис. 6, д) и быстродействующие (рис. 6, е) машинные тиски применяют при обработке заготовок сложной формы.
Кондукторы обеспечивают правильное расположение режущего инструмента относительно обрабатываемого отверстия. Применение кондукторов экономически обосновано только в условиях серийного и массового производства.
Оборудование для обработки отверстий подразделяют на ручное, ручное механизированное и стационарное.
Ручное оборудование — оборудование, в котором в качестве привода используется мускульная энергия человека. К этому оборудованию относятся ручные дрели и трещотки.
ручная дрель предназначена для сверления отверстий вручную.
Трещотка применяется в тех случаях, когда для обработки отверстия невозможно использование ручной дрели и сверлильного станка.
Ручное механизированное оборудование может иметь как электрический, так и пневматический привод и отличается большим разнообразием конструктивных решений. Выбор конструкции ручного механизированного оборудования зависит от характера и условий выполнения работ.
Электрические дрели применяют для сверления отверстий диаметром до 10 мм (легкий тип), 15 мм (средний тип) и 32 мм (тяжелый тип).
Пневматические дрели изготавливают в двух вариантах: легкого и тяжелого типа.
Стационарное оборудование устанавливается на постоянном месте, при этом обрабатываемую заготовку доставляют к нему. К этому виду оборудования относят настольные, вертикальные и радиальные сверлильные станки.
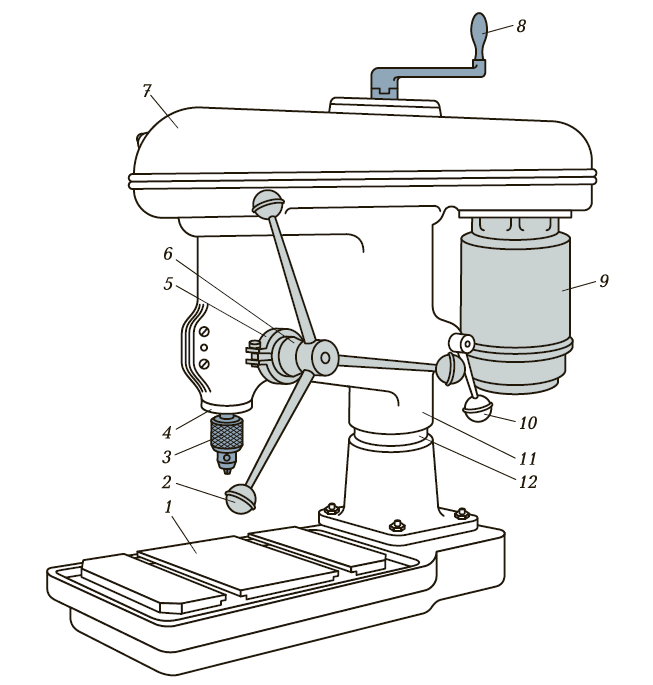
Настольные сверлильные станки (рис. 7) отличаются большим разнообразием конструкций и обеспечивают получение отверстий диаметром до 25 мм.
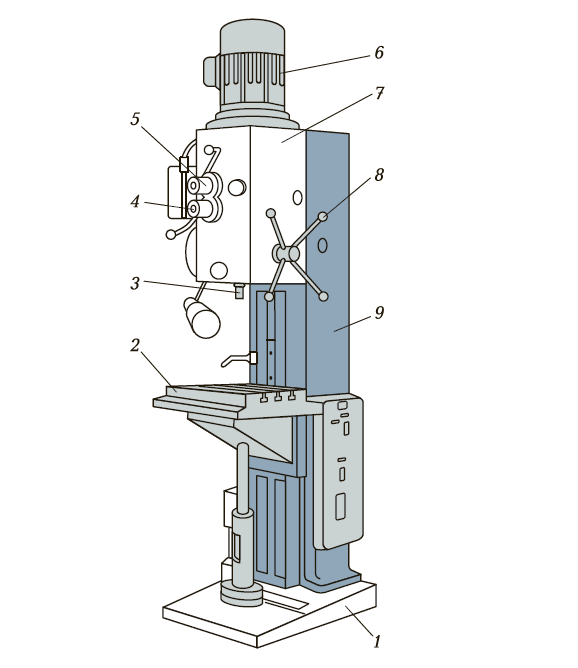
Вертикально-сверлильный станок (рис. 8) — основной и наиболее распространенный тип сверлильных станков, применяемых для обработки отверстий в заготовках сравнительно небольшого размера. На вертикально-сверлильных станках возможно выполнение сверления, зенкерования, зенкования, цекования и развертывания. На вертикально-сверлильных станках выполняют обработку отверстий диаметром до 50 мм.
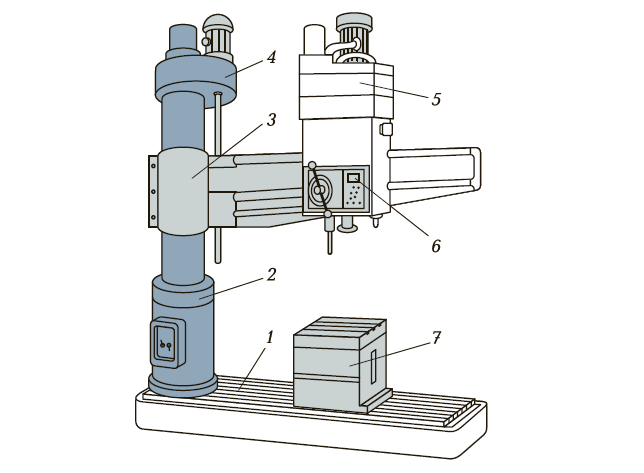
Радиально-сверлильные станки (рис. 9) обладают теми же технологическими возможностями, что и вертикально-сверлильные. Их отличительная особенность состоит в том, что шпиндельная головка станка может перемещаться относительно обрабатываемой заготовки в разных направлениях, обеспечивая обработку крупногабаритных заготовок без их переустановки, а следовательно, и без повторной выверки, относительно режущего инструмента.
Расчет режимов резания осуществляется в следующей последовательности:
выбирают по справочным таблицам величину подачи в зависимости от характера обработки, требований к качеству обработанной поверхности, материала сверла и других технологических данных;
определяют по справочным таблицам скорость инструмента с учетом технологических возможностей станка, режущих свойств материала инструмента и физико-механических свойств материала заготовки;
рассчитывают частоту вращения шпинделя в соответствии с выбранной скоростью резания. Полученную величину сравнивают с паспортными данными станка и принимают равной ближайшему наименьшему значению этой частоты;
рассчитывают действительную скорость резания, с которой будет производиться обработка.
Обработка с числовым программным управлением (ЧПУ) — это производственный процесс, в котором запрограммированное компьютерное программное обеспечение диктует движение инструмента и механизмов. Станки с ЧПУ бывают разных форм, наиболее распространенными являются 3-, 4- и 5-осевые станки с ЧПУ. С каждой дополнительной осью свободы увеличивается сложность деталей, которые могут быть изготовлены. Мы рассмотрим эти 3 типа станков с ЧПУ далее в этой статье.
Введение.
С начала 1900-х годов традиционные методы производства были заменены машинами. Работа, которая раньше требовала квалифицированного труда для управления отдельными станками для каждого процесса, такими как токарный станок, сверлильный станок, фрезерный станок и т.д., теперь может быть выполнена с помощью одного станка с ЧПУ, программируемого компьютером. В производстве с ЧПУ станки управляются с помощью числового программного управления (ЧПУ), при котором для управления объектом задается программа.
Сегодня обработка на станках с ЧПУ стремительно набирает популярность в промышленности, поскольку все больше предприятий переходят на автоматизированный рабочий процесс, заменяя ручной труд машинами и человекоподобными роботами. Это привело к росту спроса на детали, обработанные по индивидуальному заказу. Однако эти заказные работы несут с собой целый ряд проблем, которые многие компании не учитывают до тех пор, пока с ними не столкнутся машинисты. Мы собрали в этой статье некоторые из наиболее распространенных проблем, чтобы помочь вам подумать, прежде чем обращаться в машиностроительные предприятия со своими уникальными идеями.
Предполагается, что заказные детали — это детали, которые уникальны и, следовательно, их количество невелико. Они могут быть или не быть очень сложными.
Более высокие затраты на настройку.
Логично, что детали с меньшим количеством заказов (< 10 штук) будут стоить дороже в пересчете на штуку по сравнению с заказами большого объема. Основная причина этого — первоначальные затраты на настройку. Все механические цеха имеют фиксированную ставку не только на работу станков, но и на каждую переналадку, необходимую в процессе обработки. Давайте проиллюстрируем это на примере.
Например, одна деталь, требующая обработки двух отдельных граней, потребует двух отдельных переналадок на обычном 3-осевом станке с ЧПУ (наиболее распространенный вариант). Если предположить, что каждая переналадка стоит $40, а стоимость работы — $40, то для одной детали общая стоимость составит $120. Теперь рассмотрим, если эту же деталь необходимо изготовить в количестве 10 штук. Общая стоимость двух переналадок и работы остается на уровне $120, поскольку каждый из 10 блоков может быть загружен в то же приспособление, что и для первой детали. Даже если к каждой из 10 деталей будет применена плата за обработку в размере $10, общая стоимость подготовки к работе составит $220, то есть $22 за деталь.
Ни одна из цен в приведенном примере не является репрезентативной для рынка и приведена исключительно в целях пояснения. Хорошо видно, что если бы нужно было изготовить только одну деталь, то стоимость наладки была бы почти в 6 раз дороже за штуку по сравнению с большим заказом из 10 таких деталей.
Вывод: нестандартные детали по своей природе будут дорогими, и нередко цены на менее чем 10 деталей более чем в два раза превышают цены, которые вы ожидаете, основываясь на прошлом опыте оптовых заказов.
Рост цен на материалы
Covid-19 оказал значительное влияние на всю нашу жизнь и каждую отрасль промышленности в мире. Мир обработки также сильно пострадал: цены меняются иногда до двух раз в неделю и никогда не снижаются. Одним из, если не самым важным критерием при составлении предложения является цена на требуемое сырье. Поскольку цены резко растут каждую вторую неделю, это означает, что котировки действительны в течение гораздо более короткого периода времени. Кроме того, запасы материалов поступают гораздо быстрее, поскольку многие заказы еще не выполнены. Это означает, что базовая цена на одну и ту же деталь постоянно меняется.
Вывод: большинству компаний, а также правительственным организациям требуется несколько предложений для сравнения, однако решение должно быть принято быстро. Промедление может обойтись вам очень дорого.
Стандартные размеры сырья
В продолжение предыдущего пункта о росте цен на материалы, сырье также массово производится в определенных стандартных размерах. Нехватка сырья в цепочках поставок из-за пандемии, а также резкий рост цен означают, что у вашего надежного поставщика может больше не оказаться на складе стандартных металлических труб или металлических листов.
Кроме того, ваш поставщик, скорее всего, сохранит все имеющиеся у него материалы для выполнения крупных заказов. Это делается для того, чтобы минимизировать потери, а также предложить лучшие цены. Кроме того, поставщик может не захотеть приобретать складской материал по вашему запросу, если имеющийся у него материал не может удовлетворить ваши потребности.
Например, если оператору требуется купить стальную трубу, которой нет на складе, ваше требование о покупке одной детали, длина которой составляет менее четверти имеющейся длины трубы, не имеет экономического смысла для поставщика принимать заказ. Это также будет очень дорого для вас, так как вам придется нести расходы на всю имеющуюся трубу, поскольку нет никакой гарантии, что этот материал когда-либо будет использован другим клиентом или заказом.
Вывод: есть несколько способов обойти проблемы, связанные с материалом. Самый простой — предоставить материал со склада за свой счет. Это позволит поставщику сэкономить на стоимости материала и повысит ваши шансы на принятие заказа, так как неиспользованный материал больше не является обязательством для вашего поставщика. Другой вариант — сохранять гибкость в отношении конструкции детали. Будьте готовы к изменениям в определенных размерах и толщине материала, чтобы поставщик мог изготовить вашу деталь из материала, который уже имеется в наличии.
Заключение.
Нынешняя ситуация может быть исторической аномалией, но ее последствия не заставят себя ждать. Поскольку цепочки поставок адаптируются к рационализации процессов и адаптации к индивидуальному производству «точно в срок», в обозримом будущем произошедшие изменения будут продолжать увеличивать производственные затраты в целом и требования к индивидуальному производству в частности. Однако, если вы примете к сведению упомянутые в этой статье моменты, вы точно убережете себя от шокирующих и неожиданных результатов.
Обрабатывающая промышленность является основой любой экономики. Хотя она всегда играла важную роль, производственные отрасли уже не работают так, как много лет назад. Такие изменения можно объяснить развитием технологий, таких как автоматизация и робототехника, которые полностью меняют способы выполнения операций.
Одной из таких технологических разработок, кардинально изменивших производственные процессы, является фрезерная обработка с ЧПУ (числовое программное управление). ЧПУ — это производственный процесс, в котором заранее запрограммированное компьютерное программное обеспечение управляет движением машин и инструментов. Ожидается, что до 2026 года темпы роста отрасли ЧПУ составят 5,9%, что свидетельствует о её популярности.
Фрезерная обработка с ЧПУ, в частности, использует эти средства управления и вращающиеся многолезвийные режущие инструменты (фрезы) для удаления материала с заготовки и изготовления деталей по индивидуальному заказу.
Как используется ЧПУ?
Фрезерование с ЧПУ — это всего лишь один из аспектов обработки с ЧПУ, и, на самом деле, ЧПУ используется для бесчисленных других применений с широким спектром материалов, таких как дерево, титан, алюминий, нержавеющая сталь, серебро и синтетические материалы, поликарбонат.
Некоторые из его наиболее распространенных задач включают:
Токарная обработка;
Расточка;
Контурная обработка;
Сверление;
Шлифование;
Обрезка;
Нарезание резьбы;
Сварка.
Преимущества производства продукции фрезерной обработкой с ЧПУ.
Снижение трудозатрат .
Фрезерная обработка с ЧПУ требует только одного оператора, чтобы обеспечить бесперебойное выполнение производственного процесса. Это не трудоемкий процесс, а значит, ваши сотрудники могут использовать свои навыки в других областях, требующих большего внимания.
Это особенно важно в тех областях, где требуется человеческий контакт. Если у вас мало сотрудников в производственном отделе, вы можете нанять больше людей в таких отделах, как обслуживание клиентов, которые могут выиграть от ручного труда.
Снижение затрат .
Создание первоклассного продукта предполагает длительный процесс создания прототипов. Хотя это эффективно, это также дорого, поскольку прототипирование — единственный способ убедиться в том, что ваш продукт бракованный или нет. Оборудование с ЧПУ устраняет необходимость в создании прототипов, поскольку оно в значительной степени исключает человеческий фактор и обладает огромными возможностями.
Кроме того, использование фрезерного оборудования с ЧПУ значительно повышает эффективность вашего бизнеса, включая общую эффективность, производительность и эффективное использование ресурсов. Все эти факторы помогают вам снизить себестоимость вашей продукции или услуг.
Более низкие затраты, могут привести к эффективному масштабированию и могут быть использованы для создания конкурентного преимущества в вашей отрасли. Таким образом, когда вы экономите деньги в одной области, вы можете использовать тот же капитал для реинвестирования в свой бизнес и расширения деятельности.
Снижение количества брака.
Где бы ни присутствовал человек или ручной труд, как бы хорошо он ни выполнял задачу, всегда есть возможность для ошибки. Работникам приходится делать перерыв, и даже незначительное отвлечение может повлиять на качество и последовательность операций.
Поскольку станки с ЧПУ работают по цифровому шаблону, такой производственный процесс обеспечивает большую однородность и последовательность. Это особенно полезно для производственных предприятий, выпускающих продукцию в огромных масштабах.
Фрезерная обработка с ЧПУ позволяет получить точный продукт, гарантируя тем самым, что все производимое соответствует требуемым спецификациям. Эти станки отличаются высокой точностью, что делает фрезерование с ЧПУ особенно ценным, если вам требуется постоянство и качество.
Повышение безопасности.
Безопасность на рабочем месте — залог бесперебойной работы, а работа в тесном контакте со станками иногда может привести к травмам, связанным с работой. Хотя наем квалифицированных специалистов, специализирующихся на конкретном станке, может помочь снизить вероятность травм, фрезерные станки с ЧПУ также помогают в этом.
Хотя оператор управляет процессами ЧПУ, они контролируются на расстоянии, обеспечивая минимальный личный контакт со станком. Благодаря меньшему воздействию острых инструментов ваши работники с меньшей вероятностью могут получить травму во время работы.
Большая производительность.
Станки с ЧПУ обеспечивают более высокую производительность, поскольку работают автоматически, без вмешательства человека. Они не нуждаются в постоянном контроле оператора, тем самым автоматизируя трудоемкие и технические процессы.
Поскольку компьютер управляет станками, в результате автоматизации повышается точность и скорость, с которой ваш бизнес может создавать прототипы. Автономная обработка и цифровой шаблон исключают возможность человеческой ошибки, что позволяет тратить время на исправление ошибок и управление производственными процессами на другие цели.
Универсальность.
Возможно, одним из самых больших преимуществ фрезерной обработки с ЧПУ является ее универсальность. Он может работать в различных условиях и поможет вам изготовить распорки, втулки, валы, коллекторы, штампы и другие детали. Широкий спектр функций станка позволяет использовать его для создания любых деталей.
По сути, вам нужен только конструктор, который поможет вам создать шаблон изделия, которое вы хотите изготовить. Используя комбинацию механизмов, таких как фрезерные агрегаты для резки и сверления материала и токарные агрегаты для вращения материалов, оборудование с ЧПУ достаточно гибко для работы с различными видами деталей.
Благодаря своей универсальности, станки с ЧПУ используются для производства деталей для различных отраслей промышленности, таких как аэрокосмическая, автомобильная, строительная, электронная, стоматологическая, а также для производства продуктов питания и напитков. Кроме того, перепрограммирование станка с ЧПУ не занимает много времени, поэтому его можно легко перенастроить для производства совершенно нового продукта. Благодаря этому технология отлично подходит как для коротких, так и для длинных производственных циклов, поскольку вы можете изменить программу без особых затрат.
Заключение.
Как уже отмечалось, фрезерная обработка с ЧПУ может принести множество преимуществ вашему бизнесу. Вы можете повысить производительность, эффективность, безопасность и снизить общие затраты. Благодаря своей безупречной универсальности, фрезерная обработка с ЧПУ открывает бесконечные производственные возможности. Благодаря огромной скорости и точности она может помочь вашему бизнесу увеличить прибыль.
Фрезерная обработка с ЧПУ — это задача, которую стоит решить любому производственному предприятию. Проконсультировавшись с профессионалом, вы сможете определить лучший выбор для вашего бизнеса и гарантировать, что ваша компания будет пользоваться преимуществами этой технологии долгие годы.