Соединение деталей с натягом обеспечивается силами трения, которые зависят от давления, определяемого натягом. В зависимости от сил, которые должно выдерживать соединение в процессе работы, соединения выполняют с помощью посадок с гарантированным натягом или переходных посадок.
Прочность прессового соединения зависит от многих факторов, в том числе от натяга, качества сборки и состояния сопрягаемых поверхностей.
Принцип сборки прессовых соединений основан на пластическом деформировании соединяемых деталей. Сборка достигается за счет создания в соединяемых деталях напряжений, превышающих предел упругости материала этих деталей. Поэтому методом пластического деформирования могут быть собраны только детали, изготовленные из пластичных материалов. В прессовых соединениях нельзя применять детали из таких хрупких материалов, как бронза, чугун и т.п.
Соединения с гарантированным натягом (прессовые соединея) могут быть получены несколькими способами:
- продольной сборкой за счет приложения осевого усилия;
- поперечной сборкой за счет нагрева или охлаждения одной из сопрягаемых деталей, что дает возможность свободного соединения деталей в процессе сборки;
- комбинацией продольной и поперечной сборок.
Способы получения соединений с гарантированным натягом основаны на применении следующих методов: запрессовки, термического воздействия, глубокого охлаждения и гидропрессовой сборки.
Метод запрессовки.
Метод запрессовки — метод, который применяют при продольной сборке за счет осевого усилия. Процесс сборки состоит в том, что к одной из сопрягаемых деталей, охватываемой (валу) или охватывающей (втулке), прикладывается осевая сила, которая обеспечивает надвигание одной детали на другую. Так как в таких соединениях диаметр охватываемой детали больше внутреннего диаметра охватывающей детали, то в процессе сборки происходит деформирование металла. Вследствие натяга на поверхности контакта возникает давление, величина которого определяет характер деформации соединяемых деталей. Такие деформации могут быть либо упругими, либо упругопластичными. Оборудование, приспособления и инструменты для выполнения этой операции выбирают в зависимости от силы, необходимой для запрессовки.
Для запрессовки используют ручные, гидравлические и пневматические прессы, при выборе которых следует руководствоваться следующим:
- площади стола и ползуна пресса должны позволять производить установку деталей соединения;
- оборудование должно создавать необходимое для запрессовки усилие;
- оборудование должно обеспечивать запрессовку требуемого количества подлежащих сборке соединений.
Если небольшие детали необходимо запрессовать в тяжелые корпусные, применяют домкраты с ручным или пневматическим приводом. Вместо домкратов возможно использование специальных приспособлений (винтовых или гидравлических), которые при выполнении соединений не требуют больших трудовых затрат и обеспечивают плавность и надежность запрессовки.
Для уменьшения усилия при запрессовке применяют смазку, в качестве которой используют сульфид молибдена и машинное масло, наносимые на поверхности сопрягаемых деталей. Применение смазки обеспечивает при разборке прессового соединения отсутствие задиров на сопрягаемых поверхностях. Кроме того, применение молибденовой смазки позволяет уменьшить усилие запрессовки приблизительно на 30 %.
Запрессовку следует производить осторожно, обеспечивая правильное направление прессуемой детали. В некоторых случаях направление деталям при запрессовке удобно задавать путем базирования охватываемой и охватывающей деталей на оправках или в специальных направляющих приспособлениях. Материал оправок должен быть мягче материала сопрягаемых деталей.
Запрессовку выполняют медленно, с небольшим усилием, чтобы обеспечить правильное направление охватываемой детали в охватывающей, затем усилие постепенно увеличивают, доводя до расчетного значения к окончанию процесса запрессовки, чтобы обеспечить плотную установку охватываемой детали.
Процесс выполнения соединения с гарантированным натягом методом запрессовки осуществляется в следующей последовательности:
- проверяют соответствие размеров сопрягаемых деталей требованиям чертежа;
- оценивают состояние сопрягаемых поверхностей (шероховатость поверхности, отсутствие задиров и заусенцев);
- производят смазывание сопрягаемых поверхностей;
- устанавливают охватываемую деталь на охватывающую так, чтобы оси деталей совпадали (в случае необходимости применяют центрирующие приспособления);
- осуществляют процесс прессования.
Метод термического воздействия.
Метод термического воздействия — метод, применяемый при поперечной сборке соединений с гарантированным натягом. Сущность метода состоит в том, что на одну или обе детали соединения оказывается термическое воздействие: охватывающую деталь нагревают, а охватываемую охлаждают. Прочность соединения, собранного с применением теплового воздействия в 1,5 — 2 раза превышает прочность соединения, собранного на прессе, так как при использовании теплового воздействия микронеровности на сопрягаемых поверхностях не сглаживаются, а обеспечивают лучшее удерживание охватываемой детали в охватывающей. Кроме того, при использовании термического воздействия при сборке соединений с гарантированным натягом требования, предъявляемые к качеству обработки сопрягаемых деталей, значительно ниже, чем при сборке тех же соединений прессовым методом, что позволяет значительно снизить стоимость изготовления деталей соединения.
Наиболее целесообразно применять сборку методом термического воздействия с общим и местным подогревом охватывающей детали. Этим методом пользуются при соединении деталей большого диаметра с малой площадью сопряжения. Нагрев деталей небольших и средних размеров производится в масляных и водяных ваннах. Для крупногабаритных деталей применяют местный подогрев участков, примыкающих к посадочному отверстию. Местный подогрев может быть осуществлен при помощи газовой горелки, устройств со спиралью или индуктора токов высокой частоты (ТВЧ). В зависимости от требуемого натяга температура нагрева колеблется в пределах 75…400°C. При автоматической сборке нагрев деталей производится в специальных тоннельных печах. Для нагрева деталей типа колец применяют специальные индукционные устройства.
Нагрев деталей для выполнения соединений с гарантированным натягом осуществляют в следующей последовательности:
- проверяют соответствие размеров соединяемых деталей требованиям чертежа;
- помещают охватывающую деталь в масляную ванну для нагрева;
- устанавливают нагретую охватывающую деталь на охватываемую и выдерживают соединение до достижения им комнатной температуры.
Метод глубокого охлаждения.
Метод глубокого охлаждения — метод, применяемый при поперечной сборке соединений с гарантированным натягом, но по сравнению с методом термического воздействия имеет ряд преимуществ:
- обеспечивает высокую прочность соединения;
- уменьшает деформацию охватываемой детали;
- уменьшает возможные изменения формы, возникающие при сборке с термическим воздействием.
Глубокое охлаждение деталей производится в жидком азоте (-195,6 °C) или в твердой углекислоте (-78,5°C). При работе с охлаждающими средами следует строго соблюдать меры безопасности. Для охлаждения деталей жидким азотом применяют специальные металлические сосуды — сосуды Дьюара, Сосуды имеют двойные стенки, уменьшающие интенсивность теплообмена с окружающей средой, и отверстия в крышке для выхода газа, образующегося в результате испарения хладоносителя.
Охлаждение деталей, подлежащих сборке, осуществляется следующим образом:
- очищают детали от грязи и масла, промывают и протирают насухо;
- оценивают состояние поверхностей соединяемых деталей, убеждаясь в отсутствии заусенцев и задиров;
- загружают детали в емкость с хладоносителем, используя специальные клещи (детали типа валов загружают вертикально; при загрузке деталей массой более 10 кг следует пользоваться специальными приспособлениями — хомутами, струбцинами, рым-болтами, облегчающими последующее извлечение детали из емкости с хладоносителем) ;
- заполняют сосуд хладоносителем так, чтобы он полностью покрывал детали (при использовании в качестве хладоносителя жидкого азота его заливают в емкость таким образом, чтобы уровень жидкости был выше деталей на 80…100 мм; по мере испарения жидкость необходимо доливать, поддерживая ее уровень постоянным).
Время выдержки деталей в охлаждающей жидкости зависит от их размеров и массы. Примерное время выдержки деталей, мин, в жидком азоте следующее:
Тонкостенные детали с толщиной стенки 7… 10 мм…………………. 8… 10
Втулки с толщиной стенки 20.,,30 мм………………………………………… 15…20
Толстостенные детали с толщиной стенки 40.„50 мм……………….. 35.„50
Если выдержка деталей (при охлаждении до -195,6 °C) составляет 25…35 мин, то количество жидкого азота выбирают из расчета 0,6 л на 1 кг охлаждаемых деталей. Если температура, до которой охлаждают детали, выше -195,6 °C, то количество жидкого азота определяют из того расчета, что для охлаждения 1 кг деталей на 1 ’С требуется 3 мл жидкого азота или пользуются справочными таблицами.
При использовании твердой углекислоты («сухой лед») охлаждение производится в специальном термосе. Для улучшения охлаждения «сухой лед» помещают в жидкую среду, например в метиловый или в денатурированный спирт. При этом в сосуд сначала заливают жидкость, а потом добавляют «сухой лед».
Наиболее существенным недостатком метода глубокого охлаждения является уменьшение ударной вязкости деталей, подвергшихся охлаждению, что необходимо учитывать при выборе посадок в соединениях, собираемых методом глубокого охлаждения.
Если в соединении предусмотрены значительные натяги, то рекомендуется применение комбинированного метода — нагрев охватывающей детали и охлаждение охватываемой.
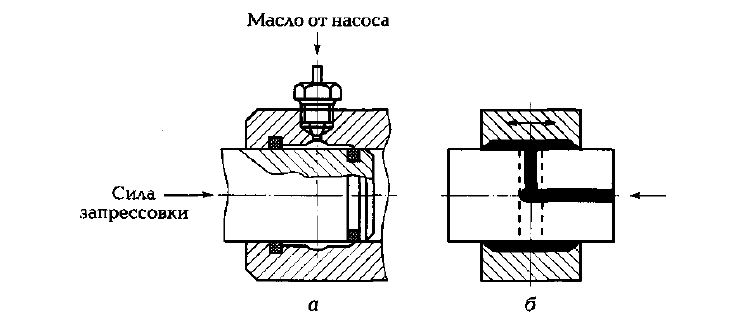
Метод гидропрессовой сборки.
Гидропрессовая сборка представляет собой комбинацию продольной и поперечной сборки и находит все большее применение. Сущность этого метода, схематически показанного на рис. 1, состоит в том, что под воздействием высокого давления (до 200 МПа) масла, подводимого в зону соединения через специальные каналы в валу или во втулке, происходит упругое деформирование деталей соединения. Такое деформирование обеспечивает получение гарантированного натяга в результате возвращения размеров к исходным величинам после снятия давления.