

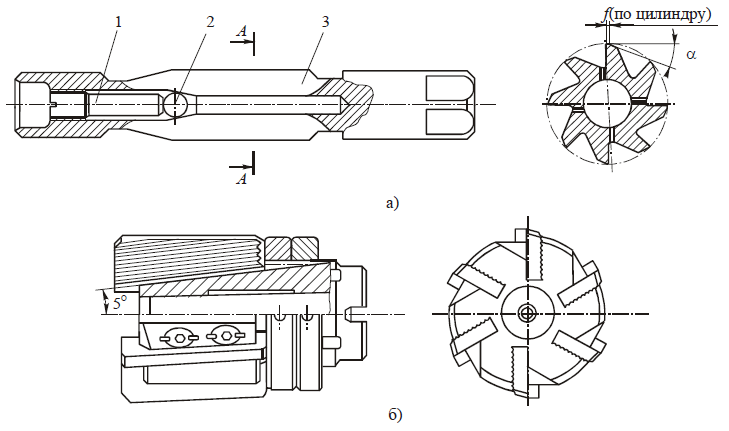
В ремонтном деле применяются цилиндрические ручные развертки, регулируемые по диаметру. Одна из конструкций такой развертки приведена на рис. 1, а. В корпусе 3 развертки, изготовленном из стали 9ХС, имеется отверстие, состоящее из конической и цилиндрической частей, в которое помещается шарик 2, передвигаемый регулировочным винтом 1 вдоль оси. Между зубьями по впадине сделаны продольные прорези. По мере перемещения шарика винтом за счет упругих деформаций стенок развертки увеличивается диаметр калибрующей части развертки. Величина Δ регулирования диаметра небольшая и берется в зависимости от диаметра развертки, например, для d = 10…20 мм Δ = 0,25 мм, для d = 20…30 мм Δ = 0,4 мм, для d = 30…50 мм Δ = 0,5 мм.
Машинные развертки, изготавливаемые насадными сборными (рис. 1, б), можно регулировать по диаметру за счет перестановки ножей по рифлениям. Более тонкую регулировку можно осуществить путем перемещения ножей с рифлениями вдоль пазов, наклоненных под углом 5° к оси развертки. У таких инструментов ножи упираются торцами в регулировочную гайку с контргайкой, а их закрепление осуществляется специальными эксцентриковыми кулачками, боковые стороны которых прошлифованы по архимедовой спирали.
Есть и другие конструкции сборных разверток. При их эксплуатации следует иметь в виду, что после каждой регулировки необходимы шлифовка и доводка развертки по диаметру, так как из-за жестких требований к точности разверток ее невозможно обеспечить только регулировкой.