
Зенкерование — операция, связанная с обработкой предварительно просверленных, штампованных, литых или полученных иными методами отверстий в целях придания им более правильной цилиндрической формы, а также достижения более высокой по сравнению со сверлением точности (до 8-го квалитета) и более низкой шероховатости (до Ra 1,25 мкм). Ручное механизированное оборудование (дрели) при зенкеровании не применяется, так как не может обеспечить необходимой точности обработки. Обработка ведется с использованием настольных сверлильных станков (при диаметре отверстий до 20 мм) и стационарного оборудования (вертикально- и радиально-сверлильных станков).
Разновидностями зенкерования являются зенкование и цекование.
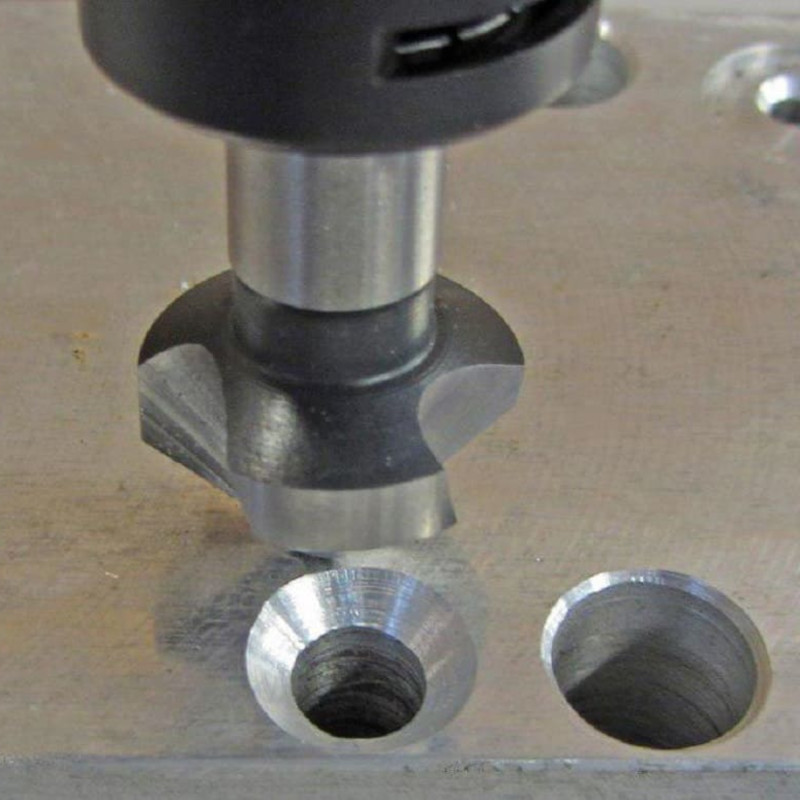
Зенкование — обработка у основания просверленных отверстий цилиндрических или конических углублений под головки винтов или заклепок, а также выполнение фасок в отверстиях.
Цекование — операция по зачистке торцевых поверхностей при обработке бобышек под шайбы, гайки, стопорные кольца. Выполняется операция с использованием стационарного сверлильного оборудования.
Инструменты для зенкерования, зенкования и цекования. Для выполнения работ, связанных с зенкерованием и его разновидностями — зенкованием и цекованием, применяют специальные инструменты: зенкеры, зенковки и цековки.
Зенкеры в отличие от сверла имеют большее число режущих кромок (три или четыре), что обеспечивает получение поверхности с более высокими показателями по точности и шероховатости обработанной поверхности.
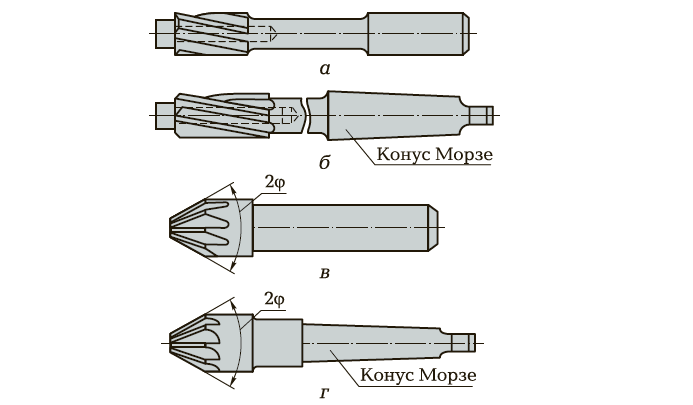
По конструкции различают цельные (рис. 1, а) и насадные (рис. 1, б) зенкеры.
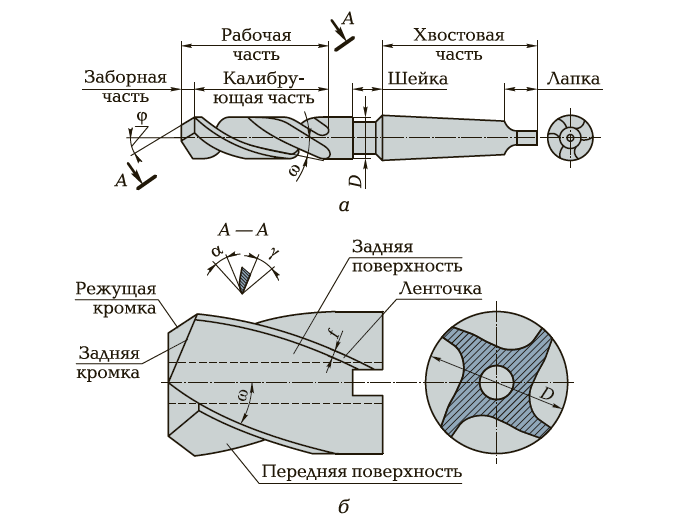
а — трехперый цельный; б — черырехперый насадной; D — диаметр зенкера; φ — главный угол в плане; ω — угол наклона винтовой канавки; γ — передний угол; α — задний угол; f— ширина ленточки
Зенковки предназначены для получения цилиндрических (рис. 2, а и б) и конических с углами 60; 90 и 120° (рис. 2, в и г) углублений.
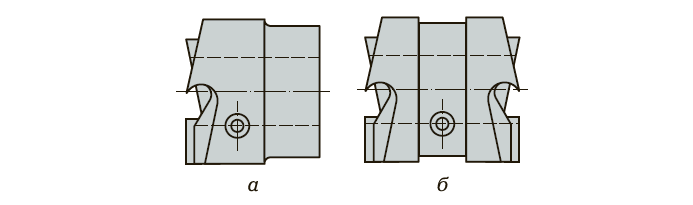
Цековки служат для подрезания торцов приливов и бобышек. Они могут быть односторонними (рис. 3, а) и двусторонними (рис. 3, б).
Приспособления и оборудование, применяемые при обработке заготовок зенкерованием, зенкованием и цекованием, аналогичны приспособлениям и оборудованию, применяемым при сверлении и рассверливании.
При выполнении работ, связанных с зенкерованием, следует придерживаться ряда правил.
- Отверстия диаметром 10…40 мм в заготовках из конструкционной стали, чугунов, цветных металлов и их сплавов следует обрабатывать зенкерами, рабочая часть которых выполнена из быстрорежущей стали.
- При обработке отверстий диаметром 14…50 мм в заготовках из труднообрабатываемых и закаленных сталей следует применять зенкеры, оснащенные пластинами из твердого сплава.
- Обработку отверстий диаметром 32…80 мм в заготовках из конструкционной стали целесообразно осуществлять, используя насадные зенкеры, оснащенные пластинами из быстрорежущей стали.
Расчет режимов резания при зенкеровании, зенковании и цековании осуществляют в той же последовательности, что и расчет режимов резания при сверлении.