

В зависимости от конструкции различают шпоночные соединения с призматическими (рис. 1, а), сегментными (рис. 1, б), направляющими (рис. 1, в), скользящими (рис. 1, г) и клиновыми (рис. 1, г) шпонками.
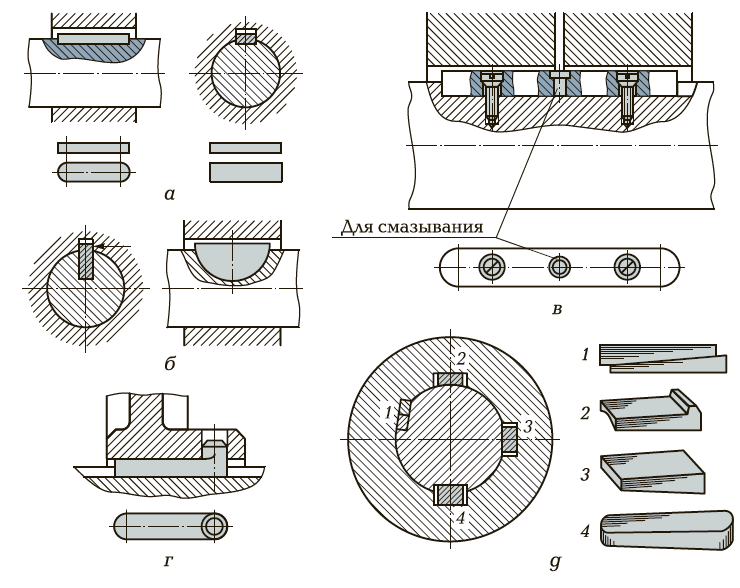
а — призматическая; б — сегментная; в — направляющая; г — скользящая; д — клиповые: 1 — тангенциальная; 2 — фрикционная; 3— на лыске; 4 — врезная
Призматические и сегментные шпонки применяют на валах небольших размеров для передачи малых мощностей.
Направляющие шпонки используют для соединения деталей, перемещающихся вдоль оси вала.
Скользящие шпонки имеют цапфу, которая входит в отверстие детали, перемещаемой по валу. При изменении положения детали на валу шпонка перемещается вдоль вала.
Клиновые шпонки представляют собой клин прямоугольного сечения с уклоном 1:100. Служат для неподвижного в осевом направлении закрепления детали на валу. Клиновые шпонки плохо центрируются, вызывая перекос деталей, поэтому применяются только на валах неответственных тихоходных передач.
Входной контроль деталей шпоночного соединения.
Входной контроль деталей производится в условиях единичного и мелкосерийного производства. Контролю подлежат следующие параметры: глубина паза, положение сторон шпоночного паза относительно его оси, перекос паза относительно оси вала.
Контроль глубины шпоночного паза на валу осуществляется при помощи шаблона и щупа (рис. 2, а).
Контроль положения боковых сторон шпоночного паза относительно его оси осуществляется при помощи клиновых плиток, которые укладывают в паз, а затем щупом контролируют зазоры в точках I и II (рис. 2, б). При отсутствии перекоса боковых стенок зазоры должны быть одинаковыми.
Перекос паза относительно оси вала контролируют индикаторным прибором (рис. 2, в). При отсутствии перекоса размер 1 на одном и другом конце вала будет одинаковым.
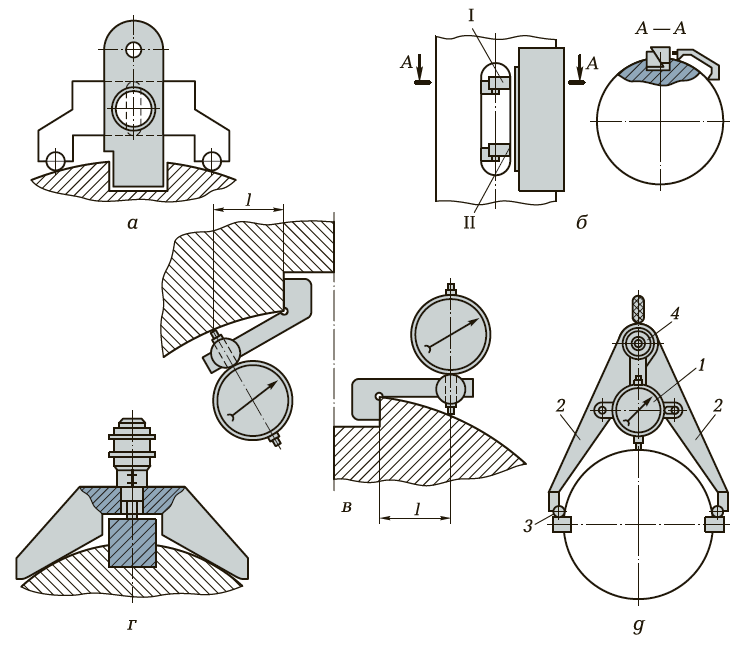
а — глубины шпоночного паза; б — положения боковых стенок паза относительно его оси: I и II — точки измерения; в — перекоса паза относительно оси вала: 1 — расстояние от стенки паза до измерительного наконечника индикатора; г— высоты выступающей части; д — взаимного расположения шпонок на валу: 1 — индикатор; 2 — раздвижные ножки; 3 — цилиндрический валик; 4 — винт
Последовательность выполнения работ при сборке шпоночных соединений.
Последовательность выполнения работ зависит от конструкции шпоночного соединения.
Сборка соединений с призматическими шпонками выполняется в следующей последовательности:
- снимают заусенцы и притупляют острые края шпонок и пазов под них;
- пригоняют шпонку по пазу вала в соответствии с посадкой, указанной на чертеже;
- пригоняют шпоночный паз ступицы по шпонке в соответствии с посадкой, указанной на чертеже;
- устанавливают шпонку в паз вала, используя молоток с мягкой вставкой;
- проверяют отсутствие бокового зазора между шпонкой и боковой поверхностью паза при помощи щупа;
- проверяют наличие радиального зазора между шпонкой и ступицей при помощи щупа.
Сборка соединений с сегментной шпонкой выполняется так же, как и сборка соединений с призматической шпонкой. Только после установки сегментной шпонки на вал необходимо проверить параллельность направляющей поверхности шпонки оси вала.
При сборке соединений с направляющими шпонками помимо операций, предусмотренных при установке призматических шпонок, следует, используя отверстия под винты, выполненные в шпонке в качестве кондуктора, просверлить отверстия в пазу вала и нарезать в них резьбу для крепежных винтов, после этого закрепить шпонку в пазу вала.
Сборка соединений со скользящими шпонками осуществляется в следующей последовательности:
- снять заусенцы с паза ступицы;
- проверить расположение шпоночного паза и отверстия под выступ шпонки в ступице на соответствие чертежу;
- проверить соответствие размеров шпонки требованиям чертежа;
- пригнать шпонку по пазу ступицы;
- установить шпонку в паз ступицы так, чтобы ее выступ попал в отверстие в пазе;
- проверить отсутствие зазора между стенками паза и шпонкой;
- снять заусенцы с паза вала;
- проверить размеры паза вала на соответствие чертежу;
- проверить параллельность боковых поверхностей и дна паза вала его оси;
- пригнать паз вала по шпонке;
- установить ступицу с запрессованной в нее шпонкой на вал;
- проверить качество сборки: при перемещении ступицы вдоль вала не должно наблюдаться заедания и качания ступицы относительно вала.
Сборка соединений с клиновыми шпонками осуществляется следующим образом:
- снять заусенцы с пазов вала и ступицы;
- снять заусенцы со шпонки;
- пригнать шпонку по дну паза ступицы;
- проверить параллельность основания клиновой шпонки оси ступицы;
- установить ступицу на вал;
- установить шпонку одновременно в пазах вала и ступицы, ударяя по ней молотом, используя при этом прокладку из мягкого материала;
- проверить собранное соединение на радиальное и осевое биение с помощью индикатора часового типа.