

Развертки — это осевые многолезвийные режущие инструменты, применяемые для чистовой обработки отверстий. Точность отверстий после развертывания составляет JT8… JT6, а шероховатость поверхности — Ra1,25…0,32 мкм. При этом наилучшие результаты достигаются в случае двухкратного развертывания, когда первая развертка снимает 2/3 припуска, а вторая — оставшуюся 1/3. Такие же показатели можно получить и при шлифовании, однако после развертывания качество обработанной поверхности выше, так как на шлифованной поверхности остаются частицы абразива, которые приводят к ускоренному износу сопрягаемых деталей.
Кинематика рабочих движений при развертывании подобна сверлению и зенкерованию. В отличие от зенкеров, развертки имеют большее число зубьев (z = 6…14) и, как следствие, лучшее направление в отверстии. Они снимают значительно меньший припуск (t = 0,15…0,50 мм), чем при зенкеровании. С целью достижения минимальной шероховатости поверхности развертки при обработке сталей работают на низких скоростях резания (v = 4…12 м/мин), т.е. до области появления нароста. Тем не менее благодаря большому числу зубьев производительность при развертывании достаточно высока, так как машинное время уменьшается за счет увеличения числа зубьев:
tм = L0/szzn
где L0 — длина обрабатываемого отверстия, мм; sz — подача на зуб, мм; z — число зубьев; n — частота вращения развертки (заготовки), мин-1.
Для получения высокой точности отверстий развертки изготавливают с более жесткими допусками, чем зенкеры, а отверстия под развертывание получают сверлением, зенкерованием или растачиванием. Развертывание непосредственно после сверления используют только при обработке отверстий небольших диаметров (менее 3 мм).
Развертки классифицируют по следующим признакам:
а) вид привода — ручные и машинные;
б) способ крепления — хвостовые и насадные;
в) вид обрабатываемого отверстия — цилиндрические и конические;
г) вид режущего материала — быстрорежущие, твердосплавные и алмазные;
д) конструкция — цельные и сборные (со вставными ножами).
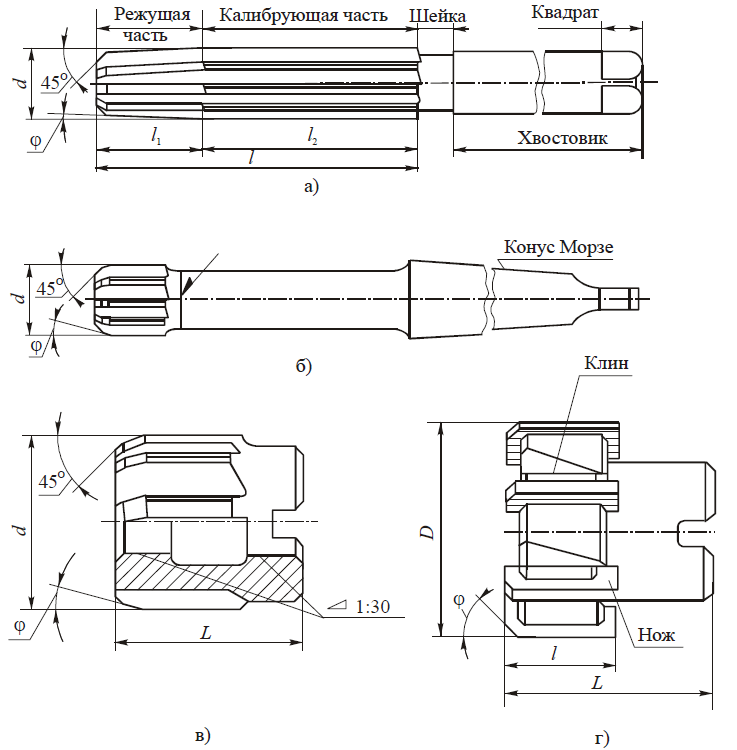
Ручными развертками (рис. 1, а) обрабатывают отверстия путем вращения инструмента вручную воротком, в который вставляется квадрат цилиндрического хвостовика. Эти развертки (d = 3…40 мм) изготавливают из инструментальной стали марки 9ХС. Для лучшего направления развертки в отверстии у нее затачивают большой длины заборный конус и калибрующую часть. В остальном конструкция ручных разверток не отличается от машинных.
Машинные концевые и насадные развертки цельные и сборные (рис. 1, б, в, г) применяют для обработки отверстий на сверлильных, токарных, револьверных, координатно-расточных и других станках. Хвостовики машинных разверток бывают цилиндрические (d = 1…9 мм) и конические (d = 10…32 мм) с относительно длинной шейкой и конусом Морзе. Хвостовики разверток изготавливают из конструкционных сталей 45 или 40Х и соединяют с рабочей частью из быстрорежущей стали сваркой. Насадные развертки крепятся на оправках. При этом коническое посадочное отверстие (конусность 1:30) обеспечивает центрирование с высокой точностью. Для передачи крутящего момента на правом торце развертки делается паз под шпонку.