
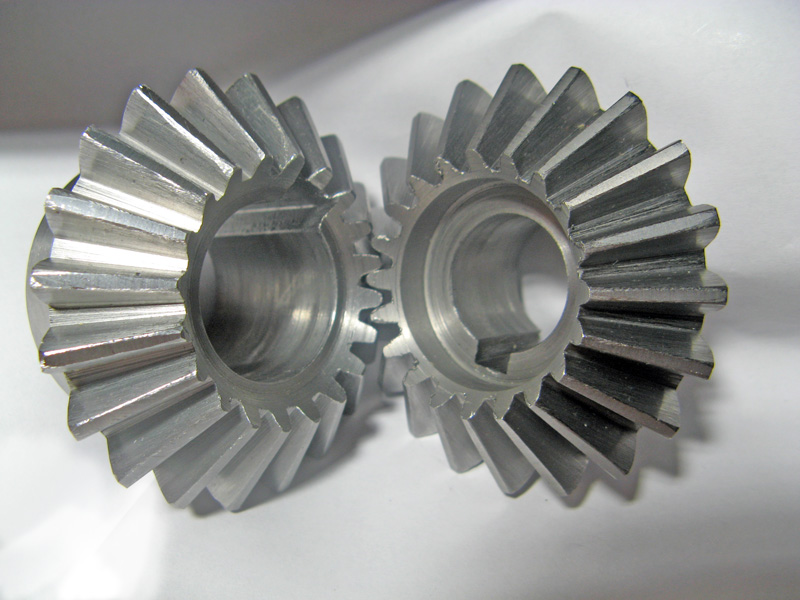
В единичном и серийном производствах при отсутствии зуборезных станков конические зубчатые колеса с прямым и косым зубом можно нарезать на универсально-фрезерном станке с использованием делительной головки дисковыми модульными фрезами (9-10-я степени точности, Rz=20—50 мкм). Для нарезания зубчатых колес 7—8-й (Rz = 10—20 мкм) степеней точности требуются специальные зуборезные станки.
В серийном и массовом производстве прямые зубья конических колес нарезают методом обкатки — зубостроганием (рис. 1). Время нарезания зуба 3,5—30 с.
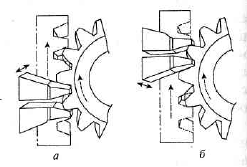
зубострогальных резов:
а — вначале резания;
б — в конце резания
При этом зубья с m > 2,5 предварительно прорезают профильными дисковыми фрезами методом деления на специальных или специализированных станках. Эти станки снабжаются специальным устройстом для установки нескольких заготовок и их автоматического поворота.
В крупносерийном и массовом производстве ля предварительного нарезания зубьев конических зубчатых колес применяют зуборезные станки для одновременного фрезерования трех заготовок с автоматическим делением, остановом, подводом и отводом стола.
В массовом производстве для обработки прямых зубьев небольших конических колес применяют производительный метод — круговое протягивание зубьев на специальных зубопротяжных станках (рис. 2).
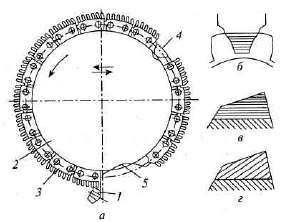
а — направление линий резцов; б— в поперечном сечении зуба при черновом зубонарезании; в — по длине зуба при получистовом зубонарезании; г — по длине зуба при чистовом зубонарезании
Режущим инструментом служит круговая протяжка 2, состоящая из нескольких секций, черновых 3 и чистовых 4 резцов.
При черновом и получистовом нарезании протяжка имеет поступательное движение от вершины начального конуса к его основанию, а при чистовом — в обратном направлении. За один оборот она полностью обрабатывает одну впадину.
Нарезание конических зубчатых колес с криволинейными зубьями: производится на специальных станках, работающих методом копирования и обкатки (рис. 3).
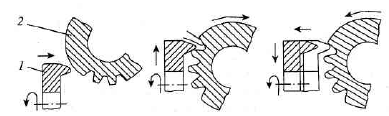
1 — режущая головка; 2 — коническое зубчатое колесо
Режущим инструментом служат режущие головки.Черновое нарезание производится методом копирования. Чистоное — методом обкатки.
В настоящее время зубья конических колес с успехом накатываются и шлифуются.