

Конические развертки применяют для получения точных конических отверстий под штифты (конусность 1:50), конусы Морзе и метрические, посадочные отверстия насадных зенкеров и разверток (конусность 1:30) и др. Конические отверстия формируют либо из цилиндрических, полученных сверлением, либо из конических отверстий, полученных расточкой при обработке очень крутых конусов, например с конусностью 7:24.
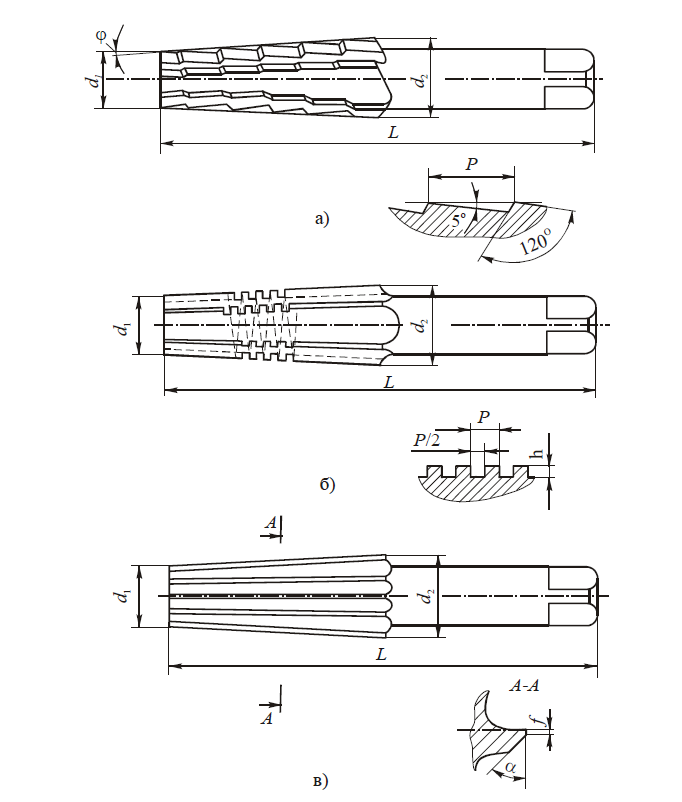
а — черновая (№ 1); б — промежуточная (№ 2); в — чистовая (№ 3)
Условия работы таких разверток очень тяжелые, так как у них длина режущих кромок, снимающих припуск, большая и равна длине образующей конуса, а толщина срезаемого слоя определяется перепадом диаметров.
Требования к точности конических отверстий достаточно высоки, так как от нее часто зависят прочность и герметичность соединяемых деталей, величина передаваемого крутящего момента и др. При этом точность обработанных отверстий обеспечивается точностью изготовления разверток.
В отличие от цилиндрических, у конических разверток отсутствует разделение на режущую и калибрующую части, так как зубья, расположенные на конической поверхности, являются одновременно и режущими, и калибрующими.
При обработке отверстий с конусностью большей 1:20 приходится снимать припуск такой большой величины, что его можно удалить только с помощью комплекта разверток.
На рис. 1 приведен комплект конических разверток из трех номеров, применяемый для обработки отверстий под конус Морзе.
Развертка №1 — черновая, имеет ступенчатую форму зубьев, расположенных по винтовой поверхности, которая совпадает по направлению с направлением вращения инструмента. Припуск снимается режущими кромками, расположенными на торцах зубьев, как при зенкеровании. После прохода такой развертки цилиндрическое отверстие превращается в ступенчатое. У развертки №1 стружечные канавки прямые, а их число равно 4…8 и зависит от диаметра конуса.
Развертка № 2 — промежуточная, имеет форму обрабатываемого отверстия. Ее режущие кромки делятся на отдельные мелкие участки прямоугольной резьбой, имеющей направление, обратное вращению инструмента. Шаг резьбы Р = 1,5…3,0 мм, ширина канавок Р/2, а глубина h-0,2P. Эта развертка обеспечивает дробление снимаемого припуска на более мелкие ступени.
Развертка № 3 — чистовая, имеет прямые зубья по всей длине режущей части, а для более устойчивого положения развертки в отверстии на вершинах ее зубьев делаются ленточки шириной 0,05 мм. Эта развертка обеспечивает срезание остаточной части припуска и калибрует отверстие.
У конических разверток стружечные канавки прямые, передний угол на режущих кромках γ = 0°, задние поверхности зубьев у разверток № 1 затылованы, а у разверток № 2 и 3 заточены под углом α = 5°.
При обработке отверстий под штифты с конусностью 1:50 достаточно одной чистовой развертки, а с конусностью 1:30 необходимо использовать две развертки.