
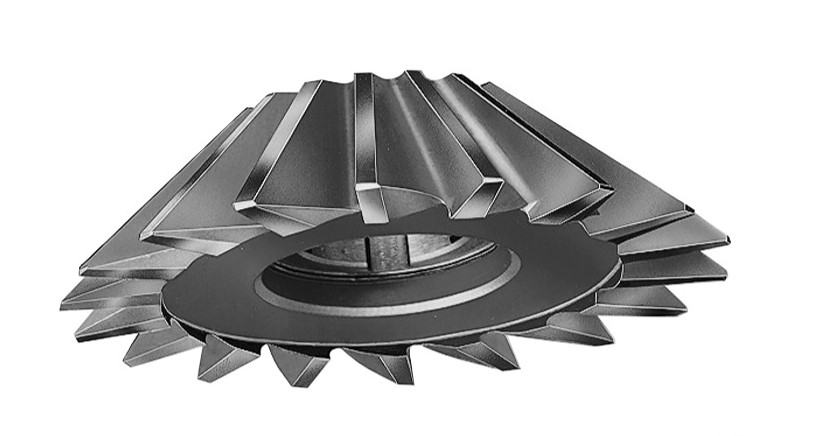
Угловые и фасонные фрезы с остроконечным зубом по способу обработки подобны дисковым фрезам. Они изготавливаются, как правило, цельными, насадными, а фрезы небольших диаметров иногда имеют хвостовики.
Главные режущие кромки у одноугловых фрез расположены на поверхности усеченного конуса, а у двухугловых — на поверхности двух смежных конусов. Эти фрезы используются в основном как инструменты второго порядка для нарезания канавок у многозубых инструментов, например фрез, разверток и др., а также для обработки различных пазов, скосов и наклонных поверхностей.
Диаметр фрез выбирается исходя из глубины фрезерования и диаметра оправки. Число зубьев рассчитывается по эмпирической зависимости
При этом большее значение коэффициента берется для фрез меньших диаметров.
При работе одноугловых фрез возникает осевая составляющая силы резания, а у двухугловых она частично или полностью (при симметричном профиле) уравновешивается. Благодаря этому двухугловые фрезы обеспечивают более высокое качество обработанной поверхности, чем одноугловые фрезы. Угол конуса у одноугловых фрез принимается равным θ = 18…30°, а у двухугловых — θ1=55…110° (через 5°) и θ2 = 15…25°. При этом у одноугловых фрез зубья на торце затачивают с небольшим углом поднутрения φ1 = 2…3°.
Фасонные фрезы представляют собой тела вращения, на наружной поверхности которых располагаются зубья с самыми различными по форме режущими кромками. Они работают так же, как дисковые и угловые фрезы, и предназначены для фрезерования выпуклых или вогнутых фасонных наружных поверхностей, а также прямых или винтовых канавок.
При переточке по задней поверхности фасонных фрез с остроконечными зубьями трудно обеспечить идентичность формы режущих кромок, поэтому требуются специальные копировальные устройства, обеспечивающие необходимую траекторию шлифовального круга. Такая заточка очень трудоемка, в связи с этим фасонные фрезы обычно изготавливают с затылованными зубьями.
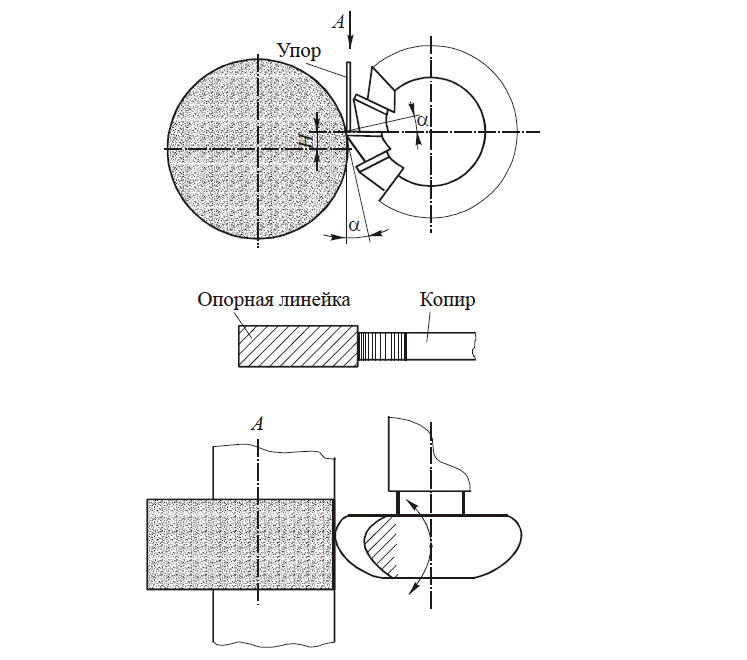
В случаях, когда фасонные режущие кромки имеют относительно простую конфигурацию, их изготавливают с остроконечными зубьями, учитывая высокую производительность таких фрез. При этом для переточки фрез с остроконечными зубьями используются специальные приспособления, работающие, например, по схеме, показанной на рис. 1. Здесь по опорной линейке обкатывается копир, жестко связанный с затачиваемой фрезой и имеющий форму, подобную профилю фрезы. При этом задний угол создается за счет превышения оси фрезы над осью круга на величину H = d /2sin α.