

При электрошлаковой сварке с помощью сварочных аппаратов выполняют следующие действия:
- подачу электродной проволоки или плавящегося электрода в зону сварки со скоростью их плавления;
- перемещение сварочного аппарата вверх вдоль шва со скоростью сварки по мере заполнения зазора электродным металлом;
- принудительное формирование наружных поверхностей сварных швов с помощью водоохлаждаемых кристаллизаторов-ползунов;
- осуществление возвратно-поступательного движения электродов между торцами свариваемых кромок;
- автоматическое регулирование уровня сварочной ванны.
В зависимости от способа крепления и передвижения аппараты могут быть рельсового, безрельсового и подвесного типов (рис. 1).
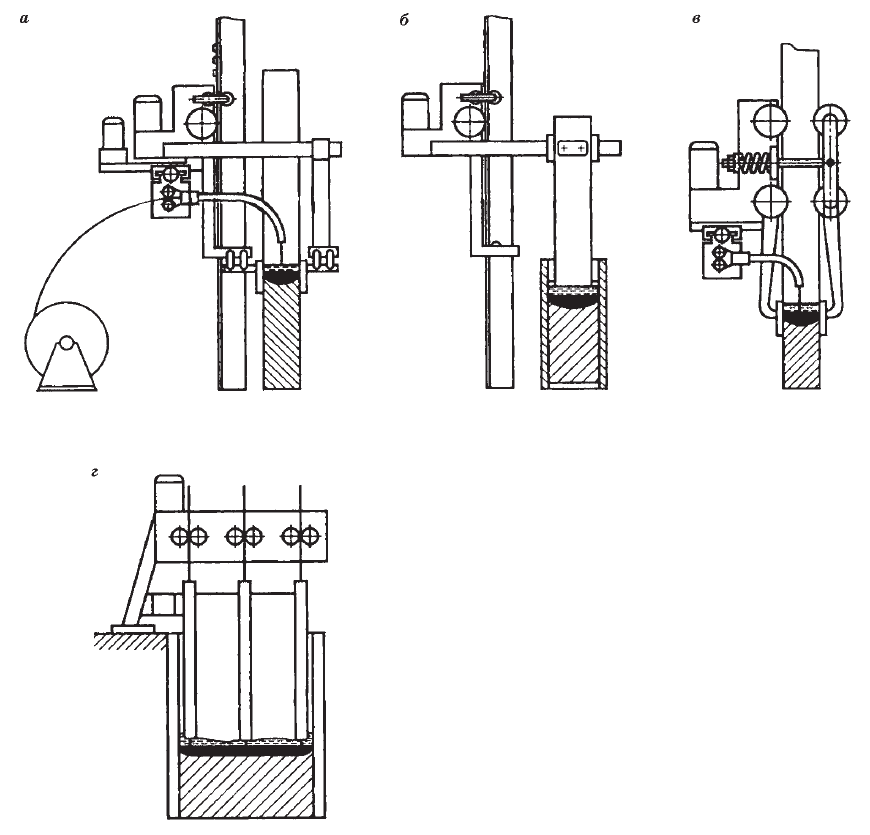
а и б — рельсовые (для сварки проволочными и пластинчатыми электродами); в — безрельсовый; г — подвесной (для сварки плавящимся мундштуком).
Аппараты рельсового типа перемещаются вдоль шва по вертикально установленному рельсу или направляющим, укрепленным на свариваемом изделии параллельно шву. Рельсы или специальные направляющие снабжаются зубчатой рейкой, по которой движется зубчатое колесо ходового механизма. Рельсовый путь может быть жестким (для сварки прямолинейных швов) или гибким (для сварки криволинейных швов). Максимальная длина сварных швов сравнительно небольшая и определяется длиной рельса и зубчатой рейки. Аппарат такого типа приведен на рисунке 2.
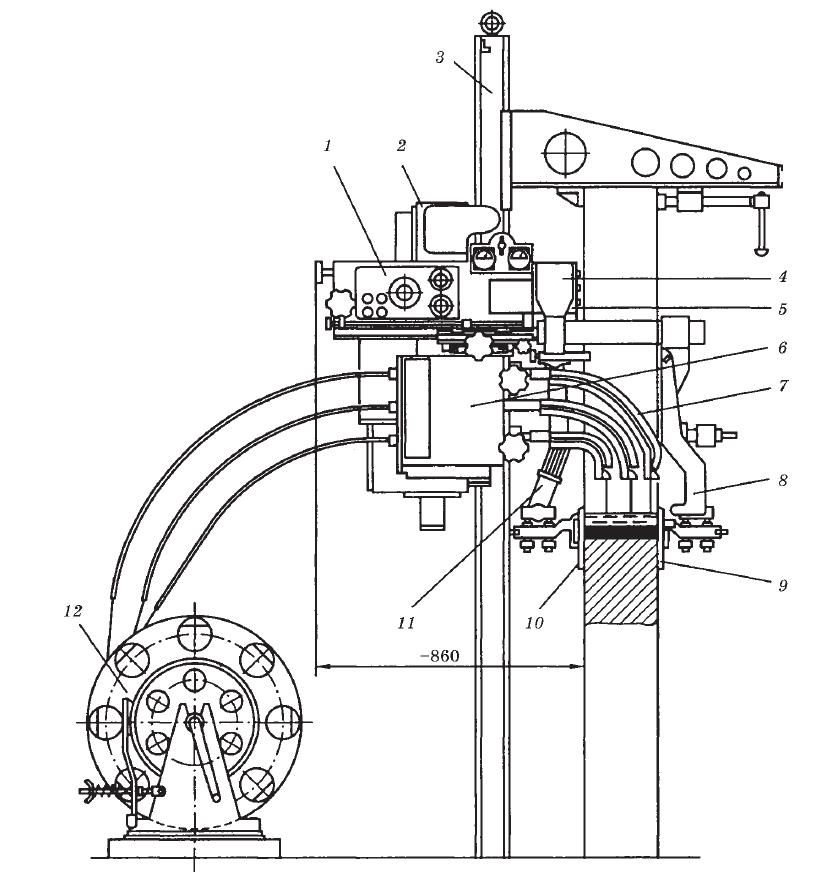
1 — пульт управления; 2 — ходовая тележка; 3 — колонна с рейкой; 4 — бункер для флюса; 5 — механизм поперечных колебаний мундштуков; 6 — механизм подачи электродных проволок; 7 — мундштук; 8 — подвеска обратного ползуна; 9 — формирующее устройство обратной стороны шва (обратный ползун); 10 — формирующее устройство передней стороны шва (передний ползун); 11 — подвеска переднего ползуна; 12 — катушка с электродной проволокой.
В процессе сварки скорость перемещения аппарата регулируется автоматически в зависимости от уровня металлической ванны относительно медных ползунов. С этой целью в один из ползунов вмонтирован щуп для контроля уровня ванны, электрически связанный с устройством для автоматического регулирования скорости сварки. При автоматической работе система обеспечивает поддержание уровня металлической ванны в пределах ±2 мм относительно заданной величины.
Аппараты безрельсового типа применяют при сварке деталей сравнительно небольшой толщины (до 90-100 мм). Аппараты безрельсового типа применяют при большой длине шва, когда затруднено крепление рельса на изделии с необходимой точностью. В этой группе различают аппараты двух видов: с механическим прижимом и магнитошагающие.
Аппараты с механическим прижимом перемещаются непосредственно по изделию и копируют поверхность при сварке. Движение аппарата осуществляется за счет сил трения между ходовым механизмом и кромками детали. Для этого используют две тележки, расположенные по обе стороны свариваемого стыка и связанные между собой тягами, которые пропущены через зазор собранных деталей и стянуты пружинами.
Магнитошагающие подвесные аппараты удерживаются и перемещаются по вертикальной плоскости с помощью нескольких электромагнитов, связанных между собой кривошипным или эксцентриковым валом. При вращении вала электромагниты поочередно отрываются от изделия и передвигаются по направлению сварки. Сварка может производиться одним или двумя электродами. Электродная проволока подается по гибкому шлангу с помощью отдельного механизма подачи.
Аппараты подвесного типа не имеют ходового механизма, что делает их достаточно простыми и портативными. В состав таких аппаратов входят механизм подачи электродов и устройство для подвода сварочного тока к мундштуку. Аппараты подвесного типа можно разделить на три основные группы.
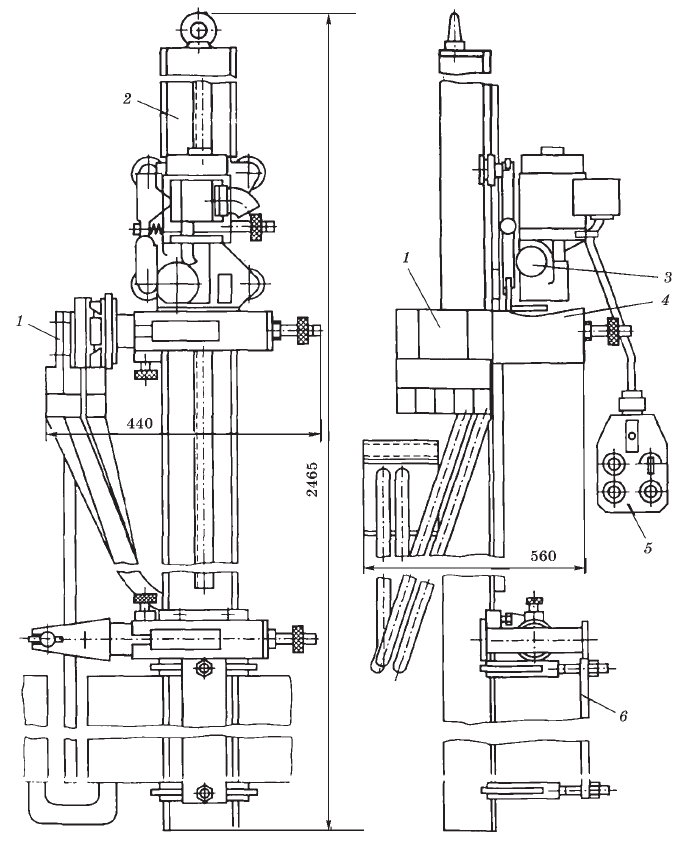
В аппаратах для сварки пластинчатыми и стержневыми электродами вместо проволочных электродов используют пластины размером 20×250 мм или стержни диаметром до 30 мм и более, а также стержни квадратного сечения. Одним из недостатков таких аппаратов является то, что максимальная высота сварного шва зависит от предельно возможной длины электродов. Схема такого аппарата показана на рисунке 3.
В аппаратах для сварки пластинчатыми или ленточными электродами механизмы подачи пластин содержат зажимные приспособления для одного или нескольких электродов и суппорт, передвигающийся по рельсу под действием реечного, винтового или иного привода. К суппорту прикреплены зажимные приспособления.
В аппаратах для сварки плавящимся мундштуком сварочный ток подводится к шлаковой ванне по мундштуку, внутри которого дополнительно подают присадочную проволоку. В процессе сварки плавятся как мундштук, так и проволока, которые и образуют наплавленный металл. Эти аппараты применяют для сварки изделий сложного профиля и при ремонтных работах.
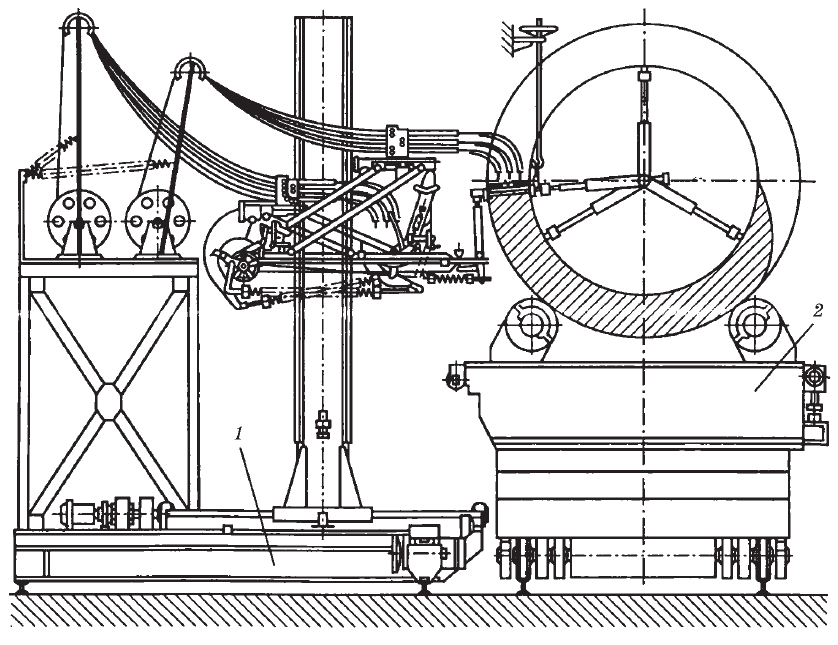
В аппаратах для выполнения кольцевых швов проволочными электродами механизм подачи проволоки установлен неподвижно, свариваемое изделие вращается с помощью обычных роликовых стендов (рис. 4).
Аппараты для электрошлаковой сварки имеют постоянную скорость подачи, не зависимую от напряжения дуги, что обусловлено процессом саморегулирования скорости плавления электрода. Источником питания служат сварочные трансформаторы с жесткой вольтамперной характеристикой и пониженным напряжением холостого хода.