

Рабочее место сварщика — это сварочный пост (рис. 1), который оснащен необходимым инструментом и оборудованием для выполнения работ.
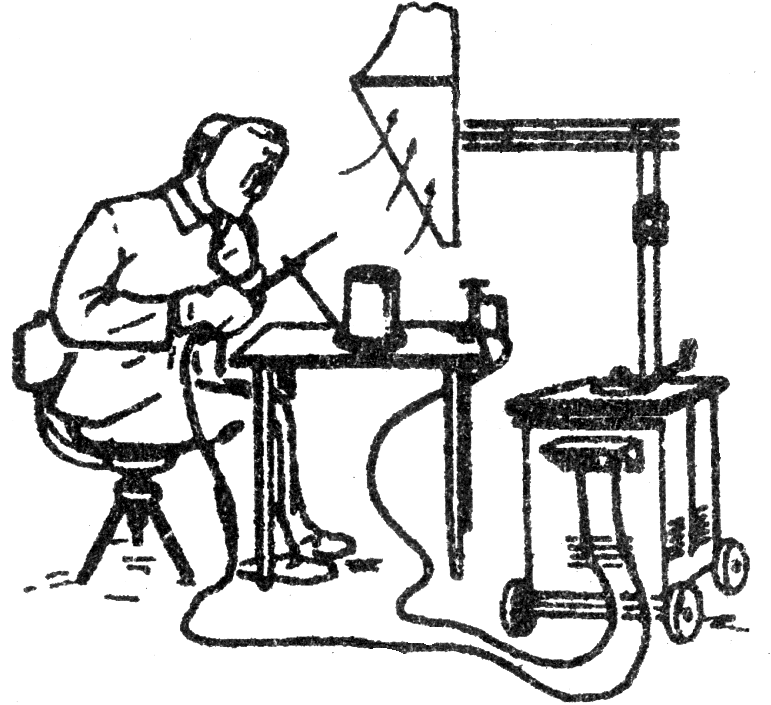
1 – сеть электрического питания; 2 – рубильник или магнитный пускатель; 3 – источник питания; 4 –сварочные провода; 5 – электродо-держатель; 6 – зонд местной вытяжки
воздуха
Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными.
Сварочные посты необходимо размещать в специальных сварочных кабинах.
В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе.
Применяются также и многопостовые источники питания на несколько независимых постов.
Кабина сварочного поста должна иметь размеры: 2(1,5) или 2(2) м и высоту не менее 2 м. В кабине устанавливается металлический стол, к верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений.
Сварочный пост комплектуется источником питания, электрододержателем, сварочными проводами, зажимами для токонепроводящего провода, сварочным щитком с защитными светофильтрами, различными зачистными и мерительными инструментами.
Сварщики обеспечиваются средствами личной защиты, спецодеждой.
Электрододержатель — приспособление для закрепления электрода и подвода к нему тока (рис. 2). Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготовляемые в соответствии с существующими стандартами: I типа — для тока до 125 А; II типа — для тока 125—315 A; III типа — для тока 315— 500 А. Эти электрододержатели выдерживают без ремонта 8 000—10 000 зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные электрододержатели.
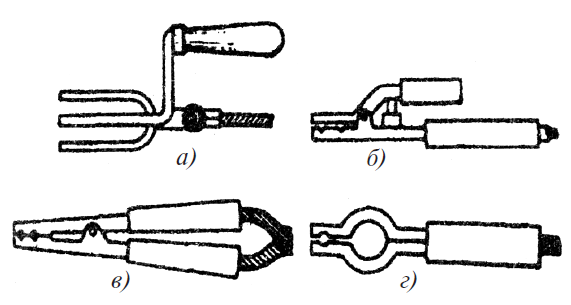
а – вилочный; б – щипцовый; в – завода «Электрик»; г – с пружинящим кольцом
Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов. Масса щитка не должна превышать 0,50 кг.
Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров. Номер светофильтра подбирается в первую очередь в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52×102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от величины сварочного тока: 100 А — № С5; 200 А — № С6; 300 А — № С7; 400 А — № С8; 500 А — № С9 и т. д.
При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов — на номер больше по сравнению со светофильтром при сварке покрытыми электродами.
При сварке в среде СО2 применяют следующие светофильтры: до 100 А — № С1; 100-150 А — № С2; 150-250 А — № С3; 250-300 А — № С4; 300-400 А — № С5 и т. д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют.
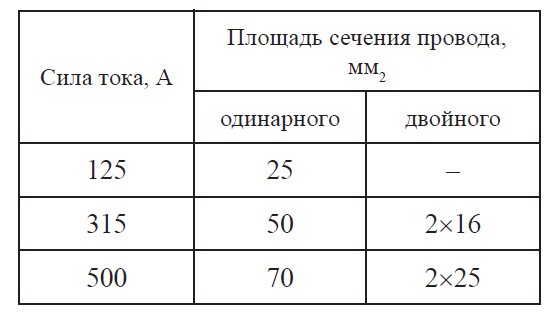
Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ (Правила устройства и эксплуатации электроустановок) из расчета плотности тока до 5 А/мм2 при токах до 300 А. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18-0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Рекомендуемые сечения сварочных проводов для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию приведены в (табл. 1).
Токоподводящий провод соединяется с изделием через специальные зажимы. В сварочном поворотном приспособлении должны быть предусмотрены специальные клеммы. Закрепление провода должно быть надежным. Самодельные удлинители токоподводящего провода в виде кусков или обрезков металла не допускаются. Некоторые виды зажимов приведены на рис 3.
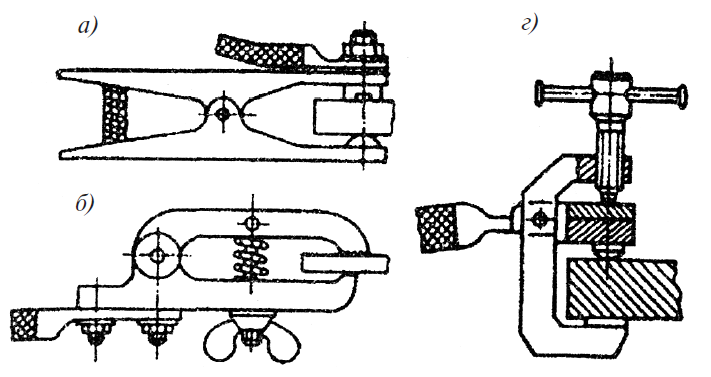
а – быстродействующий с пружинным зажимом; б – с винтовым зажимом; в – с винтовой струбциной.
Одежда сварщика изготовляется из различных тканей, которые должны удовлетворять двум основным требованиям:
- наружная поверхность одежды должна быть огнестойкой и термостойкой;
- внутренняя (изнаночная) поверхность одежды должна быть влагопоглощающей.
Исходя из этих требований одежду для сварщиков — куртку и брюки — шьют из брезента, сукна, замши; иногда комбинируют ткани.
Ассортимент тканей и самой спецодежды постоянно расширяется. Зарубежные и отечественные фирмы изготавливают универсальную спецодежду, применяемую сварщиками, автогонщиками, работниками аварийно-спасательной службы. Наиболее совершенные костюмы для сварщиков изготавливает отечественная фирма «Автохимэкс». Куртка и брюки изготовлены из двухлицевой ткани, у которой внешняя сторона — из нити типа кевлар, а внутренняя — из хлопчатобумажной пряжи. Ткань обладает повышенной прочностью, малым удлинением, что обеспечивает сохранение формы костюма (куртка, полукомбинезон или комбинезон). Температура, при которой рабочий чувствует себя комфортно длительное время, составляет 200-250 °С.
Все сварщики должны пользоваться защитными рукавицами. При выполнении сварочных работ внутри котлов, емкостей, резервуаров и т. д. сварщики должны обеспечиваться резиновыми ковриками, ботами, галошами, особыми наколенниками и подлокотниками, деревянными подложками и др.
При выполнении сварочных работ сварщик пользуется традиционным инструментом: металлической щеткой для зачистки кромок перед сваркой и удаления остатков шлака после сварки; молотком-шлакоотделителем для удаления шлаковой корки; зубилом, шаблонами для проверки размеров швов, личным клеймом, рулеткой металлической, угольником, чертилкой и т. д. (рис. 4).
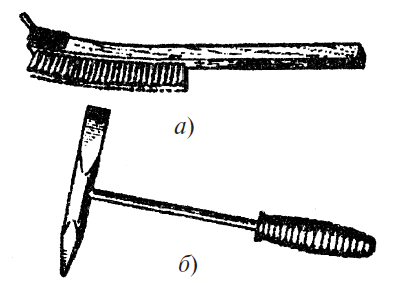
а – металлическая щетка;
б – молоток-шлакоотделитель