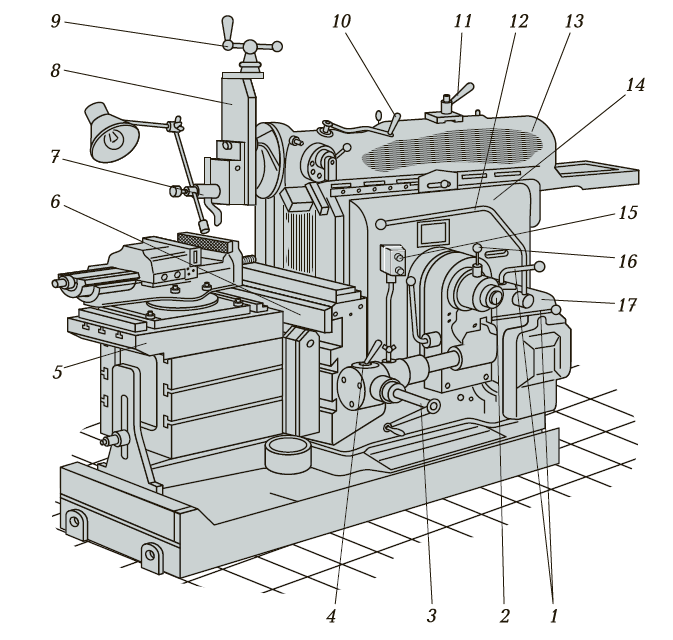
Поперечно-строгальный станок (рис. 1) предназначен для обработки заготовок небольшого размера. Основным узлом станка является станина 17, по верхним горизонтальным направляющим которой перемещается ползун 13 с установленным на нем суппортом 8, на котором укреплен резцедержатель 7. Длина хода ползуна регулируется поворотом вала 2. По вертикальным направляющим станины перемещается поперечина 6, имеющая горизонтальные направляющие с установленным на них столом 5, который может перемещаться вправо и влево относительно ползуна. Для увеличения жесткости стол поддерживает стойка. На вертикальной и горизонтальной поверхностях стола выполнены Т-образные пазы, которые служат для установки и закрепления технологической оснастки или заготовок. Подключение привода главного движения станка к электрической сети осуществляется с пульта управления 15. Управление станком производится при помощи рукояток 1, 3, 4, 9— 12 и 16.
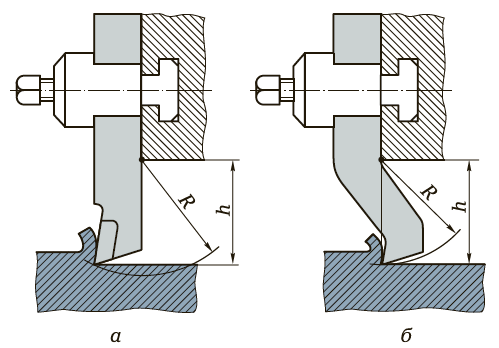
Инструмент — строгальный резец (рис. 2) закрепляют в резцедержателе станка без дополнительных приспособлений. Если резец прямой (рис. 2, а), то сила резания может изогнуть его, что приведет к заклиниванию резца в процессе резания. При изогнутом стержне (рис. 2, б) возможность заклинивания резца существенно уменьшается, а если его вершина будет лежать в опорной плоскости, то заклинивания не происходит вообще. Строгальные резцы изготавливают из быстрорежущих сталей, а для резания труднообрабатываемых материалов применяют резцы с рабочей частью, выполненной из твердого сплава.
Рис. 2. Закрепление строгального резца: а, б — соответственно с прямым и изогнутым стержнями; R — радиус изгиба резца; h — высота вылета резца
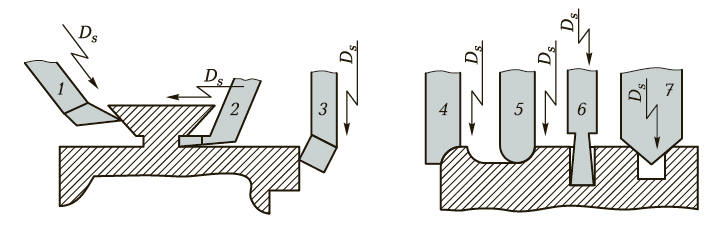
Конструкции строгальных резцов достаточно разнообразны и их выбор зависит от вида обрабатываемой поверхности (рис. 3).
При обработке на поперечно-строгальных станках заготовки закрепляют двумя способами:
непосредственно на поверхности стола (вертикальной или горизонтальной) при помощи прижимов, закрепляемых болтами в Т-образных пазах стола;
используя универсальные приспособления — машинные тиски или магнитные плиты.
Режим резания при строгании.
Режим резания при строгании определяются скоростью резания v, подачей S2x и глубиной резания t.
Скорость резания измеряется в метрах в минуту (м/мин). Наладку станка осуществляют не по скорости резания, а по числу двойных ходов в минуту, и ограничивают твердостью обрабатываемого материала, стойкостью режущего инструмента и жесткостью обрабатывающей системы станок—приспособление—инструмент—заготовка.
Подача измеряется в миллиметрах на один двойной ход (мм/дв. ход). Ее величина зависит от материала обрабатываемой заготовки, материала рабочей части инструмента и требований к качеству обработки.
Глубина резания выбирается с учетом технических возможностей станка и характера обработки в пределах 1 …2 мм для черновой обработки и 0,1 …0,2 мм — для чистовой.
Помимо определения режимов обработки весьма важным является правильное определение величины врезания и перебега.
Врезание — расстояние, на которое отходит резец при обратном ходе от обрабатываемой поверхности заготовки.
Перебег — расстояние, на которое резец выходит за пределы заготовки в конце рабочего хода. Перебег не должен превышать 2/3 высоты головки резца.
Работы, выполняемые на поперечно-строгальных станках.
Поперечно-строгальные станки позволяют заменить ручное опиливание плоских поверхностей, расположенных под заданными углами, распиливание пазов и опиливание уступов механической обработкой.
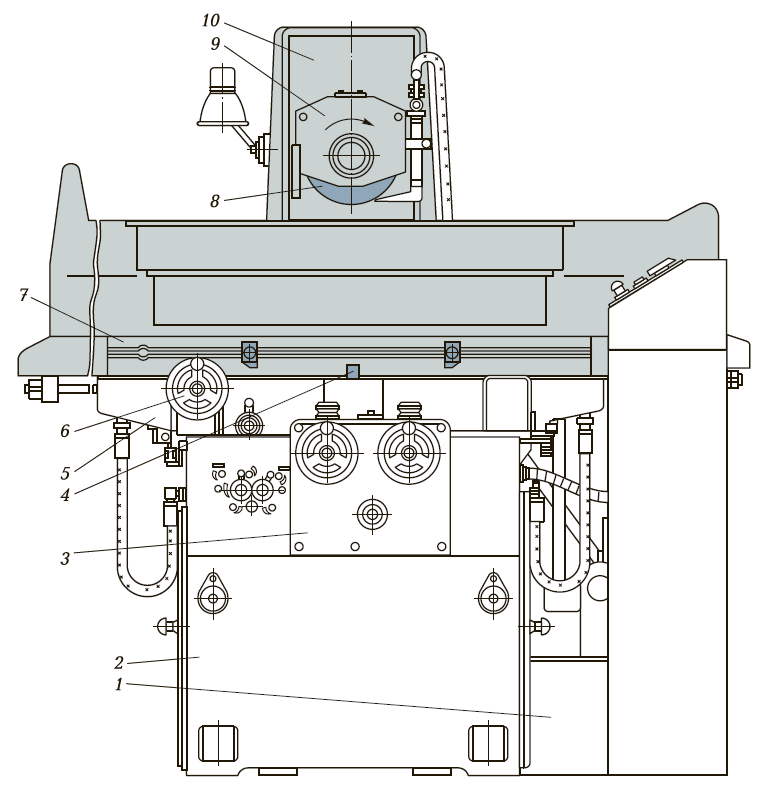
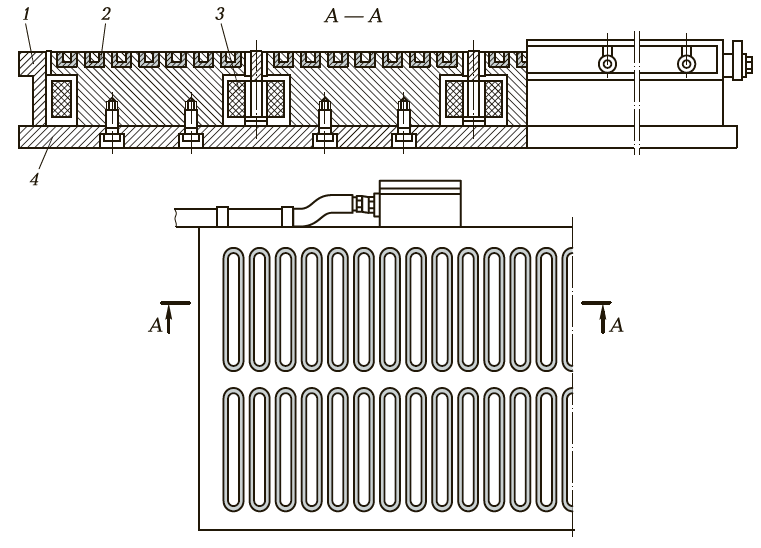
Плоскошлифовальный станок (рис. 1) предназначен для обработки периферией круга плоских поверхностей заготовок, устанавливаемых на столе станка при помощи различных приспособлений.
Основным узлом станка является станина 2, на верхней части которой крепят колонну 10 с механизмом вертикальной подачи шлифовальной бабки с кругом 8, установленной на направляющих колонны. Шлифовальный круг защищен ограждением (кожухом) 9 и устройством для подачи СОТС от аппарата 1 в зону резания. На станине 2 монтируют суппорт 5 с взаимно-перпендикулярными направляющими. Рабочей поверхностью станка служит стол 7, на котором выполнены три Т-образных паза. Стол вручную при помощи маховика 6 продольной подачи перемещается по направляющим. Скорость автоматической подачи стола регулируется пневматическим приводом. Механизм подач 3 обеспечивает автоматическую поперечную подачу стола, ручную поперечную подачу стола, ускоренное перемещение стола, автоматическую вертикальную подачу шлифовальной бабки на каждый продольный ход стола, а также ускоренное перемещение шлифовального круга. Автоматическое или ручное реверсирование поперечного перемещения стола осуществляется механизмом поперечного реверса, а продольный реверс стола — механизмом 4. В пазу стола установлены упоры, которые можно перемещать, регулируя мину хода.
Приспособления для установки заготовок на столе плоскошлифовального станка.
Установка и закрепление заготовок на столе плоскошлифовального станка осуществляются главным образом с помощью магнитных (для заготовок из черных металлов) и вакуумных (для цветных металлов и неметаллических материалов) плит.
Магнитная плита (рис. 2) состоит из литого или сварного корпуса 1, сердечников 2, катушек 3 и крышки 4. В верхней части плиты выполнено 96 пазов, расположенных в два ряда. В пазах расположены магнитные сердечники. Магнитная плита герметизируется во избежание попадания СОТС на обмотки сердечников. Магнитную плиту устанавливают на столе станка и закрепляют на нем при помощи болтов, головки которых вводят в Т-образные пазы стола.
После установки и закрепления магнитную плиту необходимо прошлифовать для обеспечения параллельности плиты направляющим продольной и поперечной подач стола плоскошлифовального станка.
Инструмент для плоскошлифовальных станков.
Рабочая часть инструмента состоит из частиц абразивного материала, твердость которого превышает твердость материала обрабатываемой заготовки. Для изготовления шлифовальных кругов используют естественные и синтетические абразивные материалы, которые различаются по химическому составу, физико-механическим свойствам и технологии их получения.
Абразивные .материалы, применяемые для изготовления шлифовальных кругов, имеют разную твердость и состоят из отдельных зерен, скрепляемых между собой специальным составом — связкой.
Зернистость — величина абразивных зерен материалов, применяемых при изготовлении шлифовальных кругов, зависит от требований, предъявляемых к точности обработки и шероховатости получаемых в ее результате поверхностей.
Шлифовальные материалы могут иметь следующую зернистость:
шлифовальные зерна размерами 2 000… 160 мкм;
шлифовальные порошки с размерами зерен 125…40 мкм;
шлифовальные микропорошки с размерами зерен 63… 14 мкм;
тонкие микропорошки с размерами зерен 10…5 мкм.
Связка служит для скрепления абразивных зерен между собой и изготовления из них шлифовального крута. Связки могут быть органическими и неорганическими.
Соотношение связки, абразивных зерен и пор в шлифовальном круге называется его структурой.
Связка оказывает сопротивление проникновению в абразивный инструмент посторонних тел — стружки. Это свойство связки называется твердостью абразивного инструмента. Различают восемь степеней твердости абразивного инструмента: весьма мягкие (ВМ1 и ВМ2), мягкие (Ml; М2; М3), среднемягкие (СМ1; СМ2), средние (С1 и С2), среднетвердые (СТ1; СТ2; СТЗ), твердые (Т1; Т2; ТЗ), весьма твердые (ВТ1; ВТ2; ВТЗ) и чрезвычайно твердые (ЧТ). Цифры 1, 2, 3 характеризуют возрастание твердости в одной степени.
Структура абразивного инструмента обозначается номерами от 0 (объемная концентрация зерен составляет 62 %) до 20 (объемная концентрация зерен — 22%). С увеличением номера структуры на единицу объемная концентрация зерен уменьшается на 2%.
Характеристика шлифовального круга определяется ранее приведенными параметрами и наносится в виде маркировки на торцевой поверхности (для кругов диаметром более 250 мм) или на специальной бирке (для кругов диаметром 40…250 мм), для кругов диаметром менее 40 мм маркировку наносят на упаковку.
Режимы резания при шлифовании.
Режимы резания при шлифовании выбирают, пользуясь справочными таблицами и учитывая требования, предъявляемые к точности обработки и получаемой после нее шероховатости обработанной поверхности. Учитывают также мощность главного привода станка и стойкость шлифовального круга.
Показателями режимов резания при плоском шлифовании периферией крута служат:
скорость крута Vкp;
поперечная подача (параллельная оси круга);
скорость перемещения заготовки (скорость продольной подачи Vпp);
вертикальная подача крута (глубина резания t).
Работы, выполняемые на плоскошлифовальных станках.
Плоскошлифовальные станки позволяют механизировать ряд трудоемких слесарных операций, таких как опиливание плоских поверхностей, расположенных под различными углами; шабрение и доводка плоских поверхностей.
Консольно-фрезерные станки подразделяют на горизонтальные и вертикальные.
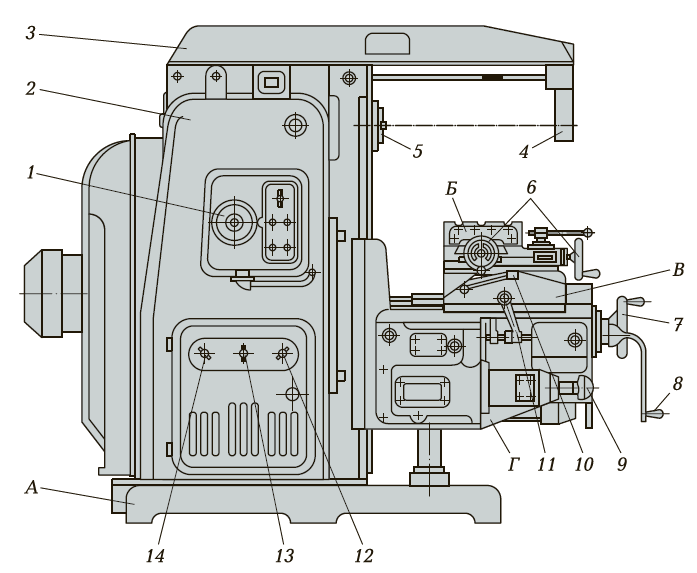
Консольный горизонтально-фрезерный станок (рис. 1) монтируют на основании А, в котором размещены резервуар для СОТС и электродвигатель с насосом для их подачи. На основании установлена станина 2, внутри которой находится коробка скоростей 1, электрический двигатель привода главного движения и шпиндельный узел. На верхних горизонтальных направляющих размещен хобот 3, положение которого фиксируют винтом и гайкой. На хоботе может быть установлена дополнительная опора — серьга 4.
На вертикальных направляющих станины установлена консоль Г, перемещающаяся по ним в вертикальном направлении при вращении рукоятки 8. На верхней части консоли расположены салазки В, перемещающиеся по направляющим консоли в поперечном направлении при помощи винтовой передачи, приводимой в движение маховиком 7. Рабочее положение салазок фиксируется рукоятками 10 и 11. На салазках установлен стол Б, имеющий продольное перемещение по направляющим салазок с приводом от маховика 6. В корпусе консоли смонтирована коробка подач, обеспечивающая изменение скорости автоматического перемещения исполнительных узлов станка. Коробка подач снабжена механизмом ускоренных перемещений. На передней поверхности консоли и стола станка расположены органы управления.
Переключение подачи осуществляется рукояткой по лимбу 9, расположенному на консоли. Включение освещения, подачи СОТС, изменение направления вращения шпинделя 5 производят поворотом выключателей 12—14 управления станком, которые расположены на станине.
Консольный вертикально-фрезерный станок имеет вертикальное расположение шпиндельной головки, которую можно поворачивать в вертикальной плоскости на угол 40° в одну или в другую сторону, что позволяет обрабатывать скосы и наклонные поверхности без использования специальных приспособлений. Отдельные узлы и механизмы не имеют принципиальных отличий от соответствующих узлов и механизмов горизонтальнофрезерного станка.
Приспособления для установки заготовок. Эти приспособления применяют для ориентации заготовок на столе станка и фиксации их положения относительно обрабатывающего инструмента. Для установки и закрепления заготовок непосредственно на столе станка используют прижимы, опоры и угольники, конструкции которых зависят от их конфигурации. В ряде случаев требуется закреплять заготовки в универсальных (машинные тиски) или в специальных (для конкретных заготовок) приспособлениях.
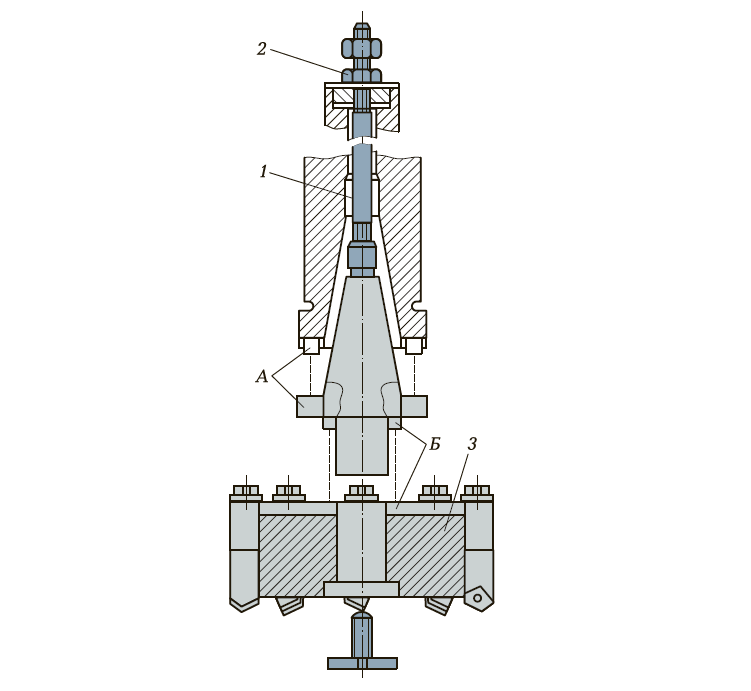
Приспособления для установки инструмента. Эти приспособления обеспечивают установку инструмента и его фиксацию в коническом отверстии шпинделя станка. Цилиндрические и дисковые фрезы устанавливают при помощи цилиндрических (рис. 2), а торцевые — при помощи конических (рис. 3) оправок. Концевые фрезы устанавливают в коническом отверстии шпинделя станка, используя переходные втулки или патроны.
Рис. 3. Оправка для закрепления торцевых фрез: 1 — шомпол; 2 — гайка; 3 — фреза; А — выступы шпинделя и пазы оправки; Б — выступы оправки и пазы фрезы
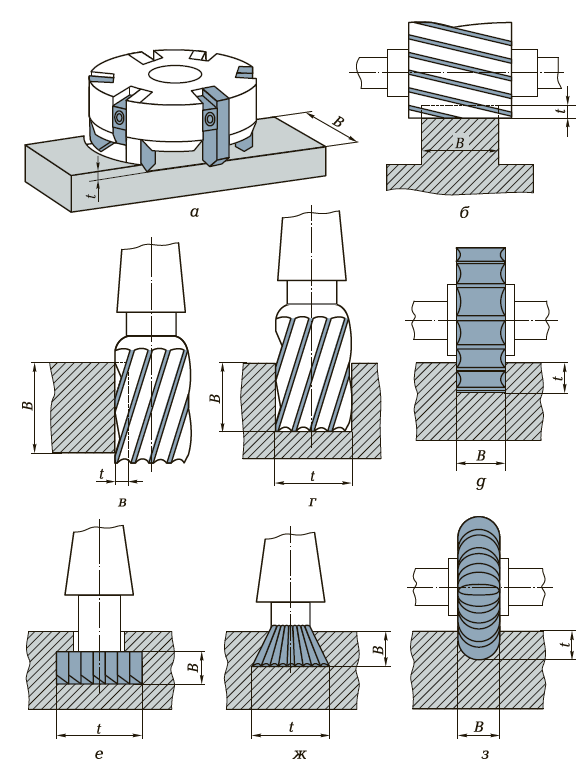
Инструмент для обработки на фрезерных станках. Основным инструментом для обработки на фрезерных станках являются фрезы. По форме и технологическому назначению фрезы подразделяют на торцевые и цилиндрические (рис. 4, а, б), предназначенные для обработки открытых плоских поверхностей, концевые (рис. 4, в, г) и дисковые (рис. 4, д), предназначенные для обработки плоских поверхностей, уступов и пазов, Т-образные (рис. 4, е) и типа «ласточкин хвост» (рис. 4, ж), используемые при обработке пазов аналогичной формы, фасонные фрезы (рис. 4, з) используют для получения соответствующих фасонных поверхностей.
Рис. 4. Основные типы фрез: а — торцевая; б — цилиндрическая; в, г — концевые; д — дисковая; е — Т-образная; ж — типа «ласточкин хвост»; з — фасонная; В — ширина фрезы; t — глубина фрезерования
Рабочую часть фрез изготавливают из быстрорежущей стали или из твердого сплава. Материал рабочей части фрезы выбирают в соответствии с твердостью материала обрабатываемой заготовки и режимов резания, пользуясь справочными таблицами.
Режимы резания при фрезеровании.
Режимы резания при фрезеровании характеризуются скоростью резания v, подачей S и глубиной резания t.
При фрезеровании различают подачу на оборот So режущего инструмента (фрезы), равную величине перемещения стола за один оборот фрезы и измеряемую в миллиметрах на оборот (мм/об); подачу на зуб Sz, равную величине перемещения стола, измеряемой в миллиметрах, за время поворота инструмента на угол, кратный числу зубьев фрезы (мм/зуб). Между подачами существует следующая зависимость:
Son = Szzn,
где z — число зубьев фрезы; п — частота вращения шпинделя, мин-1.
Глубина резания — расстояние между обработанной и обрабатываемой поверхностями в направлении, перпендикулярном оси фрезы, измеренное в миллиметрах (мм).
Режимы резания при фрезеровании выбирают по справочным таблицам в зависимости от свойств обрабатываемого материала, материала инструмента, а также от требований, предъявляемых к точности обработки и шероховатости обработанной поверхности.
Работы, выполняемые на консольно-фрезерных станках.
Консольно-фрезерные станки позволяют заменить ряд трудоемких операций слесарной обработки на механизированную. Наиболее часто обработкой на фрезерных станках заменяют следующие слесарные операции: опиливание плоских взаимно параллельных, взаимно-перпендикулярных и расположенных под заданным углом поверхностей; обработка уступов и пазов, в том числе шпоночных для призматических, сегментных и направляющих шпонок, а также пазов типа «ласточкин хвост» и Т-образных. Помимо того, на консольно-фрезерных станках возможно отрезание заготовок от профильного проката.
Организация рабочего места фрезеровщика.
На рабочем месте фрезеровщика размещают фрезерный станок и шкаф с инструментами и приспособлениями. Справа от станка расположен контейнер (контейнеры) для заготовок, подлежащих обработке, и обработанных деталей. Обтирочная ветошь хранится в ящике, а отработанная стружка собирается в специальную тару, устанавливаемую около станка. Около станка размещают деревянную подставку для работающего. Приспособления размещают на стеллажах или в шкафу.
Безопасность работ фрезеровщика.
При выполнении работ следует придерживаться следующих правил:
строго соблюдать настройку станка на заданные режимы обработки;
работать только исправным и хорошо заточенным инструментом;
детали, приспособления и инструменты класть только на свои места и использовать только по прямому назначению;
убирать режущий и измерительный инструменты, заготовки и обработанные детали с рабочих поверхностей стола после их использования;
убедиться в прочности крепления обрабатываемых заготовок, инструментов и приспособлений;
постоянно наблюдать за исправной работой смазочной системы, так как ее неисправность может привести к поломке узлов станка;
не производить измерений и не удалять стружку в процессе обработки;
обеспечить правильный подвод СОТС в зону резания;
не допускать работу станка вхолостую;
выключать станок в перерывах подачи электрической энергии, уборке и смазке станка, а также при закреплении и измерении обрабатываемой заготовки.
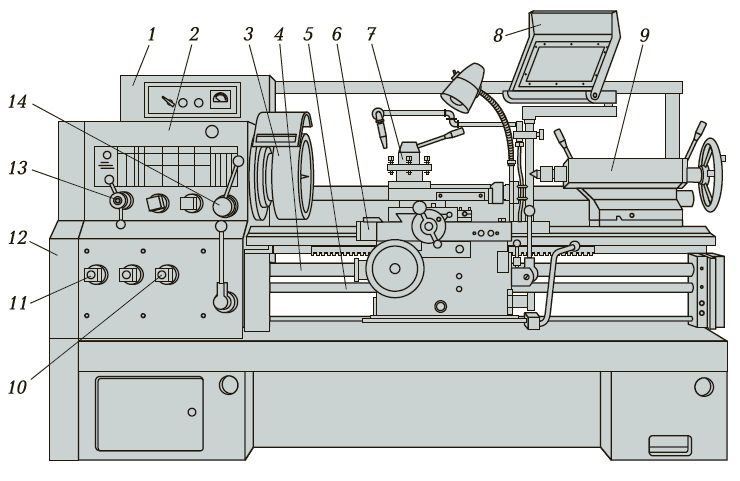
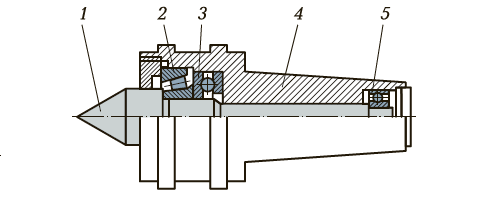
В машиностроении наибольшее распространение получил токарно-винторезный станок мод. 16К20 (рис. 1). Все узлы этого станка смонтированы на станине. С левой стороны станины жестко закреплена передняя бабка 2, в которой размещена коробка скоростей, представляющая собой многоступенчатый зубчатый редуктор, обеспечивающий изменение частоты вращения шпинделя 3. На переднем резьбовом конце шпинделя и в его отверстии, имеющем коническую форму, могут быть размещены различные приспособления для закрепления заготовок в процессе обработки. На направляющих станины, с правой стороны, расположена задняя бабка 9, которую можно перемещать вдоль этих направляющих и закреплять в заданном положении. В задней бабке располагается пиноль, перемещающаяся в корпусе и имеющая коническое отверстие для установки инструментов (сверла, зенкера, развертки) или приспособлений для крепления инструмента.
Оси отверстия шпинделя и пиноли задней бабки должны находиться на одной линии, называемой линией центров. Расстояние этой линии от направляющих станины является основной технической характеристикой станка, определяющей максимально возможный диаметр обрабатываемой заготовки (для станка мод. 16К20 — 400 мм).
На боковой поверхности станины, с левой стороны, крепят коробку подач, представляющую собой многоступенчатый зубчатый редуктор, выходными элементами которой являются ходовой вал 5 и ходовой винт 4. Коробка подач связана со шпинделем зубчатой передачей (гитарой), которая закрыта кожухом 12.
На направляющих станины, между передней и задней бабками, расположен суппорт 6, который может перемещаться вдоль линии центров (продольная подача). На верхней каретке суппорта установлены поперечные салазки, которые могут перемещаться перпендикулярно линии центров (поперечная подача). На салазках смонтирован верхний суппорт, который можно поворачивать вокруг вертикальной оси и закреплять в заданном положении. Он состоит из двух частей, одну из которых можно перемещать относительно другой под утлом к линии центров, зависящим от угла поворота верхнего суппорта. На верхнем суппорте устанавливают четырех позиционный резцедержатель 7 для закрепления инструментов и последовательного их использования при повороте резцедержателя, а также для его закрепления в одном из четырех фиксированных положений. Движение суппорту передается через ходовой вал или ходовой винт и зубчатые передачи фартука, закрепленного на суппорте станка и перемещающегося вместе с ним.
Управление работой станка осуществляется при помощи рукояток, расположенных на передней бабке и фартуке. Частоту вращения шпинделя устанавливают рукоятками 13 и 14 согласно таблице, расположенной на передней бабке станка. Рукояткой 13 устанавливают один из четырех диапазонов частот вращения шпинделя, а требуемую частоту вращения в выбранном диапазоне устанавливают рукояткой 14, которую перемещают в одно из шести фиксированных положений.
Величину подачи устанавливают рукоятками 10 и 11. Каждая из рукояток имеет четыре фиксированных положения, обозначенных римскими цифрами (рукоятка 10) и латинскими буквами (рукоятка 11). Величины подач и соответствующие им положения рукояток указаны в таблице, расположенной на передней бабке станка. При настройке станка следует учитывать, что поперечная подача составляет половину продольной, указанной в таблице. Электрическое питание к станку подводится через шкаф 1 с электрооборудованием.
Приспособления для токарной обработки.
Наиболее часто для закрепления заготовок для их обработки на токарном станке применяют трехкулачковые самоцентрирующиеся патроны и центры.
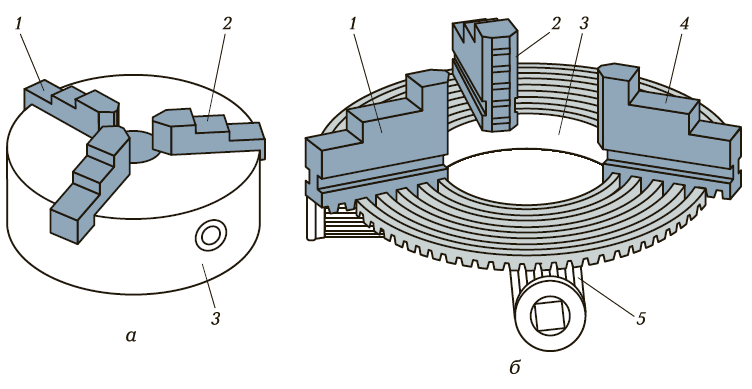
Самоцентрирующийся трехкулачковый патрон (рис. 2, а) состоит из корпуса 3 с пазами, в которых перемещаются кулачки 1 и 2. Перемещение кулачков от периферии к центру патрона происходит при помощи спиральной нарезки, выполненной в диске 3 (рис. 2, б). Диск приводится во вращение специальным ключом, который устанавливают в отверстие зубчатого колеса 5. Это колесо находится в зацеплении с диском 3. Кулачки 1, 2 и 4 изготавливают ступенчатыми, позволяющими закреплять заготовки с базированием по внутреннему диаметру. Для повышения износостойкости кулачки подвергают закалке.
Рис. 2. Самоцентрирующийся трехкулачковый патрон: а — общий вид: 1, 2 — кулачки; 3 — корпус; б — устройство: 1, 2, 4 — кулачки; 3 — диск со спиральной нарезкой; 5 — зубчатое колесо
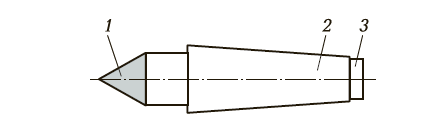
Различают два типа центров — жесткие и вращающиеся.
Жесткий центр (рис. 3) состоит из рабочей части 1, представляющей собой конус с углом при вершине 60°, хвостовой части 2, обеспечивающей соединение конуса со шпинделем или пинолью задней бабки. Для извлечения центра из отверстия шпинделя и пиноли задней бабки служит опорная часть 3, диаметр которой меньше диаметра хвостовой части присоединительного конуса, что позволяет удалить центр без повреждения его конической части.
Вращающиеся центры (рис. 4) находят широкое применение при обработке на токарно-винторезных станках, однако, следует иметь в виду, что они снижают точность обработки.
Вращающийся центр состоит из корпуса 4 с коническим хвостовиком, в котором установлены два шариковых 3 и 5 и один роликовый 2 подшипники. В подшипниках устанавливают вращающийся центр 1.
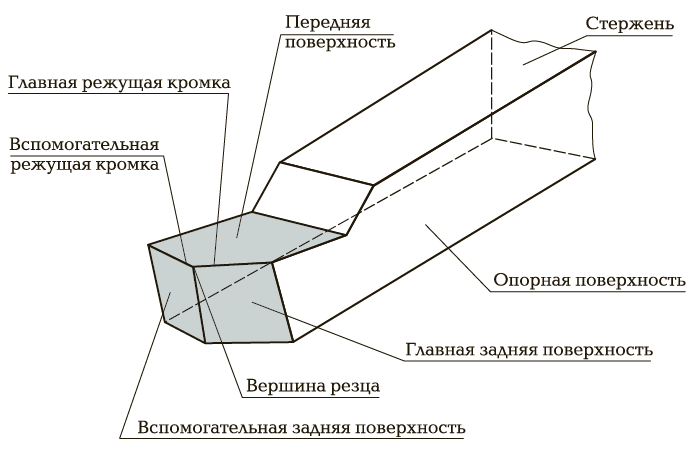
Токарные резцы, их конструкция и назначение. Токарный резец (рис. 5) состоит из головки, являющейся его рабочей частью, и стержня, служащего для закрепления резца в резцедержателе.
Рабочую часть резца изготавливают из материалов высокой твердости: быстрорежущие стали и твердые сплавы. Выбор материала рабочей части зависит от твердости материала обрабатываемой заготовки и выбирается по справочным таблицам.
Рис. 5. Токарный резец.
Для обеспечения процесса резания поверхности, ограничивающие рабочую часть резца, должны быть расположены под определенными углами: передняя поверхность под углом 1 …2° к горизонтали, главная и вспомогательная задние поверхности — соответственно под углами 12… 15 и 7… 10° к вертикали.
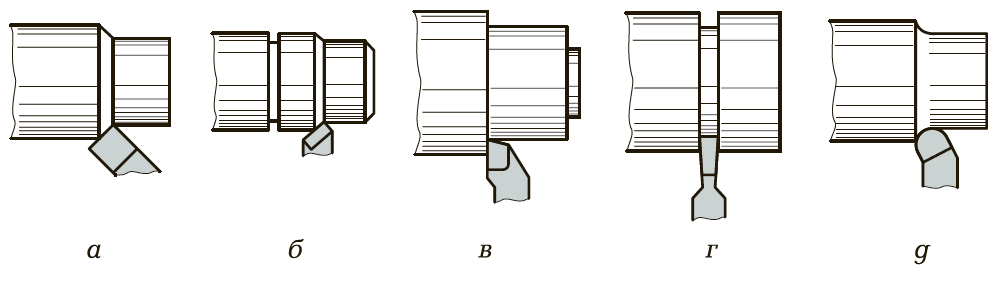
Конструкция токарного резца (рис. 6) зависит от характера выполняемых работ:
проходные (прямой и отогнутый) — для обработки гладких цилиндрических поверхностей (рис. 6, а и б);
проходной упорный — для обработки ступенчатых цилиндрических поверхностей (рис. 6, в);
прорезной (отрезной) — для обработки канавок и отрезания заготовок (рис. 6, г);
фасонный — для обработки галтелей (рис. 6, д).
Рис. 6. Конструкции токарных резцов: а, б, в — проходные отогнутый, прямой и упорный соответственно; г — прорезной (отрезной); д — фасонный
Режимы резания.
Режимы резания при токарной обработке характеризуются скоростью резания v, подачей S и глубиной резания t.
Скорость резания — линейная скорость точки на поверхности заготовки, наиболее удаленной от оси ее вращения, — измеряется в метрах в минуту (м/мин) и рассчитывается по формуле v = πDn/1000, где π — постоянная величина, равная 3,14; D — диаметр обрабатываемой заготовки, мм; п — частота вращения шпинделя, мин-1; 1000 — постоянная величина, обеспечивающая перевод миллиметров, в которых измеряют диаметр заготовки, в метры, так как скорость резания измеряется в метрах в минуту.
Подача— отношение расстояния, пройденного рассматриваемой точкой режущего инструмента или заготовки вдоль траектории этой точки в движении подачи, к соответствующему числу циклов, измеряется в миллиметрах на оборот заготовки (мм/об).
Глубина резания — толщина слоя материала, снимаемого с поверхности заготовки за один ход инструмента, измеряют в миллиметрах (мм).
Выбор режимов резания заключается в определении значений скорости резания, подачи и глубины резания, позволяющих максимально использовать технологические возможности станка и режущего инструмента для получения поверхности с высокой точностью геометрических размеров и формы и малой шероховатостью обработанной поверхности.
Выбор режимов резания осуществляется, как правило, в следующем порядке:
выбирается глубина резания в соответствии с припусками на обработку, которая должна быть выполнена с минимальным количеством ходов;
определяется подача с учетом прочности механизма подач и жесткости заготовки (ддя черновой обработки), а также требуемой шероховатости поверхности, геометрии инструмента и материала заготовки (для чистовой обработки);
устанавливается допускаемая скорость резания с учетом глубины резания и подачи, а также мощности станка, материала заготовки;
рассчитывается частота вращения шпинделя по формуле п = 1000v/(πD) и устанавливается на коробке скоростей станка. Причем, если величина частоты вращения, полученная расчетным путем, не совпадает с паспортными данными станка, то выбирают ближайшее, наименьшее по величине, её значение.
При определении режимов резания следует использовать специальные справочные таблицы для определения глубины резания, подачи и скорости резания.
Работы, выполняемые на токарных станках. Токарные станки позволяют заменить трудоемкие ручные слесарные операции механизированной обработкой. На токарных станках может быть выполнена обработка цилиндрических и конических поверхностей (гладких и ступенчатых); подрезание торцов, протачивание канавок и отрезание заготовок; внутренних поверхностей (сквозных и глухих) сверлением, зенкерованием, развертыванием; нарезание наружных и внутренних резьб; накатывание рифлений; доводка наружных и внутренних цилиндрических и конических поверхностей; навивка пружин; рихтовка проволоки.
Организация рабочего места токаря.
Правильная организация рабочего места определяет порядок расположения приспособлений, инструментов, заготовок и обработанных деталей, при котором достигается наивысшая производительность труда при минимальных затратах физической, нервной и умственной энергии работника.
На рабочем месте не должно быть ничего, что не используется при выполнении работы. Все предметы, применяемые в процессе обработки (заготовки, инструменты, приспособления), должны иметь постоянное место расположения, причем то, что используется чаще, должно располагаться ближе к зоне обработки в наиболее удобных местах. Правильно организованное рабочее место оказывает существенное влияние на сокращение вспомогательного времени.
Планировка рабочего места зависит от ряда факторов, в том числе от типа станка и его размеров, размеров и формы обрабатываемых заготовок, типа и организации производства. Наиболее часто применяют два типа планировки рабочего места:
инструментальный шкаф (тумбочка) располагается справа от работающего, а стеллажи для заготовок и обработанных деталей — слева. Такая планировка целесообразна в тех случаях, когда обработка ведется в центрах и установка заготовок на станке осуществляется левой рукой;
инструментальный шкаф (тумбочка) располагается слева от работающего, а стеллажи для заготовок и обработанных деталей — справа. Такая планировка используется в тех случаях, когда обрабатывают тяжелые или длинные заготовки, установка которых осуществляется двумя руками.
Безопасность работ для токаря.
Для обеспечения безопасности выполнения работ необходимо:
убедиться в наличии защитных ограждений и средств индивидуальной защиты;
надежно закреплять обрабатываемую заготовку и режущий инструмент;
отключать электрический привод в момент снятия и установки заготовки на станок;
удалять стружку со станка только с использованием крючка и щетки;
следить за исправностью электрической системы станка, в случае возникновения неисправностей работу следует прекратить.
Обработка резьбовых поверхностей — это операция, которая осуществляется посредством снятия слоя материала (стружки) с обрабатываемой поверхности или без снятия стружки, т. е. пластическим деформированием. В первом случае речь идет о нарезании резьбы, а во втором — о ее накатывании. При сборке и ремонте оборудования и проведении монтажных работ применяется нарезание или накатывание резьбы вручную или с помощью ручных механизированных инструментов.
Резьбовой стержень, имеющий на всей длине или на некоторой ее части винтовую поверхность, называют винтом, а отверстие, имеющее винтовую поверхность, — гайкой.
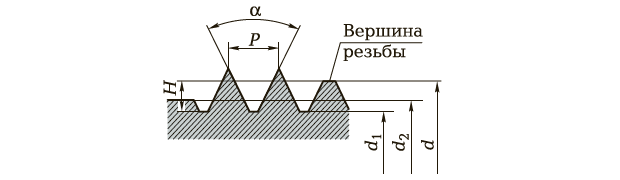
Элементы резьбы (рис. 1) — определенные числовые параметры, характеризующие резьбу.
Шаг резьбы Р — это расстояние в миллиметрах между вершинами двух соседних витков резьбы, измеренное параллельно ее оси.
Высота профиля Н — расстояние от вершины резьбы до основания профиля, измеренное в направлении, перпендикулярном оси резьбы.
Рис. 1. Элементы треугольной резьбы: α — угол профиля; Р — шаг резьбы; d — наружный диаметр резьбы; d1 — внутренний диаметр резьбы; d2 — средний диаметр резьбы; Н — высота профиля резьбы
Рис. 3.24. Элементы треугольной резьбы: а — угол профиля; Р — шаг резьбы; d — наружный диаметр резьбы; d1 — внутренний диаметр резьбы; d2 — средний диаметр резьбы; Н — высота профиля резьбы
Наружный диаметр резьбы d — это наибольший диаметр резьбы, который измеряют по ее вершинам в направлении, перпендикулярном оси.
Внутренний диаметр резьбы — это наименьшее расстояние между противоположными впадинами резьбы, измеренное перпендикулярно оси.
Средний диаметр резьбы d2 — это диаметр условной окружности, проведенной посередине профиля резьбы между дном впадины и вершиной выступа, измеренный в направлении, перпендикулярном оси.
Инструменты и приспособления для нарезания наружной и внутренней резьбы вручную. Для нарезания наружной и внутренней резьбы вручную применяют специальные резьбонарезные инструменты (метчики и плашки) и приспособления, позволяющие создать вращающий момент на инструменте, необходимый для обеспечения сил резания в процессе обработки.
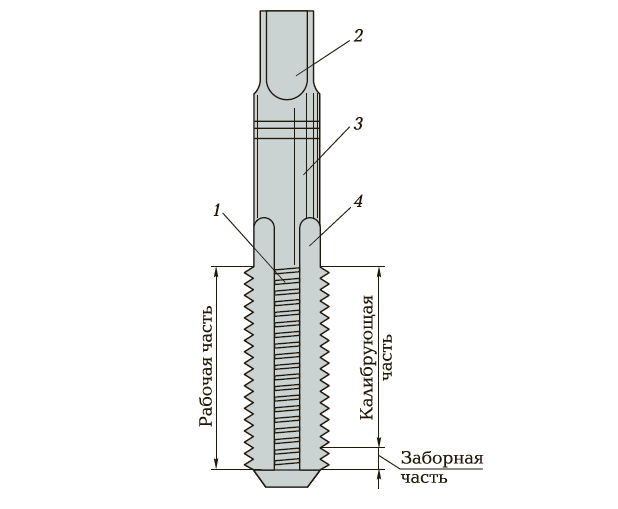
Метчик (рис. 2) состоит из двух частей: рабочей, которая обеспечивает процесс резания, и хвостовой, на конце которой выполнен квадратный выступ для установки воротка. Рабочая часть метчика включает в себя режущую (заборную) часть, которая обеспечивает удаление основного припуска на обработку, и калибрующую, осуществляющую окончательную обработку резьбы. Метчики для ручного нарезания резьбы изготавливают в виде комплектов из двух-трех штук (черновой, средний и чистовой), которые помечают круговыми рисками на хвостовой части (одна, две и три риски соответственно).
Для создания крутящего момента на режущем инструменте (метчике) применяют специальные приспособления — воротки различных конструкций.
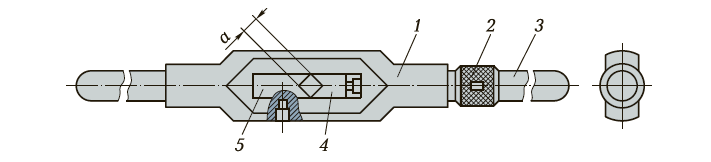
Универсальный вороток (рис. 3) представляет собой рамку с двумя сухарями — подвижным и неподвижным, образующими квадратное отверстие и обеспечивающими закрепление хвостовой части метчика.
Рис. 3. Раздвижной вороток: 1 — рамка; 2 — муфта; 3 — рукоятка; 4, 5 — соответственно подвижный и неподвижный сухарь; а — сторона квадрата
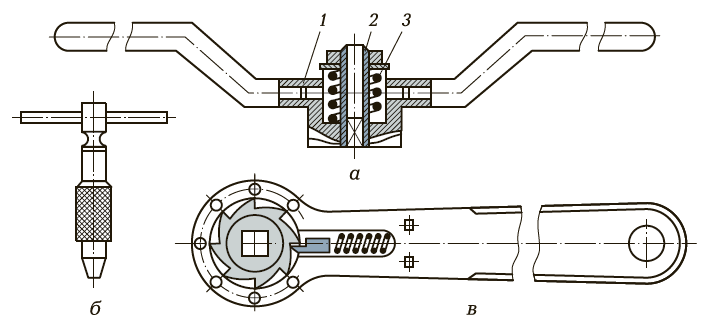
Вороток с выключающимися кулачками (предохранительный)(рис. 4, а) позволяет предохранять метчик от поломок за счет выведения из зацепления кулачков корпуса и втулки, когда усилие, передаваемое воротком, превышает допустимое.
Торцевой вороток (рис. 4, б) применяют при нарезании резьбы в труднодоступных местах, так как он позволяет работать одной рукой.
Вороток с трещоткой (рис. 4, в) служит для нарезания резьбы в труднодоступных местах, когда за один раз вороток может быть повернут на небольшой угол.
Рис. 4. Воротки: а — предохранительный: 1 — корпус; 2 — втулка; 3 — пружина; б — торцевой; в — с трещоткой
Плашка — инструмент для нарезания наружной резьбы, состоящий из двух частей: заборной и калибрующей. Их назначение такое же, как и у соответствующих частей рабочей части метчика. При ручном нарезании резьбы применяют плашки различных конструкций.
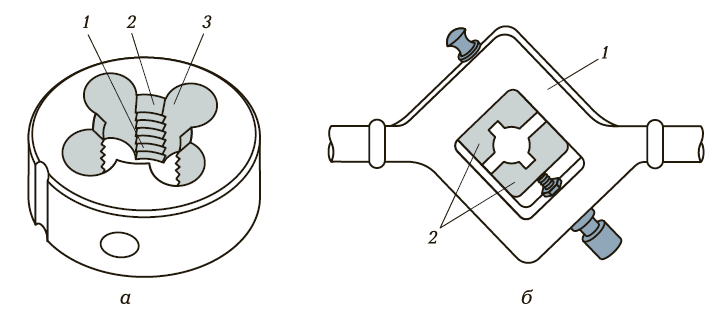
Круглые плашки (рис. 5, а) представляют собой резьбовое кольцо с несколькими канавками для образования режущих кромок и отвода стружки. Их изготавливают цельными и разрезными. Благодаря своим пружинящим свойствам плашки позволяют регулировать величину среднего диаметра нарезаемой резьбы.
Квадратные плашки (рис. 5, б) состоят из двух половин, которые укрепляют в специальной рамке с рукоятками — клуппе.
Клупп обеспечивает возможность регулирования среднего диаметра нарезаемой резьбы.
Для создания вращательного момента и обеспечения процесса резания при нарезании наружной резьбы плашками применяют специальные приспособления — воротки (для круглых плашек) и клуппы (для разрезных плашек).
Вороток для круглых плашек (рис. 6) представляет собой круглую рамку с выточкой, в которой помещается круглая плашка, удерживаемая от проворачивания при помощи трех стопорных винтов. Четвертый винт позволяет регулировать средний диаметр резьбы при применении для ее нарезания разрезной круглой плашки.
Рис. 6. Вороток для круглых плашек.
Клупп (см. рис. 5, б) представляет собой квадратную рамку с выступами, в которые входят пазы плашки. Одну из половин плашки можно перемещать при помощи винта, регулируя величину среднего диаметра нарезаемой резьбы.
Ручной механизированный инструмент для нарезания внутренней резьбы может быть оснащен как пневматическим, так и электрическим приводом.
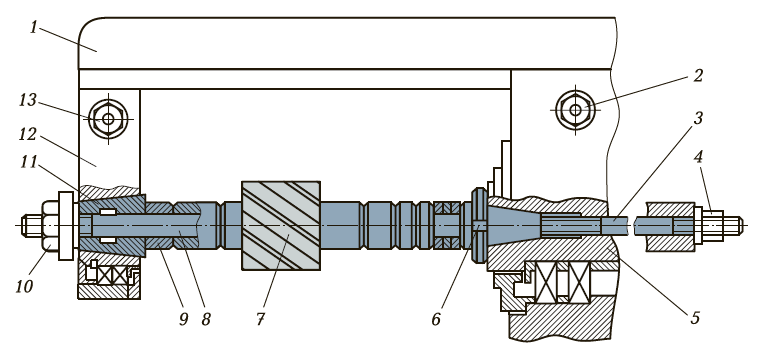
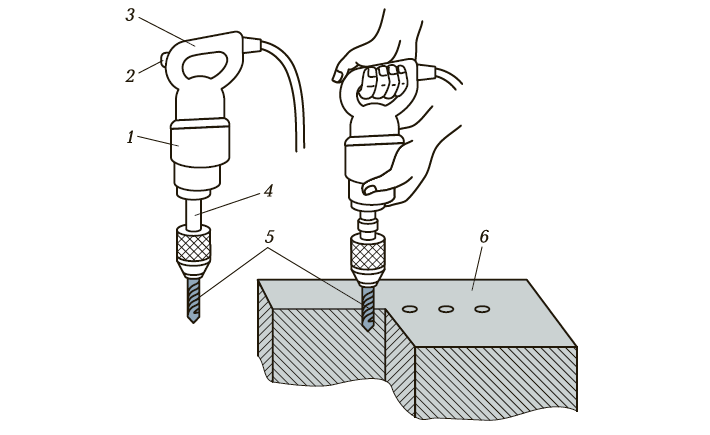
Резьбонарезатель с пневматическим приводом (рис. 7) предназначен для нарезания резьбы небольшого диаметра. Пневматический двигатель 1 приводит во вращение шпиндель 4. При нажатии на рукоятку 3 корпуса происходит нарезание резьбы. При ослаблении нажатия на рукоятку 3 шпиндель 4 под воздействием пружины смещается и происходит реверсирование его движения. При этом метчик 5 ускоренно вывинчивается из отверстия заготовки 6. Включение инструмента осуществляется нажатием на курок 2.
Резьбонарезатель с электрическим приводом (рис. 8) снабжен встроенным электрическим двигателем, реверсивным механизмом и редуктором.
Рис. 8. Резьбонарезатель с электрическим приводом
Подготовка стержней и отверстий под нарезание резьбы. В процессе нарезания резьбы происходит не только удаление слоя материала с поверхности заготовки, но и пластическое деформирование обрабатываемой поверхности, которое сопровождается выдавливанием части металла заготовки из впадин витков резьбы к вершинам. Это явление должно учитываться при определении диаметров стержней и отверстий под нарезание резьбы. Поэтому размеры заготовок целесообразно определять при помощи справочных таблиц, в которых они приводятся с учетом всех факторов, влияющих на процесс резания.
На практике диаметр отверстия под резьбу выбирают равным ее номинальному размеру, уменьшенному на величину шага. Например при нарезании резьбы М10 диаметр отверстия должен быть 10 — 1,5 = 8,5 мм.
При нарезании наружной резьбы диаметр стержня должен быть меньше номинального диаметра резьбы на 0,1 …0,2 мм в зависимости от ее размера.
При обработке наружной и внутренней резьбы необходимо придерживаться ряда правил.
Нарезание резьбы вручную необходимо выполнять при обильном смазывании метчика или плашки машинным маслом.
При нарезании резьбы вручную следует периодически срезать образующуюся стружку обратным ходом метчика или плашки на 1/2 оборота.
После нарезания резьбы необходимо произвести контроль ее качества: внешним осмотром (не допуская задиров и сорванных ниток) и резьбовым калибром, проходная часть которого должна навинчиваться легко, от руки.
Правила нарезания наружной резьбы вручную сводятся к следующему.
Проверить перед нарезанием резьбы диаметр стержня, который должен быть меньше номинального размера резьбы на 0,1 …0,2 мм.
Выполнить на вершине стержня заборную фаску таким образом, чтобы она была концентрична оси стержня. При этом ее диаметр не должен быть меньше внутреннего диаметра резьбы, а угол наклона относительно оси стержня должен составлять 60°.
Следует закреплять стержень в тисках прочно, проверяя его перпендикулярность зажимным губкам при помощи угольника.
Правила обработки внутренней резьбы вручную следующие.
Проверить соответствие глубины отверстия требованиям чертежа при нарезании глухой резьбы.
Проверить при помощи угольника перпендикулярность оси метчика плоскости заготовки, в отверстии которой нарезается резьба.
Использовать при нарезании резьбы все метчики комплекта.
Периодически очищать от стружки глухие отверстия при нарезании в них резьбы.
Нарезание резьбы на трубах осуществляется с применением специальных инструментов — клуппов и резьбонарезных гребенок.
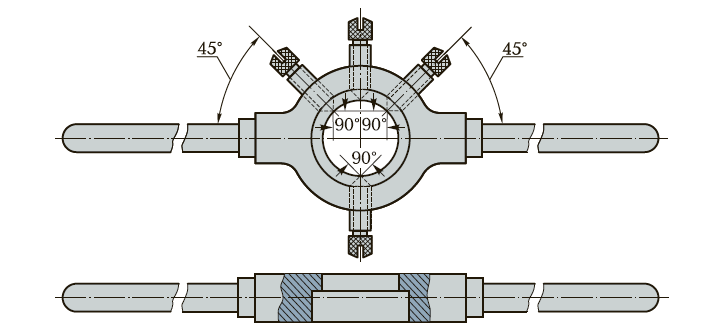
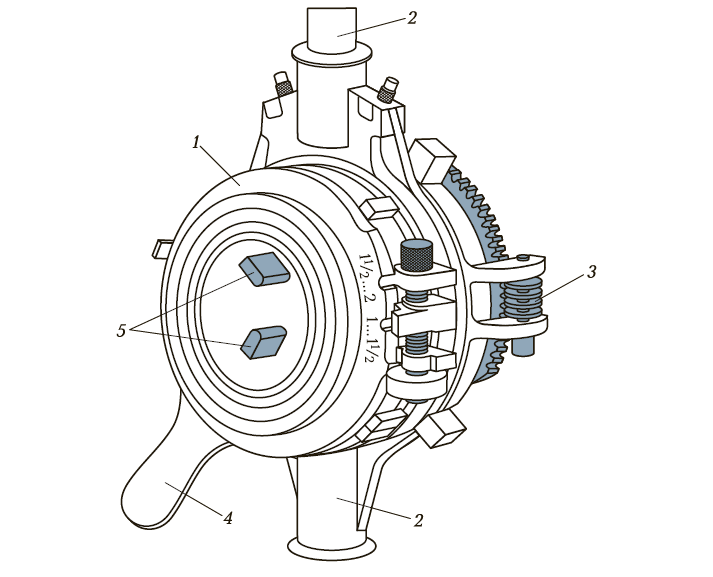
Клупп с раздвижными плашками (рис. 9) — устройство, наиболее часто применяемое для нарезания наружной резьбы на трубах. Клупп комплектуют набором раздвижных плашек для нарезания резьбы диаметром 1/2…3/4; 1…11/4; и 11/2 …2″. Клупп смонтирован таким образом, что перемещающиеся в его корпусе 1 четыре плашки 5 могут одновременно приближаться к центру или расходиться от него. Перемещение плашек обеспечивается специальным поворотным устройством, приводимым в действие рукояткой 4. Точная установка плашек на размер нарезаемой резьбы производится по лимбу, размещенному на корпусе, а установочные перемещения осуществляются за счет червячной передачи 3. После установки положение плашек фиксируют специальным устройством — «собачкой». Усилие резания передается на инструмент при помощи рукояток 2.
Круглая резьбонарезная гребенка (рис. 10, а) применяется для нарезания трубной резьбы на токарных и сверлильных станках. Гребенки выпускаются комплектами из четырех штук. Нарезание резьбы производится с применением специальной винторезной самооткрывающейся головки (рис. 10, б).
Рис. 10. Круглая резьбонарезная гребенка (а) и самооткрывающаяся головка для ее крепления (б)
Для облегчения работы инструмента, повышения качества получаемой при нарезании резьбы применяют СОТС. Их выбор зависит от материала обрабатываемой заготовки. Например, для охлаждения стальных заготовок (конструкционная, инструментальная и легированная сталь) применяют эмульсию. Для охлаждения чугуна и алюминия следует использовать керосин. Нарезание резьбы в медных, латунных и бронзовых заготовках может производиться без охлаждения.