
Условия резания при развертывании благоприятны для применения твердых сплавов, так как для этих инструментов характерны малые нагрузки на режущие зубья, устойчивое положение в отверстии и высокая жесткость. Применение твердых сплавов благодаря их высокой износостойкости в несколько раз повышает стойкость разверток, особенно при обработке отверстий в труднообрабатываемых сталях и высокопрочных чугунах. Однако реализовать возможность повышения скорости резания в несколько раз при использовании твердосплавных разверток не удается из-за возникновения вибраций, ухудшающих качество обработанной поверхности. Только в конструкциях разверток одностороннего резания с использованием внутреннего напорного охлаждения и с работой хвостовика на растяжение удалось при обработке конструкционных сталей достичь скоростей резания v = 120 м/мин.
Использование твердых сплавов при оснащении обычных машинных разверток возможно в трех вариантах: 1) изготовление рабочей части целиком из твердых сплавов, полученных методом прессования или из пластифицированных заготовок с последующим их спеканием; 2) пайка стандартных пластин непосредственно на корпус развертки или на ножи в сборных развертках; 3) механическое крепление пластин на корпусе развертки.
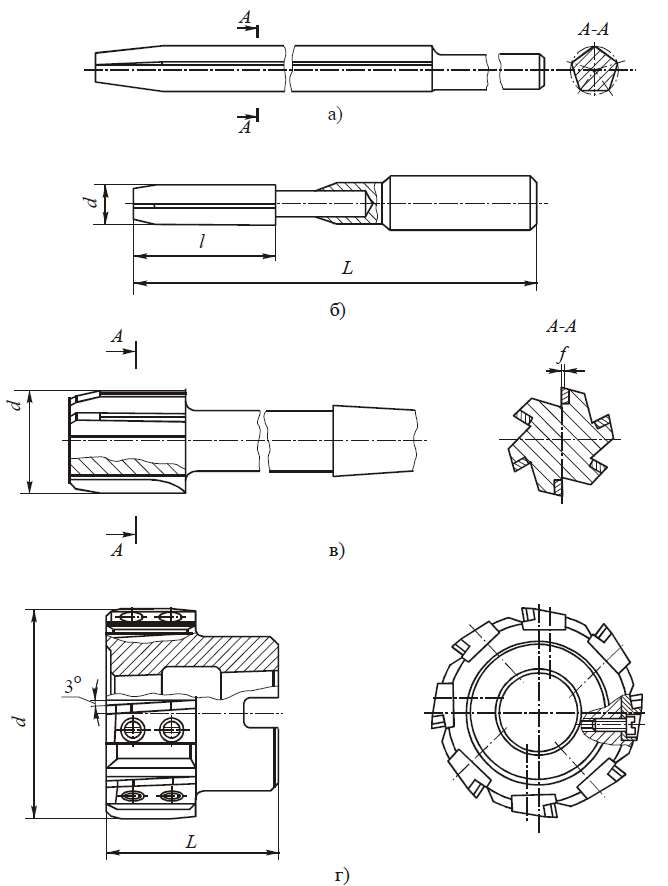
Развертки диаметром до 3 мм изготавливают целиком из твердого сплава в виде трех-, четырех- или пятигранника (рис. 1, а) с заборным конусом, без стружечных канавок с отрицательными передними углами на режущих кромках. В этом случае снимаемые припуски чрезвычайно малы, а процесс резания подобен шабрению.
На рис. 1, б приведена конструкция развертки с цельной твердосплавной рабочей частью и стальным хвостовиком, соединенным пайкой. Такие развертки изготавливают диаметрами 3…12 мм.
На рис. 1, в показана концевая развертка с твердосплавными пластинками, напаянными на корпус, а на рис. 1, г — насадная развертка с пластинами, напаянными на ножи, закрепленные винтами на корпусе инструмента. Такие развертки диаметрами 150…300 мм можно регулировать по диаметру с помощью подкладок под ножи.
Учитывая, что при развертывании температура резания невелика, в последнее время вместо пайки стали использовать высокопрочные клеи, что значительно упрощает процесс изготовления разверток и обеспечивает повышение стойкости твердосплавных пластин за счет отсутствия термических напряжений.