
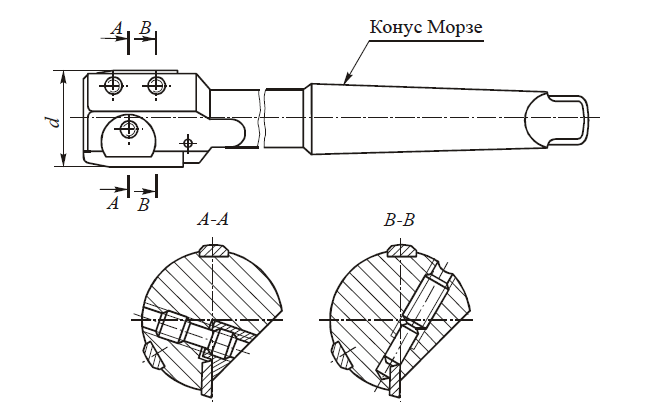
Развертки одностороннего резания изготавливают с одним или несколькими ножами и опорными пластинами. Благодаря выглаживающему действию опорных твердосплавных направляющих, воспринимающих радиальную составляющую сил резания и трения, они обеспечивают высокую точность отверстий и низкую шероховатость их поверхностей. Такие развертки изготавливаются серийно, например фирмой «Mapal» (ФРГ) в диапазоне диаметров 8…100 мм, и применяются для развертывания неглубоких отверстий. Режущие пластины у них могут быть регулируемыми по диаметру с использованием разных способов механического крепления. Один из вариантов таких разверток показан на рис. 1. За счет применения внутреннего напорного охлаждения СОЖ на масляной основе удалось достичь при обработке сталей следующих режимов резания: v = 70…90 мм, s = 0,1…0,5 мм/об, t =0,15 мм.
Твердосплавные развертки имеют следующие основные отличия от быстрорежущих: а) меньше длина рабочей части (у разверток с напайными пластинами она равна длине пластин); б) малая длина заборного конуса, так как с целью уменьшения вибраций угол φ увеличен до 45°; в) на режущих кромках при нулевых передних углах затачивают узкие упрочняющие фаски с отрицательным передним углом γф=-5°; г) обратный конус из-за малой длины калибрующей части обычно не делают, его заменяют закруглением по радиусу.