Обработку зубьев можно производить методом копирования: протягиванием, накатыванием, шлифованием, фрезерованием дисковыми и пальцевыми фрезами или методом обкатки: червячными фрезами строганием, и долбяками, накатыванием, шлифованием, шевингованием, притиркой.
Нарезание зубьев модульными дисковыми и пальцевыми фрезами заключается в последовательном фрезеровании впадин между зубьями фасонной дисковой или пальцевой модульными фрезами. Такие фрезы изготавливают набором из 8 или 15 шт. для каждого модуля. Обычно применяют набор фрез из 8 шт., обработка которыми позволяет получить зубчатые колеса 9-й степени точности. Такое количество фрез в каждом наборе необходимо потому, что каждая фреза набора предназначена для определенного интервала числа зубьев.
Дисковыми модульными фрезами можно нарезать как прямые, так и косые зубья с малым и большим модулем. Пальцевыми модульными: фрезами нарезают зубья средних и крупномодульных цилиндрических шевронных колес, реек и др. Обработка зубьев цилиндрических 3убчатых колес дисковыми и пальцевыми модульными фрезами производится на горизонтально- и вертикально-фрезерных станках в единичном и мелкосерийном производстве при отсутствии специальных зуборезных станков. Метод малопроизводительный, дает 9—11 квалитет, Rz = 60—80 мкм.
Нарезка зубьев червячными фрезами имеет более высокую производительность и наибольшее распространение, получаемая точность
8—9-й степеней и А = 20—40 мкм. Процесс производится на зубофрезерных станках червячными фрезами и может применяться как для прямых, так и косых зубьев.
Зубчатые колеса с модулем < 2,5 мм нарезают за один ход начисто, с модулем > 2,5 мм нарезают начерно и начисто в два и даже в три хода.
Для черновых ходов применяются двух- и трехзаходные червячные фрезы для повышения производительности.
Зубодолбление долбяками применяют для черновой и чистовой обработки зубчатых колес с внутренним зацеплением и закрытых зубчатых венцов с внешним зацеплением.
Обычные зубчатые колеса средних модулей (2,5—5 мм) пелесообразно предварительно обрабатывать на зубофрезерных станках, а чистовую обработку на зубодолбежных станках с m > 5 мм экономичнее обрабатывать на зубофрезерных станках, с m < 2,5 мм на зубодолбежных станках. Зубодолбление позволяет получить 7—8 степени точности и Rz = 10—20 мкм.
В индивидуальном производстве для неточных зубчатых колес и в условиях ремонта при отсутствии зуборезных станков зубья можно обработать на долбежном или строгальном станках фасонными резцами.
Протягивание зубьев может быть использовано в крупносерийном и массовом производстве для протягивания зубьев зубчатых секторов.
Накатывание зубьев в 15—20 раз производительнее зубонарезания. Зубья модулем до 1 мм накатываются в холодном состоянии, > 1 мм — в горячем состоянии.
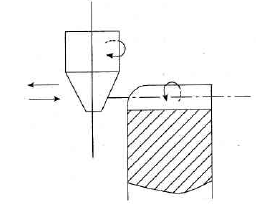
В холодном состоянии мелкомодульные зубчатые колеса в условиях единичного, мелкосерийного и серийного производств могут накатываться на токарных станках с продольной подачей (рис. 1).
1 — заготовки; 2 — накатники; 3 — делительное зубчатое колесо
В крупносерийном и массовом производстве накатывание производится на специальных станках плоскими рейками.
Достигаемая степень точности — 8, шероховатость Ra = 1,2— 2,0 мкм.
Горячее накатывание может производиться как с радиальной, так и продольной подачей. Применяется в крупносерийном и массовом производстве и осуществляется на специальных модульных станках. Нагрев заготовки осуществляется ТВЧ до 1000—1200 °С за 20—30 с до накатывания.
Шевингование — это метод чистовой отделки зубьев зубчатых колес, заключающийся в процессе обкатывания зубчатого колеса с шевером при наличии продольной подачи. Режимы: припуск 0,04— 0,03 мм; скорость вращения шевера v = 100 м/мин; продольная подача Sпр = 0,15—0,3 мм, поперечная подача S = 0,02—0,04 мм на 1 ход стола. Шевингование повышает точность предварительной обработки на 1—2 степени и позволяет получить шероховатость Ra = 0,6—1,0 мкм.
Шевингование применяется в серийном, крупносерийном и массовом производствах в основном для отделки зубьев до термообработки.
Шлифование зубьев применяется для отделки зубьев после термообработки
Шлифование зубьев с эвольвентным профилем производится методом копирования и методом обкатки.
Метод копирования, осуществляемый фасонными кругами, более производительный, но менее точный. Он применяется в крупносерийном и массовом производствах.
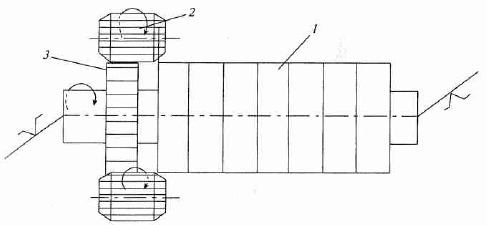
Шлифование зубьев методом обкатки производится одним или двумя тарельчатыми кругами на зубошлифовальных станках (рис. 2).
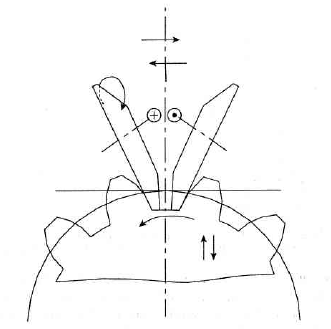
Зубохонингование применяется для чистовой обработки зубьев за каленных цилиндрических колес внешнего и внутреннего зацепления (рис. 3).
Зубчатое колесо осуществляет вращательное и возвратно поступательное движение. Обработка производится на специальных зубохонинговальных станках с режимами: частота вращения хона 180—200 мин-1; подача стола 180—210 мм/мин, число ходов стола 4—6. Время хонингования обычного зубчатого колеса составляет 30—60 с.
Хонингование зубьев позволяет уменьшить шероховатость их поверхности до Ra = 0,32 мкм.
хоном с внешним зацеплением; — хоном с внутренним
зацеплением; 1— хон; 2 — зубчатое колесо
Притирка зубьев (ляппинг-процесс) широко применяется для чистовой окончательной отделки зубьев после термообработки вместо шлифования. Процесс притирки заключается в том, что обрабатываемое зубчатое колесо вращается в зацеплении с чугунными шестернями притирами, приводимыми во вращение и смазываемыми пастой, состоящей из смеси мелкого абразивного порошка с маслом. Кроме того, обычно колесо имеет осевое возвратно-поступательное перемещение.
Притирка позволяет получить Ra = 0,1 мкм и исправить небольшую погрешность. При наличии значительных погрешностей зубчатые колеса необходимо сначала шлифовать, а затем притирать.
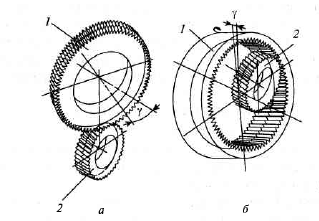
Закругление зубьев необходимо производить у зубчатых колес, переключающихся на ходу, для облегчения их включения. Процесс закругления производится специальными пальцевыми фрезами на зубозикругляющих станках.
Пальцевая фреза вращается и одновременно имеет возвратно-поступательное движение, зубчатое колесо имеет вращательное движение (рис. 4).