
Накатывание резьбы представляет собой процесс холодного пластического деформирования поверхностных слоев заготовки. При этом деформируемый при большом давлении металл заполняет впадины между витками резьбы инструмента и таким образом на заготовке создается резьба без снятия стружки. Этот метод нашел широкое применение, особенно в массовом и крупносерийном производствах.
К числу его достоинств относятся: 1) высокая производительность (в несколько раз большая, чем при обработке резанием); 2) низкая шероховатость поверхности резьбы; 3) повышенные твердость, прочность и износостойкость поверхностного слоя накатанной резьбы благодаря наклепу; 4) повышенная усталостная прочность детали.
К числу недостатков относятся: 1) высокая стоимость инструментов; 2) пониженная точность резьбы по сравнению со шлифованием; 3) необходимость точного подбора размеров заготовки и инструмента, правильного выбора режима накатки, так как возможно появление перенаклепа, чешуйчатости и отслаивания материала по резьбе.
В литературе приводится описание большого числа способов накатки, конструкций станков и инструментов для ее осуществления.
Ниже дан анализ только четырех видов инструментов, получивших наибольшее распространение на практике.
Резьбонакатные плоские плашки.
Резьбонакатные плоские плашки применяются для накатки наружных резьб различного профиля: метрических, упорных, трапецеидальных и др., а также различных видов шурупных резьб, червяков, рифлений, кольцевых и винтовых канавок на заготовках из пластичных материалов.
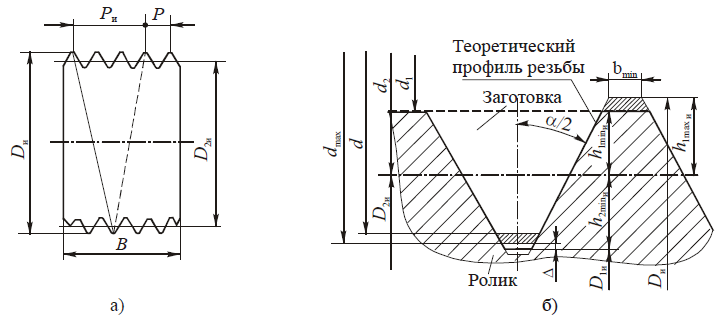
Плоские плашки (рис. 1, а) применяются в виде комплекта из двух плашек. Одна плашка крепится неподвижно на столе станка, а вторая связана с ползуном станка и в процессе работы совершает возвратно-поступательное движение. При ходе влево подвижная плашка захватывает заготовку, подаваемую специальным механизмом станка, и прокатывает ее по неподвижной плашке.
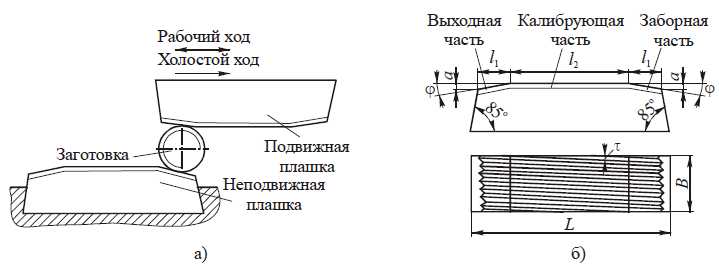
а — схема накатывания; б — элементы резьбы на неподвижной плашке
На поверхностях плашек, обращенных друг к другу, нанесены (фрезерованием и шлифованием) развернутые витки резьбы с углом наклона к направлению движения, равным углу подъема накатываемой резьбы τ. При настройке операции витки подвижной и неподвижной плашек смещают вдоль оси заготовки относительно друг друга на половину шага резьбы (0,5Р) так, чтобы выступы витков подвижной плашки точно попадали во впадины витков неподвижной плашки.
Неподвижная плашка для лучшего захвата заготовки и постепенного формирования резьбы имеет заборную часть длиной ℓ1, выполненную под углом φ, калибрующую часть ℓ2 и выходную — сбрасывающую часть, подобную по конструкции заборной части. Они, таким образом, являются взаимозаменяемыми и по мере износа меняются местами.
Для того чтобы подвижная плашка при обратном ходе не захватила накатанную заготовку и не испортила ее резьбу, длина подвижной плашки делается больше длины неподвижной плашки на 15…25 мм.
Заборную часть на подвижной плашке, как правило, не делают, но при накатке резьбы с шагом P > 1,25 мм сошлифовывают вершины витков в начале плашки под очень малым углом φ1 = 7…22′ с целью повышения стойкости плашки.
Заборная часть неподвижной плашки играет важную роль, так как на ней фактически формируется профиль накатываемой резьбы. Ее длина ℓ1 должна быть такой, чтобы обеспечить поворот заготовки не менее чем на 1…2 оборота. При накатке резьб с шагом P > 1 мм ℓ1 = (1…2) πd2, где d2 — средний диаметр резьбы. Для резьбы повышенной точности ℓ1 = (3…4)πd2 .
Существуют разные способы оформления заборной части плашек. Наиболее простой из них заключается в сошлифовывании вершин витков под углом φ=1…3°. Сами же витки предварительно имеют полный профиль по всей длине плашки. Недостатком такого способа является плохой захват заготовки в начальный момент проката и неравномерная нагрузка витков неподвижной и подвижной плашек. Из-за перегрузки последней она имеет меньшую стойкость, чем неподвижная плашка.
Для улучшения захвата заготовки, особенно при увеличенной длине заборной части (ℓ1 = 3πd2), на ней иногда вышлифовывают мелкие поперечные канавки глубиной 0,2…0,7 мм с углом профиля 90°.
На практике у витков на заборной части неподвижной плашки часто делают полный профиль, используя для этого фрезерование и шлифование (после термообработки) витков по контуру. При этом захват заготовки и распределение нагрузки на витки становятся значительно лучше, чем при использовании первого способа, который в основном применяется для накатки резьб с неглубоким профилем и шагом P < 1 мм.
Иногда для повышения качества резьб с шагом P > 1,25 мм применяют двойную заборную часть. Для этого на витках с полным профилем в конце заборной части делают притупление по вершинам под углом φ1 < φ. При этом стойкость плашек также повышается благодаря снижению нагрузки на витки, расположенные в начале калибрующей части.
Глубина захвата плашек выбирается такой, чтобы расстояние между плашками в начальной части было больше диаметра заготовки:
α = (dз -d1)/2 + (0,07…0,2) мм,
где dз — диаметр заготовки (определяется экспериментально); d1 — внутренний диаметр резьбы.
Калибрующая часть плашки служит для окончательного формирования резьбы, поэтому витки на ней имеют полный профиль.
Высота головки витков плашки берется больше высоты ножки резьбы детали на величину запаса на износ, равную 0,015Р, а высота ножки должна быть больше высоты головки и резьбы на величину зазора Δ = 0,025Р, чтобы не допустить касания между вершинами витков накатываемой резьбы и впадинами витков плашки. Металл, выдавливаемый витками плашки, должен свободно размещаться во впадинах между витками. В противном случае это приведет к резкому повышению усилий прокатки, снижению стойкости плашек из-за выкрашивания витков и даже к разрыву заготовки.
Длина калибрующей части плашки должна быть достаточной для обеспечения нескольких оборотов заготовки. Обычно она равна ℓ2 = (2..3)πd2. Таким образом, общая длина неподвижной плашки колеблется в пределах (5…8)πd2. Ширина плашки должна быть на 2…3 шага больше длины накатываемой резьбы. Высота плашек равна25…50 мм. Для надежного закрепления торцы плашек срезают под углом 85°.
Плашки изготавливают из сталей марок Х12М, Х6ВФ и других с термообработкой до твердости HRCЭ 59…61. Резьбы диаметром d=1,5…25,0 мм накатываются на станках-автоматах с производительностью до 450…1600 шт./мин. Чем меньше диаметр резьбы, тем выше производительность процесса накатывания. Из-за того, что формирование резьбы происходит на очень короткой длине заборной части и степень деформации очень большая, а также из-за погрешностей изготовления и установки плашек на станке точность накатываемой резьбы невысокая, не выше h6.
Резьбонакатные ролики.
Резьбонакатные ролики (рис. 2) используют для накатывания наружных резьб. Этот процесс является более совершенным по сравнению с накатываниями плоскими плашками, хотя и значительно уступает ему по производительности (60…80 шт./мин).
Ролики обеспечивают более точную резьбу, так как работают с малыми давлениями и, кроме того, резьба на роликах вышлифовывается с
высокой точностью и малой шероховатостью поверхности. Установка и регулирование роликов на размер проще и точнее, чем плашек. Благодаря постепенной радиальной подаче роликов нагрузка на витки распределяется более равномерно, поэтому можно производить накатку резьбы даже на полых заготовках, а также на заготовках из малопластичных материалов. Ролики позволяют производить накатку резьб на заготовках диаметром от 2 до 60 мм, что значительно выше, чем плашками.
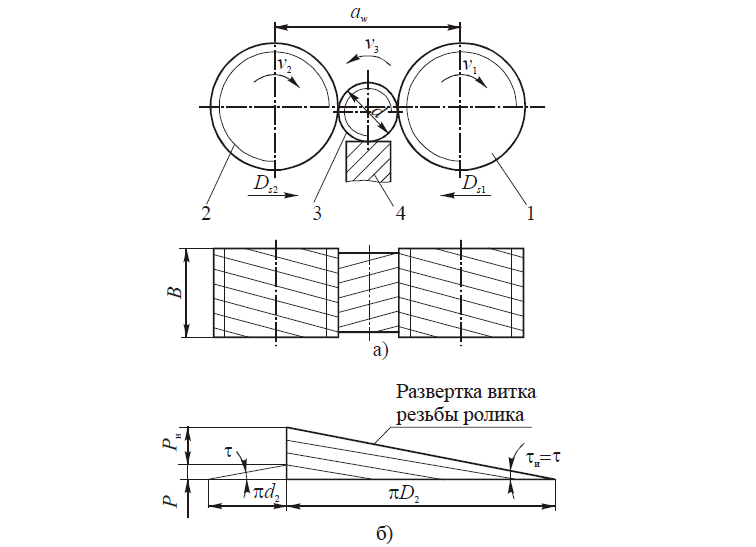
а — схема накатывания; б — развертка витка резьбы ролика
Как видно из схемы накатывания резьбы роликами (рис. 2, а), заготовка помещается между двумя роликами 1 и 2, которые в процессе накатки вращаются в одном направлении, а заготовка — в противоположном. Один из роликов (ведущий) получает вращение от привода станка и радиальную подачу по направлению к заготовке и другому ролику. В результате этого каждый ролик участвует витками своей резьбы в формировании резьбы заготовки.
Заготовка 3 устанавливается на опорную линейку 4 с напаянной твердосплавной пластиной, обеспечивающей линейке высокую износостойкость. Для того чтобы заготовку не выталкивало из контакта с роликами, ее ось располагают ниже линии центров роликов на величину 0,1…0,6 мм.
По окончании формирования резьбы подача прекращается, и при дальнейшем вращении роликов происходит калибрование резьбы.
Направление резьбы на роликах обратное накатываемой. По оси ролики смещены на полшага относительно друг друга так, что выступы витков одного ролика входят во впадины витков другого ролика. При вращении роликов осевое перемещение заготовки отсутствует. Поэтому можно накатывать резьбу на заготовках с буртиками и на конических поверхностях. Наличие осевого перемещения свидетельствует о погрешностях шага резьбы роликов, а попытки установить для заготовки упоры приводят к порче резьбы.
Основным условием получения правильной резьбы является равенство углов подъема резьбы роликов τи и заготовки τ. Кроме того, с увеличением диаметра роликов из-за снижения удельного давления на заготовку улучшается качество накатываемой резьбы и повышается их жесткость и прочность. Из этого следует, что на роликах должна быть нанесена многозаходная резьба (рис. 2, б). При этом угол подъема резьбы на инструменте и заготовке можно найти из выражений:
tg τи=Ри / πD2и; tg τ = Р / πd2
Приравняв τи = τ , получим
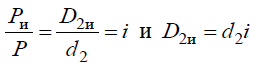
где i — число заходов; Ри — шаг витков резьбы инструмента; d2 — средний диаметр резьбы детали; D2и — средний диаметр резьбы ролика.
Многозаходную резьбу на роликах можно получить автоматически без использования делительных устройств при вышлифовывании ее на термически обработанных заготовках с помощью широких многониточных шлифовальных кругов с подачей Ри = iP (рис. 3, а). Витки на этих кругах кольцевые, полученные с помощью специальных накаток. Ось круга при шлифовании устанавливается под некоторым углом к оси ролика, равным углу подъема резьбы τ.
Износ роликов часто сопровождается выкрашиванием отдельных витков резьбы. Для восстановления их можно перешлифовывать на другой диаметр с пересчетом диаметра D2и по уравнению, но с другим числом заходов i. Наружный диаметр роликов (рис. 3, а, б) равен
Dи = D2и +2 h1max
где h1max — наибольшая высота головки резьбы ролика (для метрической резьбы h1max = 0,325Р).
При этом наименьшая ширина площадки по вершинам витков ролика должна быть не меньше 0,75 ширины площадки теоретического профиля.
а — основные элементы ролика; б — схема для определения элементов профиля резьбы ролика
Высота ножки резьбы ролика h2min должна быть больше высоты головки накатываемой резьбы (рис. 3, б), чтобы можно было гарантировать зазор Δ=0,1…0,2 мм между впадиной резьбы ролика и наружной поверхностью заготовки. Отсутствие такого зазора приводит к бочкообразности и овальности накатанной резьбы.
На практике ролики изготавливают диаметром Dи = 90…250 мм, шириной В=45…250 мм. Их используют на станках-автоматах с межцентровыми расстояниями между роликами L = 90…435 мм. Изготавливаются ролики из тех же сталей, что и плашки.
Кроме рассмотренной схемы накатки резьбы и конструкции роликов существует также много других схем, например накатка тремя роликами, планетарная накатка роликом и сегментной плашкой, накатка роликами с тангенциальной и осевой подачами и др.
Накатники.
Накатники (раскатники) применяются для получения внутренних резьб (рис. 4). Они представляют собой стержни с нарезанной резьбой, соответствующей профилю накатываемой резьбы, с заборной и калибрующей частями и хвостовиком. Внешне они подобны метчикам, но, в отличие от них, не имеют стружечных канавок и, соответственно, режущих зубьев.
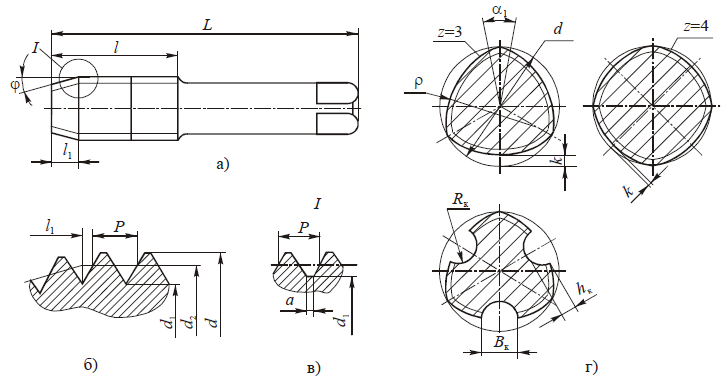
а — конструкция; б, в — профили продольного сечения накатника; г — профили поперечного сечения накатника
Формирование резьбы осуществляется также методом холодного пластического деформирования, но, в отличие от роликов и плашек, при этом имеет место не трение качения, а трение скольжения, вызывающее повышенный износ инструмента. По сравнению с метчиками накатники обладают большей прочностью, обеспечивают получение точных резьб с низкой шероховатостью поверхности, повышение прочности резьбы (до 20%). Наибольшее применение они нашли в приборостроении при накатке резьбы в пластичных материалах, в листовых заготовках из цветных металлов с длиной резьбы меньше диаметра, а также при накатке резьбы в глухих отверстиях в вязких и мягких сталях.
Накатники из быстрорежущих сталей обеспечивают повышение стойкости до 10 раз по сравнению с метчиками только на малых диаметрах (d = 3…5 мм), но с увеличением диаметра резьбы стойкость их резко уменьшается. На d = 10…12 мм их преимущества полностью теряются. Объясняется это сложными условиями работы накатников и высокой трудоемкостью их изготовления. При d > 10 мм эти накатники применяют только для повышения прочности и точности резьбы.
Твердосплавные накатники (монолитные, с напайными пластинами или механически закрепляемыми вставками для больших диаметров) дают значительное (от 8 до 100 раз) повышение стойкости, но очень дороги и сложны в изготовлении. При небольших диаметрах (d < 20 мм) они уступают по прочности стальным и не нашли применения в производстве.
Заборная часть накатников представляет усеченный конус с резьбой полного профиля. Угол конуса φ = 45° для глухих отверстий и φ =10…15° для сквозных. Диаметр отверстия под накатку можно ориентировочно подсчитать по формуле
с последующей экспериментальной проверкой.
При определении диаметров резьбы накатника нужно учитывать тип ее контура: открытый или закрытый. Соответственно у накатников для получения открытого контура внутренний диаметр резьбы на заборном конусе не ограничен и в процессе формирования резьбы не участвует (рис. 4, б), т.е. по внутреннему диаметру между накатником и заготовкой имеется зазор.
При закрытом контуре (рис. 4, в) на внутренний диаметр d1 устанавливается жесткий допуск, так как он формирует вершины витков накатываемой резьбы. Зазор между заготовкой и раскатником отсутствует. Такой контур обычно используется при накатывании точных резьб с тугой посадкой.
При открытом контуре вследствие недостаточного заполнения металлом впадин резьбы накатника на вершинах витков накатанной резьбы образуются складки (кольцевые канавки). Поэтому накатники испытывают меньшие напряжения в резьбе и крутящий момент. Их стойкость выше, чем у накатников для резьб с закрытым контуром.
С целью обеспечения более равномерной нагрузки на отдельные витки резьбы на практике применяют различные формы заборной части: с криволинейной образующей (по параболе, гиперболе, окружности), с переменной высотой витков и др. Но это возможно только при большой длине заборной части, равной ℓ1>(3…4)P. За счет этого при накатке резьбы в сквозных отверстиях можно получить существенное повышение стойкости инструмента.
Калибрующая часть накатника предназначена для окончательного формирования и калибровки резьбы. Она имеет цилиндрическую резьбу полного профиля. Ее длина равна ℓ2 > (5…10)P. Средний диаметр резьбы инструмента d2и принимается больше среднего диаметра накатываемой резьбы на 2/3 допуска на d2, а наружный диаметр dи больше диаметра резьбы dи = d+0,15P с учетом упругих деформаций восстановления резьбы, имеющих место после вывода накатника из отверстия.
Внутренний диаметр при накатке резьбы с закрытым контуром может быть рассчитан по формуле
d1и = d1 + 0,6δ1
где δ1 — допуск на внутренний диаметр резьбы.
В целях уменьшения момента трения и облегчения формирования резьбы накатники в сечении, перпендикулярном к оси, изготавливаются с многогранным или криволинейным профилем, имеющим переменную величину площади контакта накатника и заготовки, и наличием зазора между ними (рис. 4, г). Для получения фасонных профилей используют затыловочные станки. От правильного выбора формы и размеров поперечного сечения зависят прочность и стойкость накатников, сила трения при накатке, точность и шероховатость поверхности резьбы. При этом число граней обусловлено размерами резьбы. Так, для резьбы до М6 рекомендуется трех- или четырехгранные, для М6…М20 — шестигранные, а для М20…М36 — шести- или восьмигранные накатники. Для повышения точности резьб необходимо стремиться к увеличению числа граней, хотя при этом увеличивается момент трения из-за худшего проникновения СОЖ и увеличения степени наклепа резьбы.
Для снижения крутящего момента на нерабочей части граней накатника выполняют, например, смазочные канавки размером Вк ≥ 0,5…0,7 мм, hк = 0,5Р (рис. 4, г).
Во избежание защемления накатника в отверстии и для снижения крутящего момента на калибрующей части предусматривается небольшой обратный конус по наружному диаметру в пределах 0,05…0,10 мм на 100 мм длины.
Резьбонакатные головки.
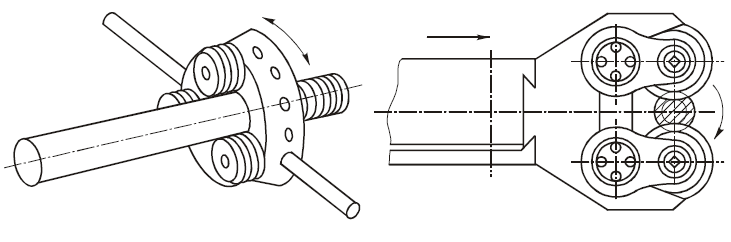
Резьбонакатные головки используют для накатки наружных резьб на специальном или универсальном оборудовании и даже вручную. Они представляют собой сборный инструмент, использующий в качестве рабочих элементов ролики небольших диаметров, подобно резьбонарезным головкам. Имеется большое число вариантов конструктивного исполнения резьбонакатных головок. На рис. 5 приведены два варианта таких головок: с аксиальной (осевой) подачей заготовок и тангенциальной подачей головки.
У головок с аксиальной подачей ролики имеют кольцевые витки, смещенные по оси на величину P/n , где n — число роликов (n = 3…4). Ролики устанавливаются под некоторым углом к оси заготовки, близким к углу τ подъема резьбы. На роликах для лучшего захода имеется заборная часть длиной ℓ1min = 1,5P с двух сторон как с полным, так и с неполным профилем резьбы. Головки применяют для накатки резьбы на длинных и полых заготовках с толщиной стенки 2…4 мм. Резьбонакатная головка, показанная на рис. 5, а, реверсивная, приводимая во вращение воротком. Имеются более сложные конструкции: самооткры- вающиеся в конце хода, с осевой и радиальной подачами роликов и др. Самооткрывающиеся головки не требуют свинчивания, поэтому более производительны. Они могут быть вращающимися и невращающимися. Последние применяют на револьверных станках с вращением заготовки.
При накатке резьбы на длине (2…3)Р в начале захода используют принудительную подачу, равную шагу резьбы. Затем подачу отключают, и процесс идет с самоподачей. Принудительная подача обычно приводит к снижению стойкости роликов.
Резьбонакатные головки используют для накатки метрических, трубных и трапециевидных резьб диаметром d = 12…90 мм с шагом до Р = 10 мм. Число роликов у крупных головок может доходить до 10.
На рис. 5, в показана схема накатки резьбы с тангенциальной подачей головки, закрепленной на суппорте станка. Наибольшее применение нашли головки с двумя роликами. Они бывают как с синхронным (через зубчатую передачу), так и с несинхронным вращением роликов. Витки роликов винтовые, с направлением резьбы, обратным направлению резьбы заготовки, и с числом заходов, обеспечивающим равенство углов подъема резьбы на роликах и заготовке. Число заходов зависит от шага резьбы и находится в пределах i = 2…6. Оси роликов параллельны оси заготовки. Ширина роликов больше длины накатываемой резьбы на величину не менее одного шага. Профиль витков одного ролика смещен на P/2 относительно профиля другого ролика.
В начальный момент ролики касаются наружной поверхности заготовки. Затем головке задается тангенциальная подача. Конец процесса накатывания резьбы наступает тогда, когда оси роликов окажутся в одной вертикальной плоскости с осью заготовки.
Резьбонакатные головки используются для накатки резьб диаметром d = 3…52 мм.