

Метод пластического деформирования (вальцевание) — процесс расширения конца трубы, вставленной в отверстие корпусной детали. Этот метод применяют в основном для соединения груб с корпусными деталями. Такое соединение отличается прочностью и герметичностью. Перед началом вальцевания зазор между трубой и поверхностью отверстия корпусной детали не должен превышать 1 % диаметра трубы. Отклонение отверстия корпусной детали от круглости и цилиндричности не должно превышать 0,2 мм. После того как труба, подлежащая развальцовке, установлена в отверстии корпусной детали, приступают непосредственно к осуществлению самого процесса вальцевания.
Под воздействием инструмента (вальцовки) в металле трубы происходят пластические деформации, в результате которых ее диаметр увеличивается и труба закрепляется в отверстии, при этом деформируется только труба. При дальнейшем вальцевании груба начинает давить на стенки отверстия, вызывая в них упругие деформации, которые и обеспечивают после снятия нагрузки прочность и плотность соединения. Прочность соединения значительно увеличивается, если концу вальцуемой трубы придают коническую форму.
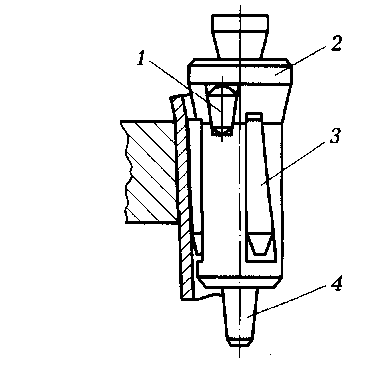
Для вальцевания применяют косые вальцовки: крепежные (КВК) и бортовочные (КВБ). Бортовочная вальцовка (рис. 1) состоит из корпуса 2 с выполненными в нем прорезями, вальцовочных роликов 3, конуса 4 и бортовочных роликов 1.
При вращении конуса 4 наклонные торцы роликов 3 давят на корпус 2, обеспечивая перемещение вальцовки по внутренней поверхности трубы. Одновременно ролики, обкатывая конус, стремятся продвинуть его относительно корпуса вальцовки вперед. Продвигаясь вперед, конус раздвигает ролики, а ролики при этом расширяют трубу. Происходит вальцевание. Бортовочные ролики обеспечивают отбортовку конца трубы на 15°.
В качестве привода для вальцовок используют пневматические и электрические ручные механизированные инструменты (дрели).
Контроль качества вальцовки осуществляется визуально и на слух. При качественном вальцевании труба не должна качаться в отверстии, а при ее обстукивании не должно возникать дребезжащего звука.