
Развертки с кольцевой заточкой нашли широкое применение в тяжелом машиностроении благодаря высокой производительности и надежности в работе.
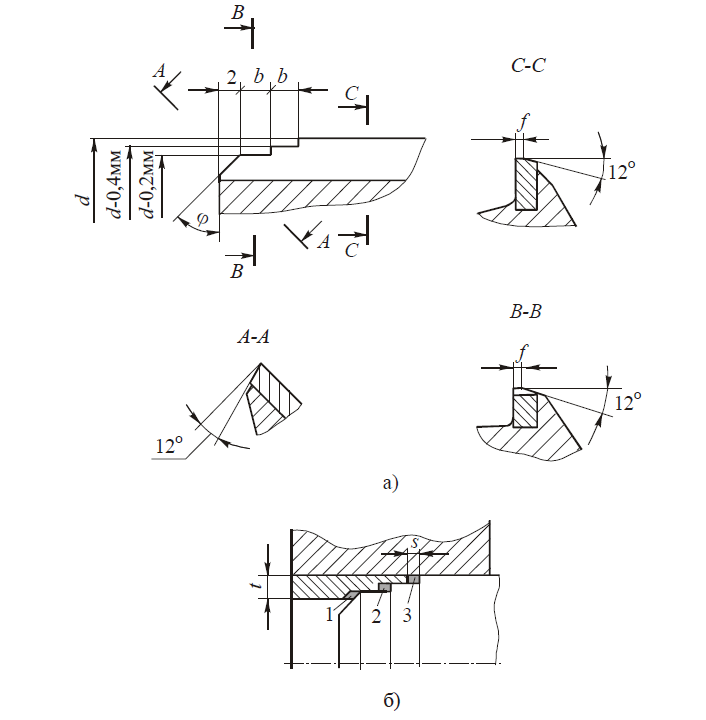
Режущая часть таких разверток (рис. 1, а) не имеет заборного конуса, а состоит из трех участков. В начале находится направляющий конус длиной до 2 мм с углом φ=45° и зубьями, заточенными с задним углом, равным α = 12°, снимающими припуск, как зенкер. Затем следуют второй и третий участки, выполненные в виде кольцевых поясков шириной b = 2…4 мм (в зависимости от размера развертки) и диаметром на 0,2…0,4 мм меньшим, чем диаметр калибрующей части. Главные режущие кромки, снимающие припуск, расположены на торцах уступов под углом φ = 90° к оси и имеют нулевой задний угол. Калибрующая часть — цилиндрическая, шлифуется по направляющим ленточкам шириной f без обратного конуса за одну установку. Число зубьев уменьшено, за счет чего увеличен объем стружечных канавок. В этом случае ориентировочно z = 1,5√d с последующим округлением до ближайшего четного числа. Расположение зубьев по окружности равномерное. Стружечные канавки прямые, но для обработки прерывистых поверхностей применяют винтовые канавки с направлением, обратным вращению развертки.
Благодаря тому, что главные режущие кромки расположены перпендикулярно к оси развертки (рис. 1, б), радиальная составляющая силы резания очень мала, а широкие кольцевые ленточки обеспечивают лучшее направление развертки в отверстии. При этом точность по диаметру при обработке стали составляет JT8, шероховатость поверхности — Ra1,25…0,63 мкм, а производительность по сравнению с обычными развертками выше на 50%. Благодаря простоте переточки по конусу и ленточкам такие развертки имеют большую стойкость, допуская от 10 до 20 переточек.
Крепление разверток в шпинделе станка жесткое, а биение и несоосность развертки с обрабатываемым отверстием должны быть не более 0,1 мм.
Развертки такой конструкции позволяют увеличить припуск под развертывание до 1 мм на сторону, причем их можно применять сразу после сверления, исключая операцию зенкерования.