
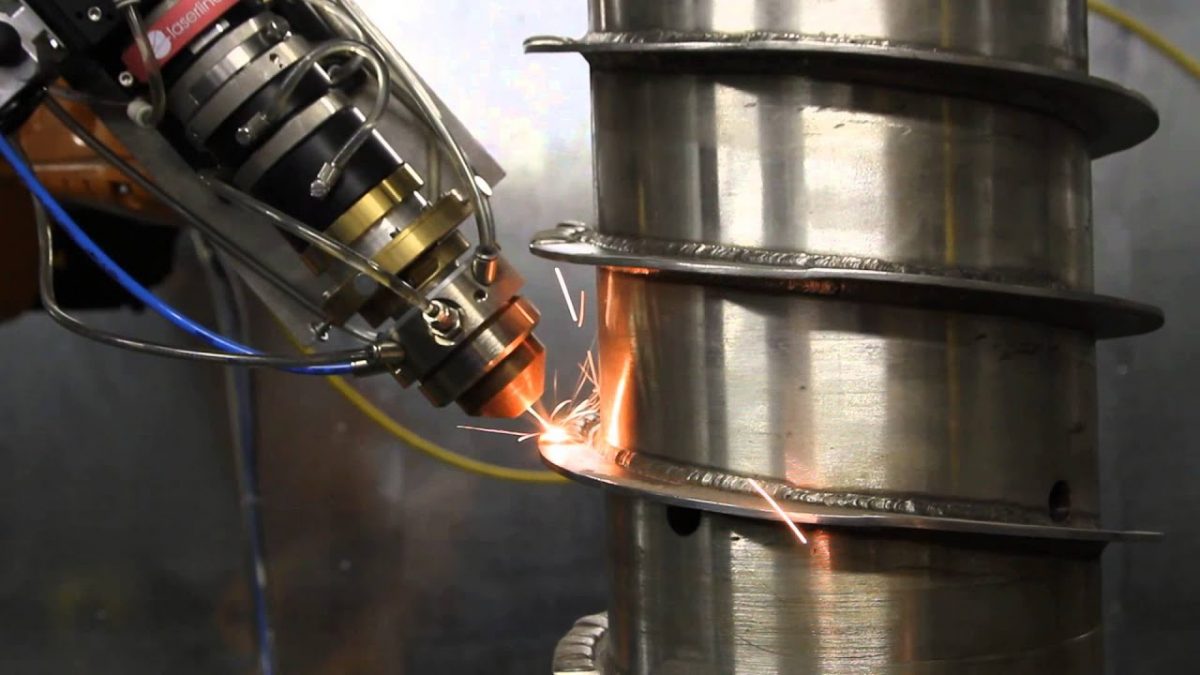
Сущность процесса лазерной сварки.
Это сварка плавлением, при которой для нагрева используется энергия излучения лазера (название по первым буквам английской фразы, которая в переводе означает: усиление света посредством стимулированного излучения).
В соответствии с технологическими признаками классификации по виду источников света относится к световой сварке в числе других (солнечная и искусственными источниками света). Излучение лазера может быть сфокусировано в пятно диаметром несколько микрометров, что обеспечивает концентрацию энергии, в десятки раз превышающую концентрацию других сварочных источников. Для сварки используют газовые и твердотельные лазеры. Газовые лазеры дают непрерывное излучение, а твердотельные — непрерывное или импульсное.
Современные промышленные лазеры применяют для сварки, резки, наплавки, поверхностной обработки, прошивки отверстий и других видов обработки различных конструкционных материалов во многих специальных отраслях машиностроения.
Вакуум при сварке лазером не нужен, и ее можно выполнять на воздухе, в аргоне, гелии или углекислом газе даже на значительном расстоянии от генератора излучения.
Основные параметры режима лазерной сварки.
Основными параметрами луча лазера являются мощность, длительность импульса, диаметр светового пятна и положение фокуса относительно свариваемой поверхности. Количество световой энергии, поглощенной основным металлом, зависит от шероховатости и отражательной способности поверхности, которыми определяют потери энергии вследствие отражения светового потока.
Сварку деталей малых толщин до 1 мм выполняют в импульсном и непрерывном режимах. При этом плотность мощности выбирают в диапазоне 105…106 Вт/см2, а диаметр сфокусированного луча — от 0,05 до 1,0 мм. Скорость сварки в импульсном режиме определяется диаметром точки (диаметр сфокусированного луча), коэффициентом перекрытия (0,3…0,9) и частотой импульсов и может достигать 20 м/ч при частоте импульсов до 20 Гц.
При сварке с глубоким проплавлением основными параметрами режима являются мощность лазерного излучения, скорость сварки и параметры фокусирующей системы. Лазерное излучение фокусируется в пятно диаметром 0,5…1,0 мм и при мощности, выбранной из условия 1 кВт на 1 мм толщины металла, скорость при сварке сталей толщиной до 5 мм может достигать 100 м/ч.
Из параметров фокусирующей системы наиболее значимыми являются фокусное расстояние (обычно 120…150 мм) и положение фокальной плоскости относительно поверхности свариваемых деталей. Максимальная глубина проплавления достигается при расположении фокуса под поверхностью детали на глубине, зависящей от толщины и состава свариваемого материала (для стали от 1,0 до 1,5 мм).
Технологические приемы при сварке лазером.
Сварка с присадочным материалом в виде проволоки диаметром до 1,0 мм, ленты или порошков позволяет регулировать химический состав и геометрические размеры шва. Проволоку подают в сварочную ванну, а порошки могут наноситься на поверхность свариваемых кромок напылением или обмазкой.
Осциллирование сфокусированного лазерного излучения по передней стенке канала проплавления увеличивает глубину проникновения в материал и, следовательно, примерно на 40% повышает глубину проплавления при непрерывном излучении. Для этого используют сканирование фокусирующей системы с частотой до 150 Гц и амплитудой колебаний, равной толщине свариваемых деталей.
Сварка на импульсно-периодическом режиме при частоте импульсов 0,4…1,0 кГц и длительности 20…50 мс позволяет увеличивать глубину проплавления в 3…4 раза по сравнению с непрерывным режимом, но для получения качественного шва требуется точное наведение луча на стык и существенное снижение скорости сварки.
Сварка с дополнительным непрерывным или импульсным потоком газа, подаваемым непосредственно в зону сварки под определенным давлением, обеспечивает повышение глубины проплавления на 30…40% и значительную ее стабилизацию, в особенности при несквозном проплавлении. Оптимальная величина давления и частоты импульсов подачи газа зависит от мощности излучения, скорости сварки и свойств материала.
Сварка совмещенным лазерным и дуговым источником теплоты обеспечивает суммарный эффект, превышающий эффективность каждого источника в отдельности, и при мощности дуги, сопоставимой с мощностью лазерного излучения, скорость сварки можно увеличить в несколько раз.