

Шлицевые отверстия широко распространены в машиностроении. Они используются для обеспечения подвижных и неподвижных соединений типа «вал — втулка» и передачи больших крутящих моментов. Из-за сложной формы шлицевых отверстий обработка их протягиванием предпочтительнее других способов (долбление, строгание и т.д.), так как обеспечивает более высокие производительность, точность размеров и взаимного расположения поверхностей.
Формы пазов шлицевых отверстий могут быть: а) прямобочные (рис. 1, а); б) эвольвентные; в) трапецеидальные; г) елочные (треугольные) и др.
Шлицевые протяжки внешне похожи на шлицевые валы, шлицы которых превращены в режущие зубья путем прорезания стружечных канавок и создания передних и задних углов. Для удаления срезаемого припуска во впадинах шлицев высота зубьев h переменна. При использовании одинарной схемы резания каждый последующий зуб выше предыдущего на величину подъема az.
В зависимости от глубины пазов, определяющих толщину срезаемого припуска, шлицевые протяжки изготавливаются комплектами из двух, трех и более штук. При этом условия деформации срезаемого слоя очень тяжелые, так как стружка снимается с нескольких поверхностей пазов. Это также ухудшает ее свертываемость и размещение в стружечных канавках. Из-за большой усадки стружка часто заклинивается в пазах и ухудшает обработанную поверхность.
Из сказанного следует, что при использовании одинарной схемы резания подъемы на зуб должны быть очень малы (az = 0,03…0,06 мм), а длины режущих частей протяжек — велики.
Рассмотрим особенности конструкций шлицевых протяжек на примере протяжек, применяемых для протягивания прямобочных шлицевых пазов.
На рис. 1, а, б показаны шлицевое отверстие и протяжка в сечении, нормальном к ее оси, а на рис. 1, в, г — распределение припуска при одинарной схеме резания и форма зуба протяжки.
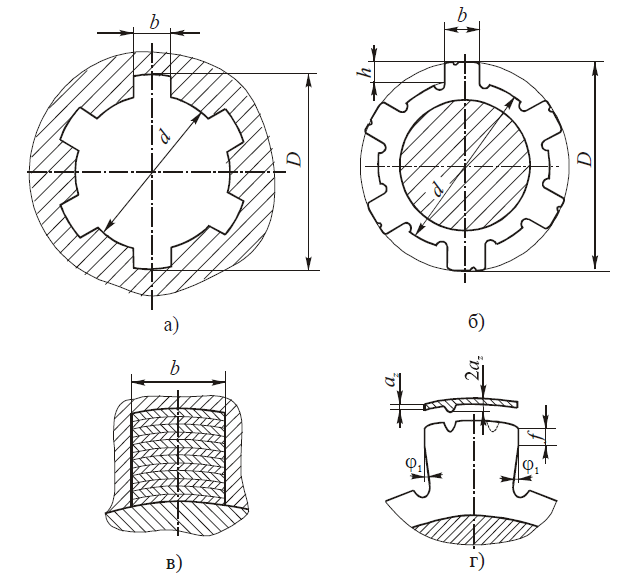
а — шлицевое отверстие; б — шлицевая протяжка; в — одинарная схема резания; г — зуб шлицевой протяжки
Отверстие под протягивание получают растачиванием, зенкерованием или развертыванием. Образование пазов по наружному диаметру производится по профильной схеме резания, а по боковым сторонам — по генераторной схеме. При ширине шлицевого паза свыше 6 мм на главных режущих кромках при переходе от одного зуба к другому в шахматном порядке выполняют одну или две стружкоразделительные канавки. В отличие от круглых протяжек, у шлицевых протяжек стружкоразделительные канавки делают на всех режущих и даже на калибрующих зубьях. Для снижения трения шлицевых выступов зубьев протяжки о боковую поверхность пазов выполняется вспомогательный угол в плане на боковых сторонах зуба φ1 = 1°30’…2° с оставлением фаски шириной f = 0,8…1,0 мм для лучшего направления протяжки в отверстии (рис. 1, г). Это делается в том случае, когда высота зуба больше 1,5 мм. Такой конструкции шлицевой протяжки свойственны те же недостатки, что и круглым протяжкам с одинарной схемой резания. В частности, наличие ребра жесткости на срезаемой стружке ухудшает ее свертываемость и не позволяет увеличивать подъем на зуб. Чтобы исправить этот недостаток шлицевых протяжек, была предложена групповая схема резания. Обычно она применяется в том случае, когда число шлицев больше 6…8, длина отверстия Lo > 30 мм, а глубины пазов большие. Такие протяжки изготавливаются диаметром до 450 мм.
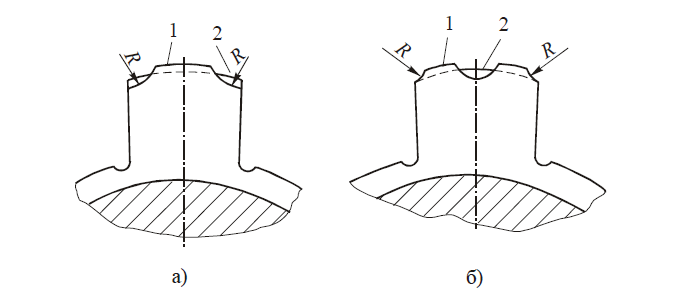
а — ширина зубьев b<18 мм; б — ширина зубьев b>18 мм (1 — первый зуб секции, 2 — второй зуб секции)
Суть групповой схемы резания заключается в том, что группа или секция состоит из двух зубьев (рис. 2): первый зуб с выкружками по уголкам является прорезным, а второй — зачистным. При этом второй зуб делают с занижением по диаметру на величину 0,03…0,04 мм. При ширине зубьев свыше 18 мм на первом зубе делают дополнительную выкружку посередине режущей кромки. Ширина стружки, снимаемая обоими зубьями, делится между ними. Снимаемая первым зубом стружка не имеет ребра жесткости, хорошо скручивается в канавках, не касаясь стенок отверстия. Второй зуб снимает узкие стружки, которые также хорошо скручиваются и легко удаляются из канавок в конце протягивания. Благодаря этому удалось увеличить подъем на черновых зубьях до az = 0,3 мм и за счет этого значительно сократить длину протяжки. На чистовых зубьях подъем на зуб az=0,010…0,015 мм. При этом разделение зубьев на секции не производят.
С целью повышения точности и качества шлицевых отверстий, а также сокращения числа протяжек в комплекте применяют комбинированные протяжки с режущей частью, состоящей из круглых, фасочных и шлицевых зубьев. Припуск, снимаемый этими зубьями, показан на рис. 3.
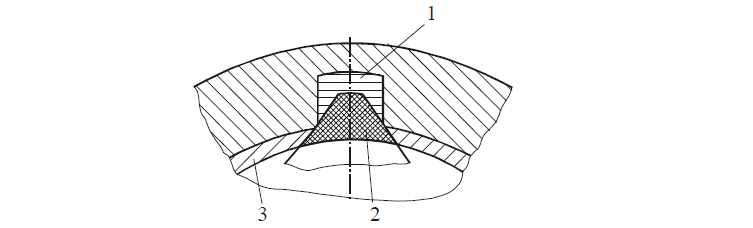
1 — шлицевыми; 2 — фасочными;3 — круглыми
Чаще всего вначале располагают фасочные зубья. Они удаляют значительную часть припуска из шлицевой впадины, формируют фаску у ее основания, предусмотренную чертежом, и выполняют функцию прорезных зубьев перед круглыми зубьями. Последние изготавливают без выкружек, со сплошной режущей кромкой.
Если снимается большой припуск и круглая часть протяжки может иметь большую длину, то для предотвращения возможного поворота заготовки после обработки круглого отверстия фасочные зубья лучше располагать между круглыми и шлицевыми. Этим обеспечивается точность расположения фасок относительно шлицевых пазов. Круглую часть в этом случае можно выполнить аналогичной протяжкам с групповой схемой резания.
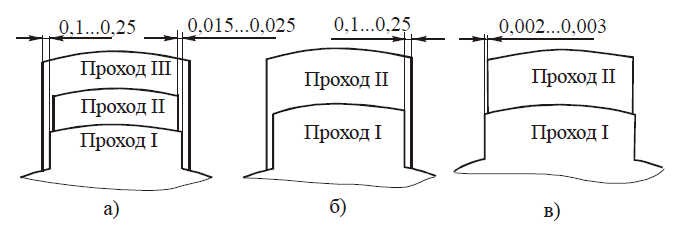
а — трех протяжек; б — двух протяжек; в — двух протяжек (Δb > 0,06 мм)
При больших размерах шлицевых пазов (по высоте и длине) и неизбежной при этом работе комплектами протяжек (рис. 4) могут применяться схемы распределения припуска между отдельными протяжками комплекта из трех и двух протяжек (допуск на ширину паза менее 0,05 мм) и двух протяжек (допуск больше 0,04…0,06 мм). Окончательная ширина паза обеспечивается последней протяжкой комплекта, а предыдущие протяжки для снижения сил трения и облегчения работы делаются по ширине зуба зауженными. При этом можно увеличить подъем на черновых зубьях до az = 0,12…0,30 мм.