
Нарезание червячных зубчатых колес производится на зубофрезерных станках червячными фрезами способами радиальной или тангенциальной подачи. Наиболее распространенным способом является нарезание с радиальной подачей, который применяется для однозаходных и, реже, двухзаходных колес (рис. 1). Обеспечивается 8—9-я степень точности и А = 15—30 мкм.
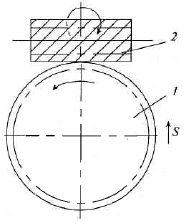
1 — нарезаемое колесо;
2— червячная фреза
Способом тангенциальной подачи нарезаются червячные зубчатые колеса к многозаходным червякам (рис. 2). Данный способ позволист получить 9—10-ю степень точности и А = 20—40 мкм.
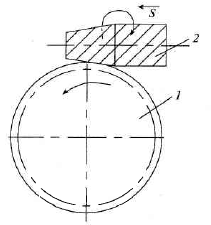
1 — нарезаемое колесо;
2 — червячная фреза
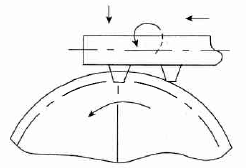
Нарезание зубьев червячного глобоидного колеса обычно производят за две операции: предварительное нарезание при радиальной подачей чистовое нарезание при круговой подаче. В единичном и мелкосерийном производстве применяют резцы (рис. 3), в серийном, крупносерийном и массовом — глобоидные гребенки и глобоидные фрезы.
Нарезание червяков. В единичном, мелкосерийном и серийном производстве червяки нарезают на токарных станках. В крупносерийном и массовом производстве фрезеруются дисковыми фрезами или нарезаются с помощью вихревых головок. Обеспечивается 9-я степень точности и Rz = 10—30 мкм. Шлифование червяков осуществляется дисковыми конусными или тарельчатыми кругами с припуском 0,1—0,2 мм.
Червяки с малым модулем шлифуются на резьбошлифовальном или на токарном станке со спецустройством. В крупносерийном и массовом производстве шлифование червяков с m > 3 осуществляется на специальном червячно-шлифовальном станке коническими дисковыми кругами D > 800 мм (рис. 4).
Шлифование позволяет получить 7—8-ю степень точности и Ra = 1,25—2,5мкм.
Для отделки витков червяков ответственных передач применяют притирку чугунными или фибровыми притирами, имеющими форму червячного колеса, или обкатку закаленным роликом. Они позволяют получить Ra = 0,2—0,8 мкм.
Эвольвентные червяки в единичном и мелкосерийном производстве нарезают на токарных станках с раздельной обработкой каждой стороны витка. В серийном, массовом производстве эвольвентные червяки фрезеруют фасонными дисковыми, пальцевыми фрезами и фрезами улитками. Это позволяет получить 9-ю степень точности и Rz = 10—20 мкм.
Глобоидные червяки нарезают на зубофрезерных станках с применением специальных устройств.