

Для соединения ступицы с валом вместо шпонок часто используют выступы на валу, входящие в соответствующие пазы в ступице. Такие выступы и пазы называют шлицами, а соединение — шлицевым. По сравнению со шпоночными соединениями шлицевые соединения обладают рядом преимуществ:
- обеспечивают передачу больших крутящих моментов благодаря значительной поверхности контакта соединяемых деталей и равномерному распределению давления по этой поверхности;
- более точно центрируют ступицу на валу;
- обеспечивают лучшее направление при перемещении ступицы по валу;
- обеспечивают большую прочность вала при одном и том же наружном диаметре.
Типы шлицевых соединений.
В зависимости от профиля зубьев различают шлицевые соединения с прямобочными (рис. 1, а), эвольвентными (рис. 1, б) и треугольными (рис. 1, в) шлицами.
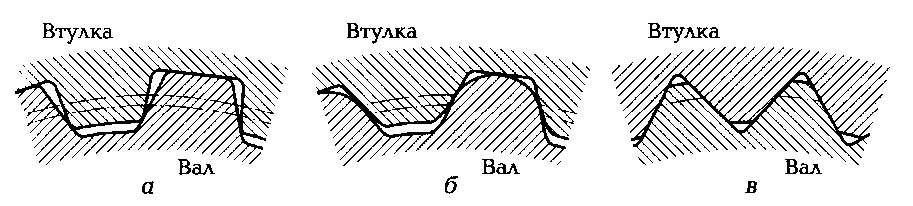
а — прямобочные; б — эвольвентные; в — треугольные
Прямобочные шлицевые соединения получили наиболее широкое распростанение. Соосность вала и втулки (центрирование) в этом соединении осуществляется по наружному и внутреннему диаметрам и по боковым граням. Каждый из этих методов центрирования имеет свои достоинства и недостатки.
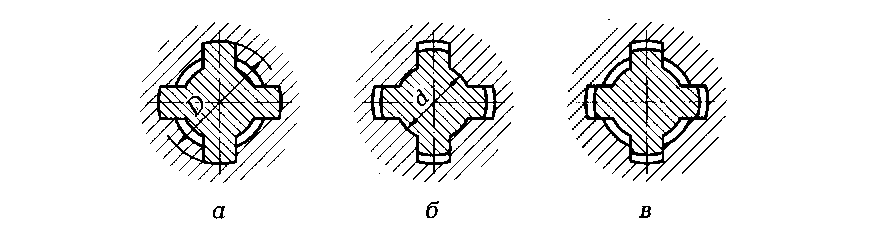
При центрировании по наружному диаметру (рис. 2, а) посадочными поверхностям являются наружная и боковые поверхности шлицов, по внутреннему диаметру шлицов имеется зазор. Вал по наружному диаметру шлифуется, пазы во втулках протягиваются. Применяют этот метод центрирования в тех случаях, когда наружная деталь не обрабатывается термически. При центрировании по внутреннему диаметру (рис. 2, б) посадочные поверхности — внутренняя цилиндрическая и боковые поверхности шлицов, по наружному диаметру шлицов имеется зазор. У вала шлифуется впадина и боковые поверхности шлицов. У охватывающей детали шлифуют внутренний диаметр. Применяют для соединений, детали которых подвергаются термической обработке.
При центрировании по боковым граням (рис. 2, в) зазоры имеются по наружному и внутреннему диаметрам шлицов. Применяют при большом количестве шлицов в тяжело нагруженных соединениях. Центрирование деталей в соединении хуже, чем в предыдущих случаях.
Эвольвентное шлицевое соединение применяют с центрированием по боковым поверхностям шлицов и наружному диаметру. К преимуществам эвольвентного шлицевого соединения по сравнению с прямобочными соединениями относятся более высокая прочность шлицов и их более простое и дешевое изготовление. Однако, в связи с тем что протяжки для обработки шлицевых отверстий в ступице дороги, эти соединения имеют ограниченное применение.
Треугольное шлицевое соединение используется для передачи небольших крутящих моментов, его центрируют только по боковым поверхностям шлицов.
Входной контроль деталей шлицевого соединения.
Перед сборкой детали шлицевого соединения подвергают контролю: проверяют визуально детали шлицевого соединения на наличие задиров, дробления или заусенцев; определяют соответствие параметров шлицов и пазов под них требованиям технических условий, используя инструментальные методы контроля.
Положение шлицов и пазов относительно центрирующего диаметра (рис. 3, а) проверяют, вводя измерительную ножку индикатора 2 в контакт с боковой поверхностью шлица вала 1, установленного в центрах (стрелку отсчетного устройства индикатора устанавливают в нулевое положение). Затем вал поворачивают на 180°, а измерительную ножку индикатора приводят в соприкосновение с боковой поверхностью шлица, расположенного на противоположной первому шлицу стороне вала. По разности показаний отсчетного устройства индикатора определяют величину смещения оси шлица относительно оси центрирующего диаметра. При этом методе измерения не учитывается отклонение толщины шлица, шага и профиля от номинальных значений.
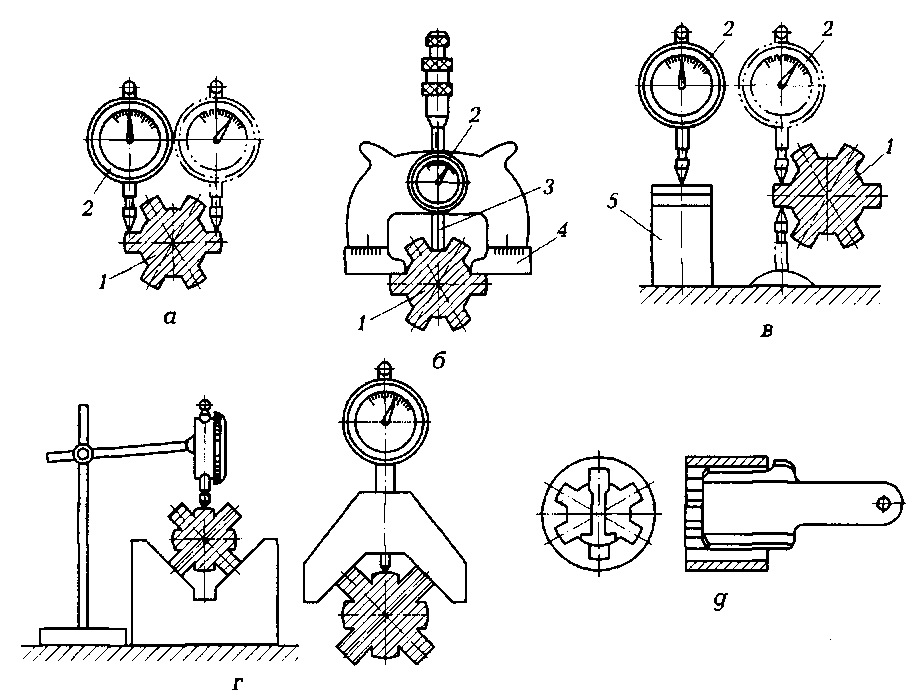
а — измерение смещения оси шлицов в центрах индикатором; б — измерение смещения оси шлицов специальным приспособлением; в — наиболее точное измерение оси смещения шлицов; г — контроль эксцентричности диаметра вала; д — контроль эксцентричности диаметра отверстия; 1 — шлицевой вал; 2 — индикатор; 3 — измерительный наконечник; 4 — измерительный прибор; 5 — блок концевых мер длины
Определить смещение оси шлица относительно центрирующего диаметра можно, используя специальное приспособление 4 (рис. 3, б), которое устанавливают опорными поверхностями на боковые поверхности шлицов, а измерительным наконечником 3 на центрирующий диаметр. В процессе измерения вал, закрепленный в центрах, поворачивают и отсчетное устройство индикатора 2 показывает величину отклонения проверяемого параметра.
Наиболее точно определить величину смещения оси шлица относительно центрирующего диаметра можно по схеме, показанной на рис. 3, в. При использовании этой схемы измерения шлицевой вал 1 устанавливают в центрах делительной головки. Индикатор 2 предварительно настраивают на номинальный размер при помощи блока концевых мер длины 5. Затем устанавливают деталь по индикатору так, чтобы боковая поверхность шлица была параллельна плоскости плиты, после этого индикатор переносят на другую сторону, а деталь поворачивают на 180°. Полуразность показаний будет равна величине смещения оси шлица относительно оси вала.
Эксцентричность диаметров шлицевых деталей определяют так, как это показано на схеме, приведенной на рис. 3, г, а шлицевых отверстий — специальным шаблоном (рис. 3, д).
Сборка шлицевых соединений.
Шлицевые соединения, в которых сопряжение деталей осуществляется посадками с натягом или переходными посадками, собирают с использованием специальных оправок и приспособлений для напрессовки охватывающей детали на вал. Наиболее рациональным при этом является использование пресса.
Сборка шлицевого соединения ударным методом, т.е. при помощи молотка, не допускается, так как может привести к перекосу охватывающей детали на валу вследствие неравномерности нанесения ударов.
Если посадка охватывающей детали на вал осуществляется со значительными натягами, то рекомендуется эту деталь нагреть до температуры 80… 120 °C (например, в масляной ванне).
После установки охватывающей детали на валу рекомендуется проверить ее осевое и радиальное биение. С этой целью вал с охватывающей деталью закрепляют в центрах, а величину биения определяют при помощи индикатора часового типа, установленного на стойке.
Подвижные шлицевые соединения проверяют на легкость перемещения охватывающей детали относительно вала и наличие качки этой детали на валу. Если соединение собрано правильно, то охватывающая деталь перемещается вдоль вала легко, плавно, без заедания.