

Назначение и конструкция передач винт—гайка.
Передачи винт—гайка используют в различных механизмах для преобразования вращательного движения в поступательное. В ряде случаев эти передачи применяют для выигрыша в силе. Винтовые передачи обладают рядом достоинств. Они позволяют получить медленное поступательное движение с высокой точностью перемещения при достаточной простоте и надежности конструкции и отличаются компактностью при большой несущей способности.
Недостатком этих передач является низкий КПД, обусловленный значительными силами трения, возникающими при работе передачи.
В передачах винт—гайка используют в основном трапецеидальные и прямоугольные резьбы. Грузовые винты имеют упорную резьбу.
Для уменьшения изнашивания винтовой пары в конструкциях привода металлорежущих станков применяют разъемные гайки. При необходимости, когда винтовая пара не используется, гайки могут размыкаться; в этом случае при вращении винта гайка не находится в контакте с его резьбой, что существенно уменьшает ее изнашивание. В тех случаях когда винтовая пара не находится в работе, предусматривают отключение винта от привода. Уменьшению изнашивания винтовой пары также способствует изготовление гайки из антифрикционных материалов (бронзы ОФЮ-15 или цинково-свинцовой бронзы ЦС6-6-3), что позволяет значительно снизить коэффициент трения в паре. У таких винтовых пар КПД составляет 0,8…0,85.
Часто применяют винтовые пары, у которых трение скольжения заменено трением качения. В таких винтовых парах роль резьбовой поверхности выполняют шарики, размещенные в канавках, проточенных на поверхностях винта и гайки. Достоинством шариковых винтовых пар является достаточно высокий КПД, который при благоприятных условиях работы может достигать 0,95. Кроме того, эти передачи позволяют устранить радиальные и осевые зазоры или значительно их уменьшить. Вследствие этого применение передач качения позволяет значительно увеличить точность перемещения исполнительных узлов механизма.
В последнее время более широкое применение находят гидростатические передачи винт—гайка, обеспечивающие работу винтовой передачи практически без трения, что позволяет довести КПД передачи до 0,99. В таких передачах в зазор между резьбовыми поверхностями винта и гайки подают масло под высоким давлением от специального насоса.
К винтовым передачам предъявляют следующие технические требования:
Ось винта для привода подачи подвижного узла должна быть параллельна направляющим.
Ось винта при вращении в подшипниках не должна смещаться при любом положении гайки и должна совпадать с осью последней.
Прежде чем приступить к сборке механизма с винтовой передачей скольжения необходимо промыть и просушить детали, входящие в передачу, провести контроль «на краску» и подогнать опорные поверхности, проверить легкость перемещения гайки по винту. Чтобы осуществить сборку винтового механизма, необходимо выполнить следующие операции:
- Установить винт в опорах.
- Собрать гайку.
- Установить гайку на винт.
- Отрегулировать собранный механизм.
- Проконтролировать качество сборки.
Сборка передачи винт—гайка скольжения.
Сборку винтового механизма (рис. 1) начинают с установки ходового винта. Левый конец винта 4 при помощи жесткой втулочной муфты 2 соединяют с хвостовиком 1 вала коробки подач коническими штифтами 3. Втулку 13 пригоняют по посадочной шейке правого конца винта 4 и собирают опорную часть подшипника правой опоры вала, надевая на него сферическое кольцо 12 и упорную шайбу 11 с радиальной прорезью. Затем в крышку 7 запрессовывают штифты 5 и 6, предварительно просверлив отверстия под них, и устанавливают опорную пяту 10 таким образом, чтобы штифт 6 вошел в шлиц на ее наружной поверхности. Крышку 7 в сборе навинчивают на резьбу корпуса подшипника так, чтобы штифт 5 вошел в шлиц упорной шайбы 11. После установки ходового винта в крышку 7 устанавливают регулировочный винт 8 с контргайкой 9.
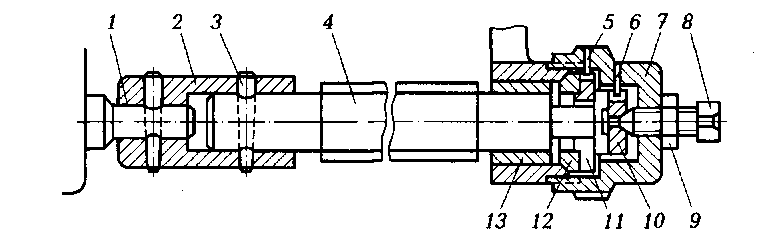
1 — хвостовик вала коробки подач; 2 — муфта; 3, 5, 6 — штифты; 4 — ходовой винт; 7 — крышка; 8 — регулировочный винт; 9 — контргайка; 10 — опорная пята; 11 — упорная шайба; 12 — сферическое кольца; 13 — втулка
После сборки узла с ходовым винтом переходят к сборке гайки ходового винта. Сборку гайки ходового винта (рис. 2) начинают с выполнения пригоночных операций (осуществляют пригонку шипа 4 корпуса 9 гайки к пазу ползуна 5). После выполнения пригоночной операции в корпус 9 гайки ходового винта с левой стороны запрессовывают полугайку 1, закрепляя ее винтами 2. С правой стороны корпуса 9 гайки ходового винта устанавливают на шпонке 6 подвижную резьбовую полугайку 7, которую пригоняют к корпусу 9 так, чтобы ее можно было легко, без качки смещать вдоль оси отверстия корпуса (осевое перемещение полугайки 7 обеспечивается за счет регулировочной гайки 8, установленной на наружной резьбе полугайки 7).
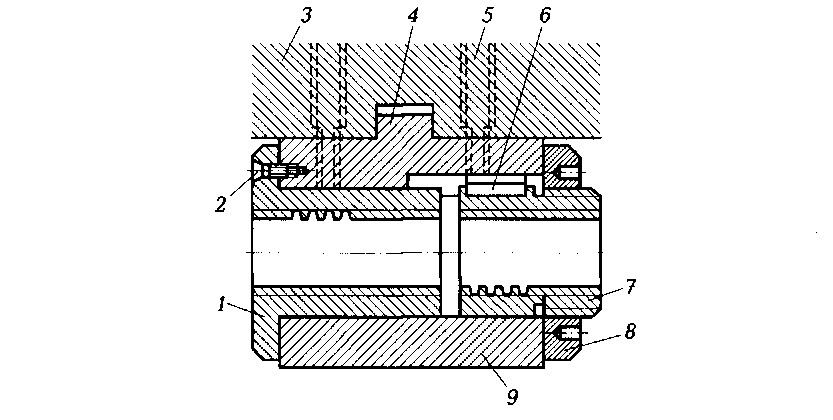
Собранную гайку устанавливают на ходовой винт, для чего винт вынимают из правой подшипниковой опоры и навинчивают на него собранную гайку. После этого винт с установленной на нем гайкой монтируют на место таким образом, чтобы шип корпуса 9 гайки вошел в паз ползуна 3, и закрепляют гайку ходового винта на корпусе винтами 5 (см. рис. 2).
Регулирование и контроль качества сборки винтовой передачи.
Для обеспечения параллельности оси ходового винта направляющим станины перед его окончательной установкой необходимо отрегулировать положение правой (подшипниковой) опоры (рис, 3). Правую (подшипниковую) опору закрепляют на станине, используя струбцины. На направляющие станины устанавливают приспособление 1 и при помощи индикаторов 3 и 5, размещенных на мостике 2 приспособления, определяют параллельность оси ходового винта направляющим станины. Измерения производят в горизонтальной и вертикальной плоскостях у правого и левого концов винта.
Правильно смонтированный винт вращается без осевого перемещения, которое регулируется винтом 8 с контргайкой 9 (см. рис. 1), а его торец, нагруженный осевой силой, при правом и левом вращении не смещается более чем на 0,03 мм.
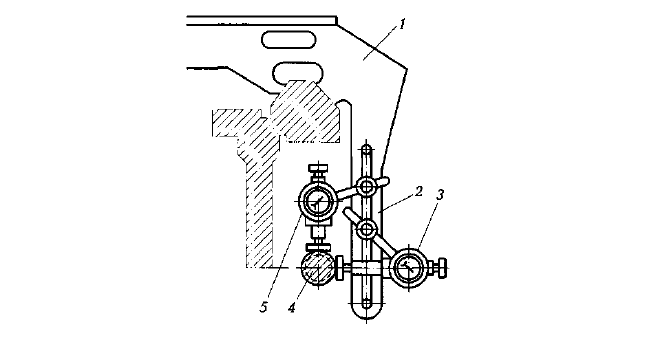
1 — контрольное приспособление; 2 — мостик; 3, 5 — индикаторы; 4 — ходовой винт
Винтовые механизмы в связи с наличием зазоров в сопряжениях винт—гайка имеют холостой ход, т.е. при повороте винта на некоторый угол гайка остается неподвижной, а следовательно, и связанный с ней исполнительный механизм также остается неподвижным. Поскольку для нормальной работы механизма необходимо обеспечение минимального холостого хода в гайках ходового винта предусматривают устройства для его регулирования. В рассматриваемой конструкции винтовой передачи регулирование осуществляется за счет осевого перемещения подвижной полугайки. Осевое перемещение осуществляется при вращении регулировочной гайки 8, установленной на наружной резьбе полугайки 7 (см. рис. 2).
Сборка передач винт—гайка качения.
Передача винт—гайка качения (рис. 4) обеспечивает повышенную осевую жесткость и более равномерное движение исполнительного звена механизма. Винт 10 и полугайка 4 передачи имеют резьбу специального профиля. Между витками резьбы ходового винта и полугайки помещают шарики 5, которые при вращении винта перекатываются, передавая движение гайке.
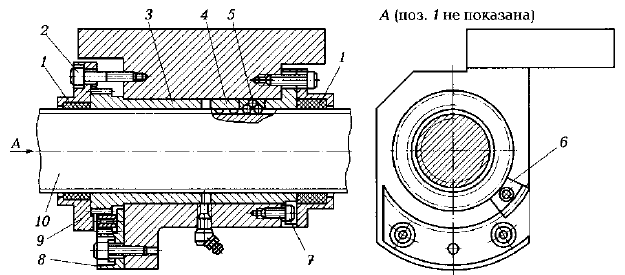
1 — уплотнение; 2, 7, 10— винты; 3, 4 — полугайки; 5 — шарики; 6 — сегмент; 8 — зубчатый сектор; 9 — крышка
Для того чтобы обеспечить циркуляцию шариков в пределах одного витка резьбы, две соседние впадины гайки соединяют специальным каналом, выполненным в виде вкладыша.
Сборку передачи начинают с установки полутайки 4 на винт 10, вводя между винтом и полугайкой шарики. Шарики вводят через окно гайки, предусмотренное для установки вкладыша. После введения шариков устанавливают вкладыш с каналом перебега. Затем, перемещая полугайку 4 вдоль винта, ее вводят в корпус и устанавливают крышку 9 с уплотнением 1, закрепляя их винтами 7. После установки полугайки 4 переходят к монтажу в корпус полугайки 3, осуществляя его в той же последовательности, что и монтаж полугайки 4. Регулирование зазора в винтовой передаче осуществляется с помощью зубчатого сектора 8 и сегмента 6, которые крепят к корпусу гайки винтами. Регулирование положения подвижной полугайки 3 относительно неподвижной 4 осуществляется после установки крышки 9 и уплотнения 1 и их закрепления на корпусе винтами 2.