Зенкеры — это осевые многолезвийные режущие инструменты, которые применяются для промежуточной или окончательной обработки отверстий, полученных предварительно сверлением, литьем, ковкой или штамповкой, с целью повышения их точности до JT11… JT10 и уменьшения шероховатости обработанной поверхности до Ra 40…10 мкм.
Зенкеры получили широкое распространение в массовом и крупносерийном
производствах. По сравнению с расточными резцами они, являясь мерными
инструментами, не требуют настройки на размер, что обеспечивает сокращение
вспомогательного времени и повышает точность отверстий.
Кинематика рабочих движений зенкеров подобна сверлам. Однако по сравнению с последними зенкеры обеспечивают большие производительность обработки отверстий и точность, так как снимают меньшие припуски (t=1,5…4,0 мм, d = 18…80 мм), имеют большее число режущих кромок (z = 3…4) и направляющих ленточек. Из-за малой глубины стружечных канавок они имеют большую, чем сверла, жесткость, а отсутствие поперечной кромки позволяет вести обработку с более высокими подачами.
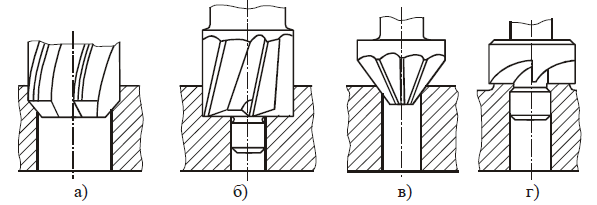
Рис.1. Типы зенкеров: а — цилиндрический зенкер; б, в, г — зенковки
Зенкеры классифицируют по следующим признакам:
а) вид обработки — цилиндрические зенкеры (применяются для увеличения диаметра отверстий (рис. 1, а), зенковки (применяются для обработки цилиндрических или конических углублений под головки болтов, винтов, а также для снятия фасок (рис. 1, б, в), подрезки торцов бобышек и приливов на корпусных деталях (рис. 1, г);
б) способ крепления зенкера — хвостовые (с цилиндрическим и коническим хвостовиками (d = 10…40 мм, z = 3) и насадные (d = 32…80 мм, z = 4);
в) конструкция зенкера — цельные, сборные (со вставными ножами, d=40…120мм) и регулируемые по диаметру; г) вид режущего материала — быстрорежущие и твердосплавные.
К глубоким отверстиям обычно относят отверстия, глубина которых
превышает 5d. Однако уже при h > 3d в
случае сверления отверстий спиральными сверлами наблюдаются трудности с
подводом СОЖ в зону резания и удалением стружки из отверстия, что приводит к
снижению стойкости инструмента. Поэтому на практике применение инструментов
для сверления глубоких отверстий обычно начинается с глубин, больших 3d.
Основные трудности при сверлении глубоких отверстий заключаются:
1) в сложных условиях подвода СОЖ в зону резания и отвода стружки;
2) в уводе осей отверстий;
3) в погрешностях размера и формы отверстий в радиальном и продольном сечениях.
Улучшить условия отвода стружки из отверстий при использовании спиральных сверл можно за счет увеличения угла наклона канавок до 40…60° и обеспечения надежного дробления стружки. В противном случае приходится периодически выводить сверло из отверстия для освобождения инструмента от стружки, что значительно снижает производительность, хотя при этом увод оси отверстия несколько уменьшается. Лучшие результаты дает использование внутреннего напорного подвода СОЖ в зону резания, которое обеспечивает не только надежный отвод стружки из отверстия, но и отвод тепла из зоны резания, благодаря чему повышается стойкость сверл. Причем эффективность СОЖ будет тем выше, чем выше скорость ее протекания через зону резания, которая определяется давлением и количеством (расходом) подаваемой жидкости.
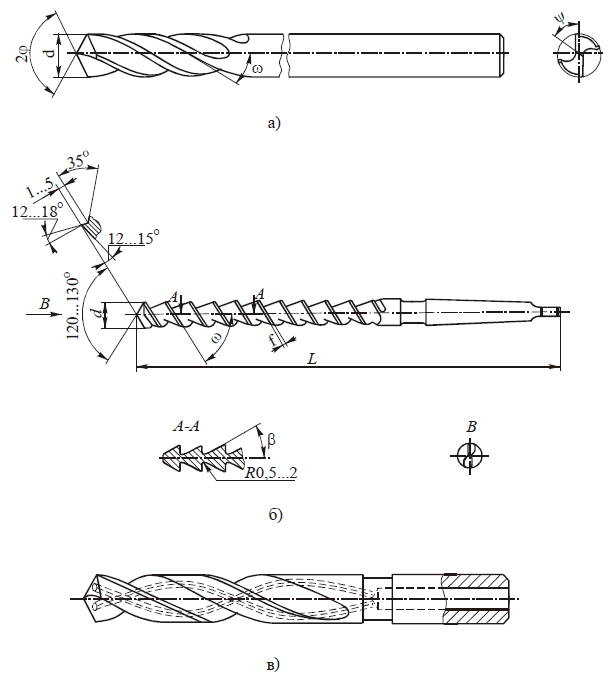
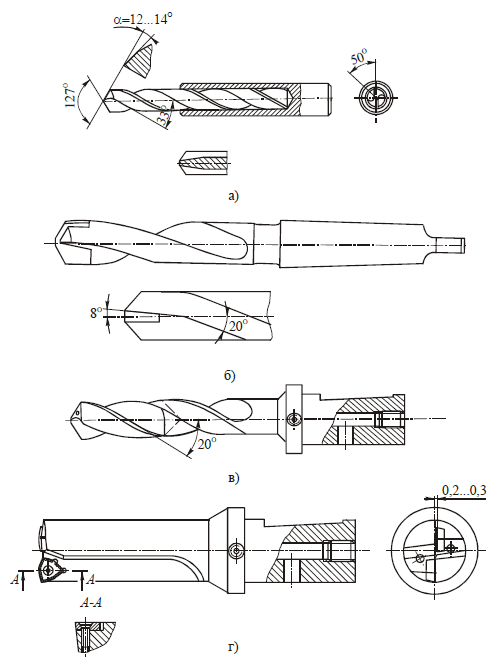
На практике при сверлении отверстий глубиной до 20d на универсальном оборудовании часто используют спиральные сверла удлиненной серии или с нормальной длиной режущей части и длинным хвостовиком (рис. 1, а), равным глубине отверстия. В этом случае для освобождения сверла от стружки в процессе сверления применяется автоматический ввод-вывод инструмента из отверстия.
Рис. 1. Спиральные сверла для глубокого сверления: а — четырехленточное с длинным хвостовиком; б — шнековое; в — с внутренним напорным охлаждением
С целью уменьшения увода оси отверстий у таких сверл рекомендуется вышлифовывать на спинках четыре ленточки и увеличивать насколько возможно диаметр сердцевины (рис. 1, а). Некоторые фирмы выпускают такие сверла с увеличенным объемом канавок и большим углом их наклона к оси инструмента, доходящим до ω = 40°.
Для улучшения отвода стружки без вывода сверла из отверстия были предложены шнековые сверла (рис. 1, б), которые применяются чаще всего для сверления отверстий глубиной до (30…40)d в деталях из чугуна и других хрупких металлов. Для сверления отверстий в сталях шнековые сверла применяются значительно реже и при этом наблюдается повышенный увод сверла. В отличие от стандартных спиральных сверл, они имеют большой угол наклона винтовых канавок ω = 60°, увеличенный диаметр сердцевины d0=(0,30…0,35)d. Полированные канавки имеют в осевом сечении прямолинейный треугольный профиль с рабочей стороной, перпендикулярной к оси сверла. Направляющие ленточки шнекового сверла примерно в 2 раза уже, чем у стандартных спиральных сверл. Так как угол ω у них очень большой, то для формирования рабочего клина с нормальным углом заострения необходима подточка по передней поверхности под углом γ = 12…18°. Задний угол при плоскостной заточке α = 12…15°. При этом заточка сверла существенно усложняется.
Для обеспечения надежного стружкодробления без вывода сверл из отверстия при одновременном повышении стойкости применяют также спиральные быстрорежущие сверла с каналами для внутреннего подвода СОЖ. В нашей стране такие сверла изготавливаются диаметром от 10 до 30 мм (рис. 1, в). Их недостаток — повышенная трудоемкость изготовления, необходимость иметь для подвода СОЖ специальные патроны и насосные станции, а также ограждения от сходящей стружки и брызг СОЖ.
Увод сверл с двумя симметрично расположенными главными режущими
кромками происходит из-за малой жесткости консольно закрепляемых инструментов,
неизбежных погрешностей заточки режущих кромок, при наличии разнотвердости
заготовок по сечению и т.д.
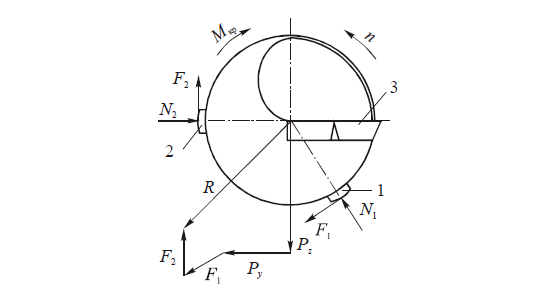
Самым эффективным способом, позволяющим свести до минимума увод и повысить точность отверстий, является способ базирования режущей части инструмента с опорой на обработанную поверхность. С этой целью предусматривается такое расположение режущих кромок, когда заведомо создается неуравновешенная радиальная составляющая силы резания, прижимающая опорные направляющие корпуса к поверхности отверстия, которые обработаны впередиидущими режущими кромками (рис. 2). При этом засверливание должно производиться по кондукторной втулке или по предварительно подготовленному в заготовке отверстию глубиной (0,5…1,0)d.
Рис. 2. Схема сил, действующих в плоскости, перпендикулярной к оси сверла с определенностью базирования: 1, 2 — твердосплавные направляющие пластины; 3 — твердосплавная режущая пластина
Инструменты, работающие по такому принципу, называются инструментами с определенностью базирования или инструментами одностороннего резания. К ним относятся пушечные и ружейные сверла, сверлильные головки БТА и эжекторные сверла. Они могут быть с одной или несколькими режущими кромками, но в любом случае суммарная радиальная составляющая сил резания и трения R для осуществления принципа определенности базирования должна быть направлена строго к опорной поверхности и расположена между направляющими пластинами.
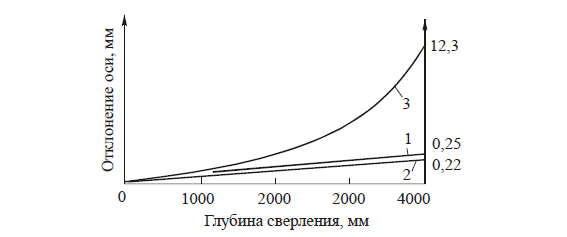
На увод оси отверстия, даже при использовании инструментов с определенностью базирования, значительное влияние также оказывает кинематика движения заготовки и сверла, особенно заметное при больших глубинах отверстий. Так, на рис. 3 приведены данные по уводу оси для трех схем сверления: 1) заготовка вращается, а сверло совершает движение подачи; 2) заготовка и сверло вращаются в противоположных направлениях; 3) заготовка неподвижна, вращается сверло. Наилучшим является второй вариант, но к нему близок и первый. Худшие результаты дает третья схема, которая применяется в случаях сверления несимметричных заготовок с большой массой (например, корпусные детали).
Рис. 3. Увод оси отверстия в зависимости от схемы сверления: 1 — заготовка вращается, сверло неподвижно; 2 — заготовка и сверло вращаются в противоположных направлениях; 3 — заготовка неподвижна, сверло вращается
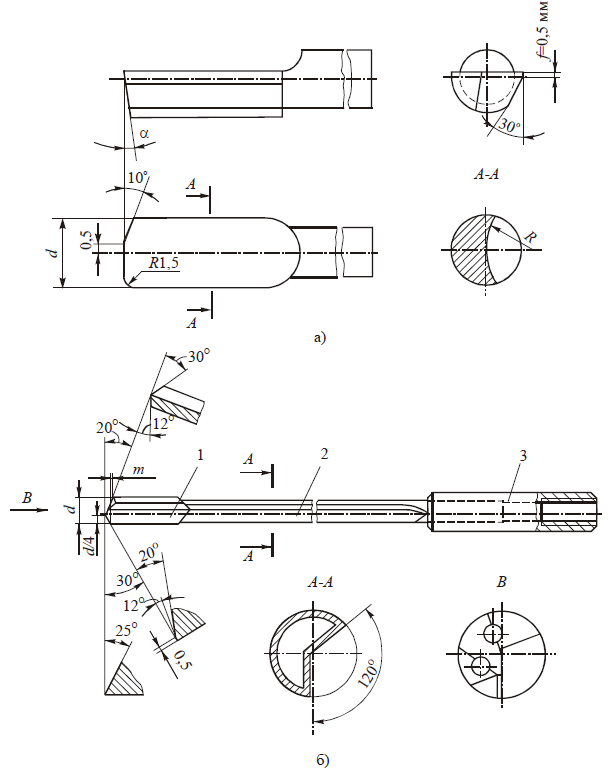
Исторически первой и наиболее простой конструкцией сверла глубокого сверления являются пушечные сверла, название которых говорит об области их первоначального применения. Такое сверло (рис. 4, а) представляет собой стержень большой длины, равной глубине обрабатываемого отверстия, срезанный в рабочей части примерно до половины диаметра и заточенный с торца с задним углом α. Во избежание заедания сверла в отверстии передняя грань расположена выше оси инструмента на величину 0,2…0,5 мм. Сверло имеет одну главную режущую кромку, перпендикулярную к оси. С другой стороны от оси сверла по торцу делают срез под углом 10°, отступив от оси на расстояние 0,5 мм. Со стороны вспомогательной режущей кромки на наружной поверхности срезают лыску под углом 30° с оставлением цилиндрической ленточки шириной f = 0,5 мм. У пушечного сверла передний угол γ = 0°, а задний α = 8…10°. Для снижения осевой составляющей силы резания передняя поверхность пушечного сверла выполняется по радиусу R с очень небольшим занижением около оси инструмента. В процессе сверления радиальная односторонне направленная нагрузка воспринимается цилиндрической поверхностью сверла, опирающейся на стенку обработанного отверстия.
Рис. 4. Сверла для сверления глубоких отверстий: а — пушечное (d = 3…36 мм); б — ружейное (d = 1…30 мм)
Пушечное сверло работает в тяжелых условиях. При
этом не обеспечивается непрерывный отвод стружки, в связи с чем приходится
сверло периодически выводить из отверстия. Из-за низкой поперечной жесткости
и большой ширины срезаемого слоя оно склонно к вибрациям, поэтому работает с
малыми подачами. Такие сверла в настоящее время применяются редко, только в
условиях единичного и мелкосерийного производств.
Ружейные сверла (рис. 4, б) в отличие от пушечных, имеют внутренний канал для подвода СОЖ и прямую (иногда винтовую) канавку для наружного отвода пульпы (смесь стружки и СОЖ). Они применяются для сверления отверстий глубиной (5…100)d и диаметром 1…30 мм. Первоначально ружейные сверла использовали для сверления стволов огнестрельного оружия. В настоящее время ружейные сверла получили широкое распространение во всех отраслях машиностроения, главным образом для сверления глубоких отверстий на специальных станках в условиях крупносерийного и массового производств. Благодаря оснащению твердым сплавом и внутренней подаче СОЖ они обеспечивают высокую производительность при сверлении отверстий с минимальным уводом оси при высокой точности (H8…H9) и низкой шероховатости поверхности отверстий (Ra 0,32…1,25 мкм).
Типовая конструкция ружейного сверла состоит из режущего твердосплавного наконечника 1 (рис. 4, б) с отверстием для подвода СОЖ, трубчатого стебля 2 из стали типа 30ХМА с V-образной канавкой для отвода стружки, полученной методом холодной пластической деформации, и цилиндрического хвостовика 3 для крепления на станке. Ружейные сверла диаметром менее 2 мм ряд зарубежных фирм изготавливает цельными твердосплавными.
Геометрические параметры режущей части ружейного сверла показаны на рис.4, б. Главная режущая кромка для снижения радиальной нагрузки ломаная, состоит из двух полукромок с углами в плане φ1 = 30° и φ2 = 20°. Для восприятия суммарной радиальной нагрузки у сверл малых диаметров имеется опорная цилиндрическая поверхность, а у сверл d > 10 мм — две опорные направляющие, между которыми должен проходить вектор радиальной составляющей сил резания и трения.
Для снижения сил трения и во избежание защемления сверла в отверстии предусматривается обратная конусность по диаметру режущей части (наконечника) в пределах 0,6…0,10 мм на 100 мм длины. На вспомогательной режущей кромке оставляется цилиндрическая ленточка шириной f=0,1…0,5мм.
При заточке ружейного сверла (рис. 4, б) необходимо контролировать размер m, который, во избежание врезания торцев, направляющих в дно отверстия, должен быть не меньше двух — трех значений подачи сверла на один оборот. На переднем торце трубчатого стебля фрезеруется паз, в который припаивается твердосплавный наконечник. С противоположного конца стебель впаивается в цилиндрический хвостовик, имеющий диаметр на 6…10 мм больший, чем диаметр стебля.
Технические требования к изготовлению ружейных сверл весьма жесткие. Так. рабочая часть шлифуется с допуском по h5 или h6, а хвостовик — по h6. Радиальное биение наконечника относительно хвостовика не более 0,01…0,02мм. При настройке операции необходимо обеспечить соосность шпинделя и сверла в пределах 0,01 мм, а соосность кондукторной втулки и шпинделя станка — в пределах 0,005 мм.
Так как твердосплавные направляющие выглаживают
поверхность отверстия. СОЖ должна быть только на масляной основе с противозадирными
присадками (S, Cl, P). Применение эмульсий на водной основе
приводит к затиранию направляющих и возникновению вибраций.
Давление и расход СОЖ зависят от диаметра сверла. Так, например, при малых диаметрах сверл давление СОЖ достигает 9…10 МПа.
К числу недостатков ружейных сверл можно отнести малые поперечную и крутильную жесткости из-за ослабленного канавкой стебля. По этой причине приходится снижать подачу, а следовательно, и производительность процесса сверления.
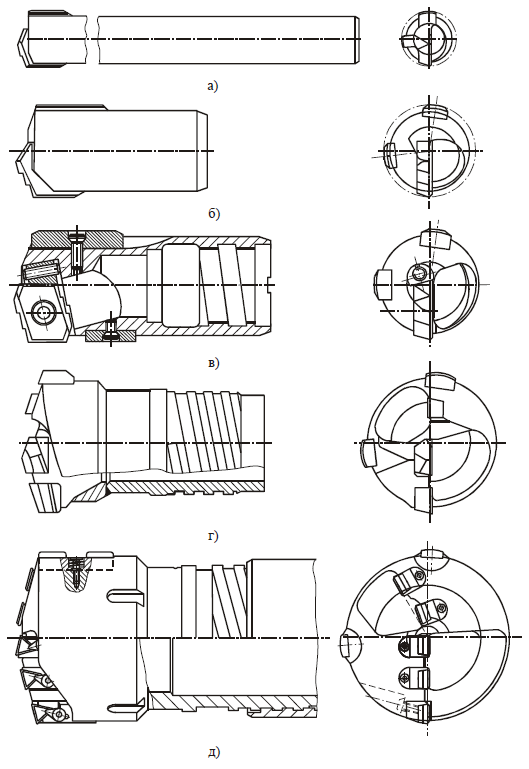
Сверла и сверлильные головки БТА отличаются тем, что при малых диаметрах сверления (рис. 5, а) твердосплавные режущие и направляющие пластины напаиваются непосредственно на трубчатый стебель, а при больших диаметрах — на головки (рис. 5, б… д), навинчиваемые на стебель.
Рис. 5. Сверлильные головки БТА: а — однокромочное сверло с напайной Т-образной твердосплавной пластиной (d = 6…18 мм); б — однокромочная напайная головка (d=18…30 мм); в — однокромочная головка с механическим креплением режущих и направляющих пластин (d = 18…65 мм); г — многокромочная напайная головка БТА (d = 18…65 мм); д — многокромочная головка с механическим креплением режущих и направляющих пластин (d > 65 мм)
Головки изготавливают различными по конструктивному исполнению: однокромочными (рис. 5, б, в), многокромочными (рис. 5.г,д), перетачиваемыми, неперетачиваемыми, с напайными или сменными (d>20мм) режущими и направляющими пластинами.
В отличие от ружейных сверл, сверла и головки БТА имеют толстостенный
стебель кольцевого сечения и работают с наружной подачей СОЖ между стенками
стебля и обработанного отверстия и с внутренним отводом СОЖ и стружки через
отверстия в головке и стебле. Подача СОЖ производится с помощью специальных
маслоприемников, которые устанавливаются на специальных станках для обработки
глубоких отверстий, обеспечивающих торцевое уплотнение между заготовкой и
кондукторной втулкой.
Достоинства сверл БТА состоят в том, что благодаря высокой жесткости трубчатого стебля подача, по сравнению с ружейными сверлами увеличивается примерно в 2…4 раза, а стружка, удаляемая из зоны резания по внутреннему каналу, не портит обработанную поверхность.
К недостаткам сверл БТА следует отнести трудности с надежным
удалением стружки через относительно небольшое по сечению входное отверстие в
режущей части, при закупоривании которого процесс сверления становится
невозможным.
Для хорошего дробления стружки на напайных твердосплавных
пластинах затачиваются стружкодробящие уступы, а на механически закрепляемых
твердосплавных СМП предусматриваются сферические мелкие лунки, получаемые в
процессе изготовления пластин. Хорошее деление стружки по ширине и увеличение
площади сечения входных отверстий обеспечивают многокромочные головки фирмы «Sandvik Coromant» (Швеция).
При этом за счет разности нагрузки на пластины, расположенные с обеих сторон
оси головки, обеспечивается принцип одностороннего резания, так как в этом
случае равнодействующая радиальных составляющих сил резания и трения проходит между
двумя направляющими и прижимает головку к обработанной поверхности отверстия.
В головках с механическим креплением твердосплавных пластин
удается избежать недостатков метода пайки, указанных выше, трудоемкой по
исполнению заточки и обеспечить быстросменность пластин.
Сложные по конструкции корпуса головок БТА изготавливают методом точного литья с последующей нарезкой ленточной резьбы на хвостовой части. У сверл крупных диаметров корпуса изготавливают фрезерованием и точением на станках с ЧПУ. При сверлении отверстий малых диаметров (d = 6…20 мм) применяются опытные конструкции сверл БТА, выполненные путем врезания и пайки Т-образных твердосплавных пластин в стальной трубчатый стебель (рис. 5, а). Однако в этом случае трудности с удалением стружки возрастают еще в большей степени. Гарантированная глубина сверления отверстий сверлами БТА при горизонтальном положении заготовки достигает 100d, а при вертикальном — 50d.
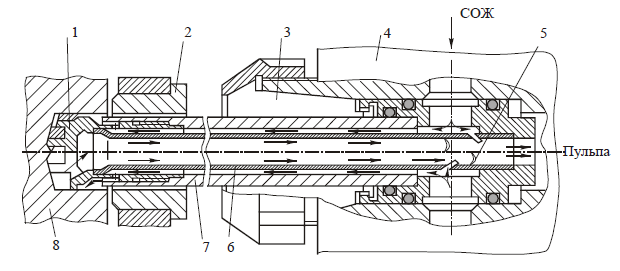
Режущие головки эжекторных сверл по конструкции подобны головкам БТА (рис. 6). Некоторые отличия между ними объясняются способами подвода СОЖ и отвода пульпы (смесь стружки и СОЖ), суть которых состоит в том, что подвод осуществляется между стенками стебля 7 и тонкостенной трубы 6, вставленной внутри стебля, и далее через отверстия в корпусе головки в зону резания. В хвостовой части тонкостенной трубы прорезаны С-образные пазы, исполняющие роль сопла 5 эжектора, отсасывающего пульпу через внутреннюю полость этой трубы. Таким образом, подаваемая через специальный патрон СОЖ делится на два потока: рабочий, идущий в зону резания, и вспомогательный, идущий на слив и составляющий примерно 1/3 от общего количества СОЖ. Именно этот вспомогательный поток и создает разряжение во внутренней трубе. Под действием атмосферного давления рабочий поток, пройдя через зону резания, вместе со стружкой всасывается в зону пониженного давления и уходит на слив. Благодаря такому устройству эжекторные сверла могут использоваться на универсальных станках. При этом не требуются специальные маслоприемники, а подача и отвод СОЖ осуществляются с помощью специальных патронов 4, устанавливаемых в шпинделе сверлильного станка или задней бабке токарного станка.
Эжекторные сверла d = 18…65 мм чаще всего оснащают напайными твердосплавными пластинами, а d = 65.185 мм и более — механически закрепляемыми СМП. Максимальная глубина отверстий, полученных эжекторными сверлами, достигает 4000 мм.
Сверла и головки для кольцевого сверления. При сплошном
сверлении отверстий диаметром свыше 50 мм образуется большой объем стружки,
требующий значительных затрат мощностей и инструментальных материалов. Усилия
резания при этом резко возрастают. Чтобы избежать этого, используют способ
кольцевого сверления, заключающийся в прорезании кольцевой канавки в заготовке
с оставлением нетронутой сердцевины, которая в дальнейшем может быть
использована в качестве заготовки деталей. За счет снижения силовой нагрузки на
сверло можно значительно увеличить подачу, а следовательно, и производительность
процесса сверления.
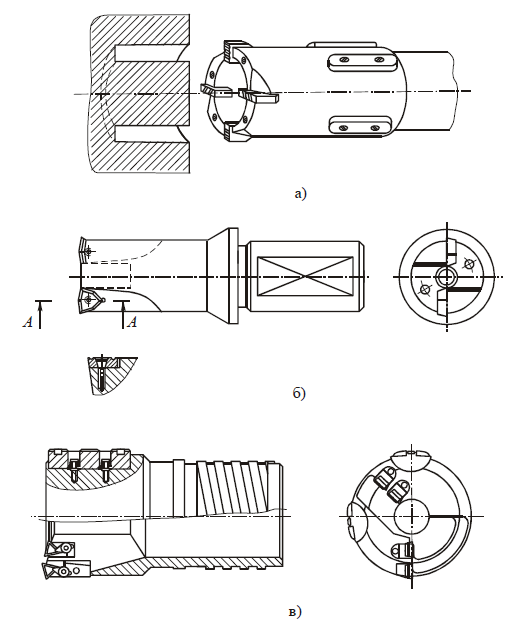
Рис. 7. Кольцевые сверла: а — с механическим креплением режущих и направляющих пластин; б — для неглубоких отверстий, оснащенные СМП; в — оснащенные СМП головки одностороннего резания с внутренним отводом стружки для сверления глубоких отверстий
Простейшая конструкция кольцевого сверла в виде пустотелой трубы, на торце которой закреплены режущие ножи (z = 3…12), представлена на рис. 7, а. Над ножами прорезаны канавки для отвода сходящей стружки. Через отверстия в корпусе инструмента в зону резания под давлением подается СОЖ, которая удаляет стружку через зазор между сверлом и наружной стенкой кольцевой канавки, образуемой в заготовке. Для облегчения транспортировки стружки предусмотрено ее деление по ширине за счет специальной заточки ножей. Для более устойчивого положения сверла в отверстии на корпусе головки крепятся направляющие планки из твердой пластмассы, например из полиамида.
Для дробления стружки обычно на передних поверхностях режущих
кромок затачивают уступы. Однако более надежное дробление стружки достигается в
случае применения кинематического метода с наложением колебаний на движение
подачи сверла.
Известны и другие конструкции кольцевых сверл, в том числе оснащенные твердосплавными СМП, закрепляемыми винтами. Такие сверла применяются для сверления как неглубоких (рис. 7, б), так и глубоких (рис. 7, в) отверстий. В последнем случае для уменьшения увода оси отверстия используется принцип одностороннего резания. При сверлении неглубоких отверстий диаметром 60…110 мм, глубиной 2,5d применяют внутренний подвод СОЖ и наружный отвод стружки.
При сверлении глубоких отверстий диаметром 120…250 мм и более и глубиной 100d применяют внутренний отвод стружки через отверстия в корпусе головки и стебле сверла. Для крепления пластин в сверлах больших диаметров используют промежуточные вставки. Такие сверла, кроме режущих пластин, имеют также опорные твердосплавные направляющие пластины.
Несмотря на то, что использование твердых сплавов обеспечивает
двух-, четырехкратное повышение производительности, удельный вес твердосплавных
сверл в общем объеме их применения составляет не более 10%. Это объясняется
неблагоприятными условиями работы твердых сплавов при сверлении: нежестким
(консольным) креплением сверл; большими осевыми нагрузками; переменной
величиной скорости резания, уменьшающейся до нуля на поперечной режущей кромке;
большой шириной срезаемой стружки; опасностью появления вибраций и
пакетирования стружки в канавках сверла; малыми числами оборотов и
недостаточными мощностью, жесткостью и точностью сверлильных станков.
Более широкое распространение твердосплавные сверла получили при
сверлении чугунов, цветных металлов и неметаллических материалов (мрамор,
кирпич, пластмассы и т.п.). При сверлении сталей часто наблюдается выкрашивание
режущих кромок, особенно в виде разрушения поперечной режущей кромки.
Повышение жесткости сверл, использование внутреннего напорного
охлаждения и другие усовершенствования позволяют получать хорошие результаты
при сверлении труднообрабатываемых сталей и сплавов, т.е. там, где
быстрорежущие сверла имеют очень низкую стойкость.
Для оснащения сверл используют твердые сплавы марок ВК8, ВК10М,
ВК15М, обладающие наибольшей прочностью.
Повышение прочности и жесткости сверл обеспечивают за счет максимально возможного сокращения длины рабочей части инструмента, хотя при этом приходится сокращать запас на переточку. С этой же целью увеличивают диаметр сердцевины сверл до d0 = (0,25…0,35)d и выполняют подточку поперечной режущей кромки.
Рис. 1. Твердосплавные сверла: а — цельные; б — с напайными пластинами; в — с коронками; г — с механическим креплением СМП
Мелкоразмерные сверла (d = 2…6 мм) изготавливают цельными твердосплавными или составными, когда хвостовик изготавливается из стали (рис. 1, а), а рабочая часть — из твердого сплава. Сверла d = 10…30 мм оснащают напайными пластинами или коронками из твердого сплава (рис. 1, б, в). При этом корпус сверла изготавливается из стали 9ХС или Р6М5. На корпусах таких сверл направляющие ленточки обычно не делают, так как при высоких скоростях резания, допускаемых твердым сплавом, они быстро выходят из строя и не выполняют роли направляющих сверла.
Обратная конусность предусматривается только на твердосплавной режущей части с созданием вспомогательных углов в плане φ1=25…30′. Диаметр корпуса сверла занижается на 0,2…0,3 мм по сравнению с диаметром конца твердосплавной части.
Геометрические параметры режущей части: угол при вершине 2φ=120…140°, угол наклона стружечных канавок ω = 0…20°, заточка двух- или трехплоскостная с задним углом на главных режущих кромках α= 7…9°. Передний угол на твердосплавных пластинах γ = 8°, а на коронках с винтовыми канавками переменный, как у быстрорежущих сверл, зависящий от угла ω. Хвостовик конический или чаще всего цилиндрический, как более технологичный.
Для снижения осевого усилия применяется подточка поперечной режущей кромки с сокращением ее длины до (0,10…0,15)d. Так как места пайки пластины и коронки расположено близко от зоны резания, то иногда в процессе сверления наблюдаются случаи отпаивания и разрушения твердосплавной части. Этого можно избежать, если использовать подачу СОЖ через внутренние каналы в корпусе сверла, так как СОЖ снижает температуру резания, интенсивность износа режущих кромок и обеспечивает надежный вывод стружки из отверстия. Такие сверла можно с успехом использовать даже при сверлении труднообрабатываемых сталей.
Наибольшую надежность имеют сверла с напайными твердосплавными коронками и каналами для внутреннего подвода СОЖ, выпускаемые рядом зарубежных фирм. В этом случае длина коронок принимается равной (1…2)d, угол при вершине 2φ = 140°, угол наклона винтовых канавок ω = 20°. заточка двух- или трехплоскостная с подточкой поперечной режущей кромки. хвостовик цилиндрический с допуском по h6 и лыской для крепления винтом в специальном патроне.
В последние годы широкое применение нашли сверла, оснащенные неперетачиваемыми пластинами с механическим креплением на корпусе (рис. 1, г). Они используются для сверления отверстий глубиной L = (3…4)d и диаметром d = 20…60 мм. При этом для повышения надежности сверл в их корпусах выполнены отверстия для подвода СОЖ в зону резания. Стружечные канавки чаще всего делают прямыми, как более технологичные. У сверл небольших диаметров стружечные канавки могут быть и винтовыми с углом наклона ω = 20°.
Применяемые в сверлах твердосплавные СМП позитивного типа с α>0 в форме параллелограмма, ромба, прямоугольника или неправильного треугольника с шестью режущими кромками и центральным отверстием конической формы для крепления винтом. Вдоль режущих кромок на пластинках при прессовании делают уступы или мелкие сферические лунки, обеспечивающие надежное дробление стружки. Пластины располагаются с обеих сторон относительно оси сверла таким образом, что делят припуск по ширине с перекрытием в средней части. Одна из пластин обрабатывает центральную часть отверстия, а другая — периферийную. Поперечная режущая кромка у таких сверл отсутствует, а хвостовик делается цилиндрическим даже у сверл больших диаметров.
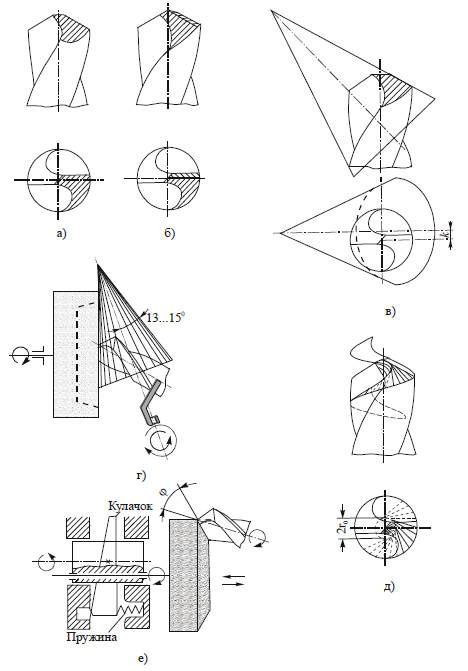
Технологически наиболее простой является заточка по одной или двум плоскостям. Однако при одноплоскостной заточке (рис. 1, а), чтобы концы перьев сверла не контактировали с обработанной поверхностью, приходится принимать большие значения задних углов α = 20…250, что резко ослабляет режущий клин. Поэтому такой метод нашел применение только при заточке сверл малых диаметров (d < 3 мм), когда ширина перьев мала.
Рис. 1. Методы заточки спиральных сверл: а — одноплоскостная; б — двухплоскостная; в, г — коническая; д, е — винтовая
Двухплоскостная заточка (рис. 1, б) отличается тем, что часть задней поверхности, прилегающая к главной режущей кромке, затачивается с оптимальными задними углами, а конец пера — под значительно большими углами. Это обеспечивает большую прочность режущих клиньев, более благоприятную картину изменения передних углов на поперечной режущей кромке, образуемой при пересечении главных задних поверхностей перьев, и лучшие условия засверливания. Недостатками этого метода заточки является прерывистость при заточке каждого пера и, как следствие, возможность осевого биения режущих кромок. Этот метод нашел широкое применение при заточке на универсально-заточных или специальных станках твердосплавных сверл.
Весьма распространенным методом заточки быстрорежущих сверл, особенно больших диаметров, является заточка по конической поверхности (рис. 1, в). которая производится на специальных или универсально-заточных станках с использованием особых приспособлений (рис. 1, г). Хотя этот метод заточки прост в исполнении и обеспечивает благоприятную картину изменения угла α по режущим кромкам, главными его недостатками являются прерывистость процесса заточки и наличие больших отрицательных углов на поперечной режущей кромке. Величина угла α регулируется смещением k оси сверла.
Наибольшее применение в серийном производстве сверл нашла заточка по винтовой поверхности (рис. 1, д). осуществляемая на специальных станках в автоматическом или полуавтоматическом режиме. Благодаря специальной кинематике движения шлифовального круга (рис. 1, е) заточка осуществляется при непрерывном вращении сверла и обеспечивает наилучшую симметричность главных режущих кромок и лучшую геометрию поперечной кромки.
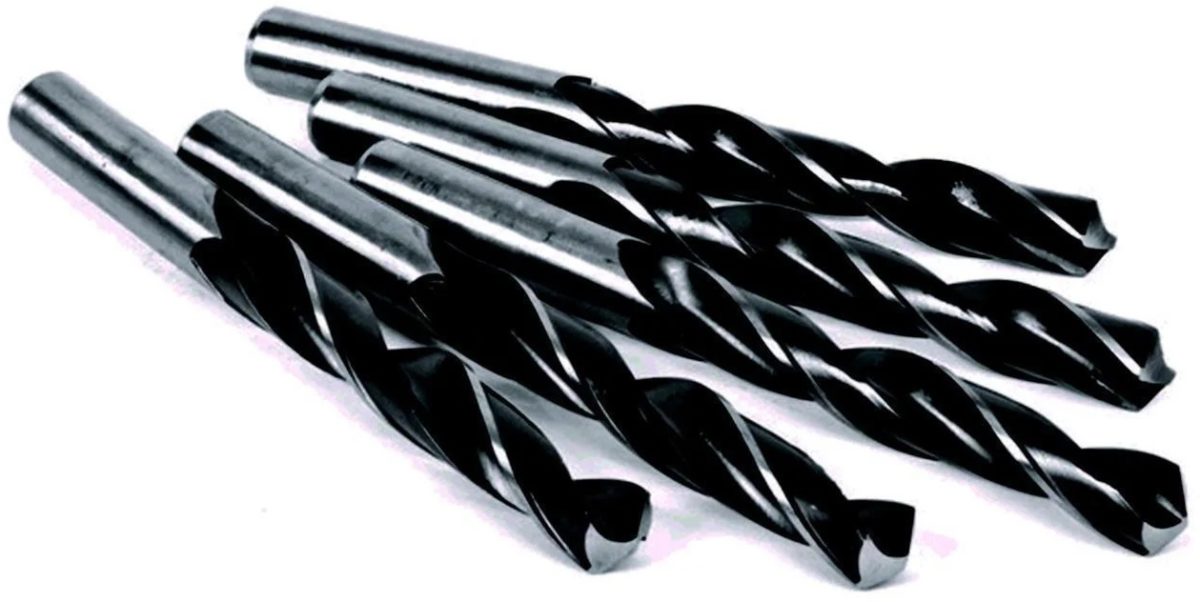
Спиральные или, правильнее, винтовые, сверла были впервые показаны
на Всемирной торговой выставке в 1867 г. американской фирмой Морзе. До
настоящего времени основные особенности их конструкции сохранились практически
неизменными.
Из всех известных конструкций сверл спиральные сверла нашли наибольшее применение благодаря следующим достоинствам:
1) хороший отвод стружки из обрабатываемого отверстия из-за наличия винтовых канавок;
2) положительные передние углы на большей длине главных режущих кромок;
3) большой запас на переточку, которая производится по задним поверхностям и может выполняться вручную или на специальных заточных станках, в том числе станках-автоматах;
4) хорошее направление сверла в отверстии из-за наличия калибрующих ленточек на наружной поверхности калибрующей части инструмента.
Производство спиральных сверл осуществляется в специализированных
цехах или заводах в условиях крупносерийного или массового производства.
Поэтому, несмотря на сложное конструктивное исполнение, себестоимость этих
сверл невелика.
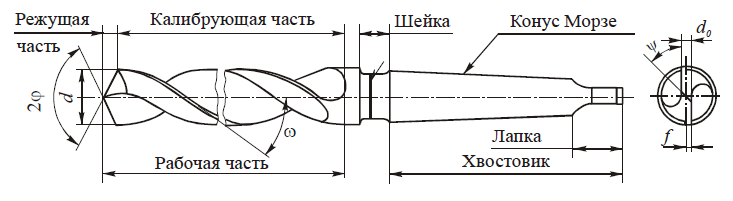
Основные конструктивные элементы и геометрические параметры спиральных сверл показаны на рис. 1. На конической режущей части с углом 2φ при вершине расположены две главные режущие кромки — линии пересечения винтовых передних и задних поверхностей. Форма задних поверхностей определяется методом заточки. В результате пересечения двух задних поверхностей образуется поперечная режущая кромка, наклоненная к главной режущей кромке под углом φ . Эта кромка располагается на сердцевине сверла с условным диаметром d0=(0.15…0.25)d, где d — диаметр сверла. Две вспомогательные режущие кромки лежат на пересечении передних поверхностей и цилиндрических калибрующих ленточек, направляющих сверло в отверстии и образующих калибрующую часть сверла. Угол наклона вспомогательных кромок к оси сверла ω определяет в основном величину передних углов γ на главных режущих кромках, которые, как будет показано ниже, переменны по величине в разных точках этих кромок.
Рис. 1. Спиральное сверло
Во избежание защемления сверла в отверстии предусматривается уменьшение его диаметра к хвостовику — обратная конусность, равная 0,03…0,12 мм на 100мм длины рабочей части. У сердцевины сверла с целью повышения его прочности и жесткости предусматривается прямая конусность, т.е. увеличение ее диаметра в направлении к хвостовику, равное 1,4…1,7 мм на 100 мм длины.
Режущая и калибрующая части сверла составляют его рабочую часть, по длине которой сверла делятся на короткую, среднюю и длинную серии. Стандартные спиральные сверла изготавливают диаметром 0,1…80 мм с допусками по h8…h9. За рабочей частью сверла следует шейка, которая используется для нанесения маркировки сверла: диаметра, материала режущей части, товарного знака завода-изготовителя.
Хвостовики бывают двух типов: конические (типа Морзе) с лапкой на конце для сверл d = 6…80 мм и цилиндрические — для сверл d = 0,1…20 мм. У сверл d>8 мм хвостовики делают из конструкционной стали 45 или 40Х, свариваемой с рабочей частью. Для увеличения силы трения в месте крепления сверла в патроне и возможности правки сверл по длине хвостовики термически не обрабатывают. Лапки сверл для упрочнения закаливают, так как они используются для выбивания сверл из отверстия шпинделя станка или из переходной втулки.