

Котельные развертки (рис. 1) применяют при подготовке отверстий под заклепки в двух или более соединяемых листах. Они получили широкое распространение в котло-, корабле- и авиастроении, а также при изготовлении мостовых конструкций.
Котельные развертки работают в тяжелых условиях, так как из-за неизбежных несовпадений осей отверстий в пакетах листов приходится удалять большой припуск — до 1…2 мм на сторону, т.е. почти как при зенкеровании. При этом обрабатываемые материалы, как правило, вязкие и пластичные.
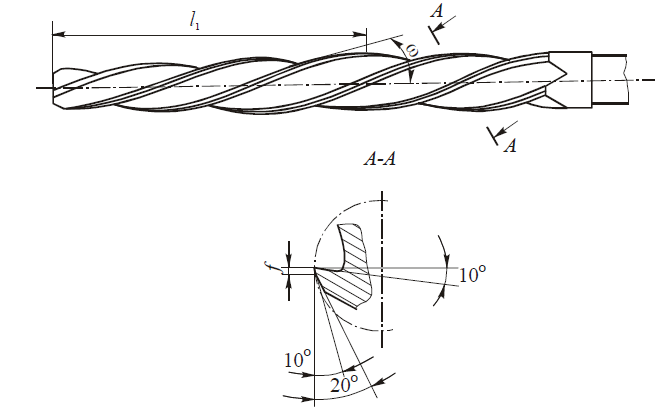
Для лучшего направления разверток в отверстии, снижения осевых усилий и уменьшения шероховатости поверхности используются винтовые зубья с углом ω=25…300 с направлением, обратным вращению инструмента. Котельные развертки имеют малый угол заборного конуса, равный 2φ = 3…5˚30′ и, соответственно, большую длину режущей части, равную 1/3…1/2 длины рабочей части инструмента. Число зубьев z = 4…6 при диаметре разверток d = 6…40 мм. Передний угол зубьев в сечении, перпендикулярном к винтовым канавкам, γ = 12… 15˚, задний угол α = 10˚. Зубья на калибрующей части имеют узкие направляющие ленточки шириной f = 0,2…0,3 мм с обратной конусностью 0,05…0,07 мм на 100 мм длины.
Котельные развертки изготавливают как ручные с цилиндрическим хвостовиком, так и машинные с коническим хвостовиком, устанавливаемые на радиально-сверлильных станках или на пневматических дрелях.
Для лучшего направления разверток иногда впереди их рабочей части предусматривают направляющие цапфы, как у зенковок. У разверток больших диаметров с целью обеспечения надежного дробления стружки на зубьях заборного конуса в шахматном порядке наносят стружкоделительные канавки.