

Назначение и конструкция кривошипно-шатунного механизма.
Кривошипно-шатунный механизм предназначен для преобразования вращательного движения в возвратно-поступательное, и наоборот. Кривошипно-шатунные механизмы первого типа применяют значительно реже, в основном в компрессорах и поршневых насосах. Кривошипно-шатунные механизмы второго типа находят широкое применение в двигателях внутреннего сгорания, паровых машинах и других типах машин-двигателей. К основным деталям, обеспечивающим работу кривошипно-шатунного механизма, относятся маховик, коленчатый вал (кривошип), шатун, поршневой палец, поршень, цилиндр, подшипники (коренные и шатунные).
Маховик служит для уменьшения неравномерности вращения коленчатого вала и вывода поршней из мертвых точек (крайних верхнего и нижнего положений). Обладая большой массой и инерцией, маховик облегчает пуск двигателя и обеспечивает плавный переход от одной частоты вращения к другой.
Шатун механизма обеспечивает соединение коленчатого вала (кривошипа или кривошипного диска) с поршневой группой.
Поршневая группа воспринимает осевые усилия от коленчатого вала и шатуна, осуществляя сжатие и подачу воздуха, газов и жидкостей под давлением (компрессоры и насосы), или передает осевые усилия шатуну и коленчатому валу при сгорании рабочей смеси в цилиндре двигателя (двигатели внутреннего сгорания).
Для обеспечения оптимальных условий работы кривошипно-шатунный механизм должен отвечать следующим техническим требованиям.
- Зеркало цилиндра после обработки должно иметь высокую точность, правильную геометрическую форму и шероховатость поверхности Ra не более 1,2 мкм.
- Зазоры в сопряжениях должны находиться в пределах, предусмотренных техническими условиями на собираемый механизм.
- Отверстия во вкладышах шатунов и коренных подшипников, коренные и шатунные шейки коленчатого вала должны иметь правильную геометрическую форму и малую шероховатость поверхности в пределах, указанных в технических условиях.
- В многоцилиндровых механизмах допускается различие в массе поршней не более ±0,5%.
- Поршневые кольца должны прилегать к поверхности цилиндра без зазора, а их упругость — соответствовать техническим нормам, установленным на собираемый механизм.
Кривошипно-шатунный механизм состоит из двух сборочных единиц: шатунной и поршневой групп, соединенных между собой и с коленчатым валом (кривошипом).
Технологический процесс сборки кривошипно-шатунного механизма состоит из четырех самостоятельных операций;
- Установка коленчатого вала.
- Сборка шатунной группы.
- Сборка поршневой группы.
- Общая сборка механизма.
Установка коленчатого вала.
Прежде чем приступить к установке коленчатого вала, необходимо пришабрить посадочные места под вкладыши коренных шеек в корпусе и картере и установить вкладыши. Затем на вкладыши картера устанавливают коленчатый вал и на него устанавливают корпус, предварительно поместив прокладки между картером и корпусом. Корпус соединяют с картером болтами и затягивают их. После соединения корпуса и картера болтами коленчатый вал проворачивают, а затем снимают корпус и коленчатый вал. Оценивают состояние вкладышей картера и корпуса и, в случае необходимости, пришабривают выступающие места.
Установку и снятие корпуса и коленчатого вала производят до тех пор, пока не будет достигнута требуемая точность прилегания коленчатого вала к вкладышам подшипника, которая определяется по плавности и легкости вращения коленчатого вала в коренных подшипниках.
Конструкция и сборка шатунной группы.
Сборку шатунной группы (рис. 1) начинают с запрессовки втулки 2 в верхнюю головку 3 шатуна, обеспечивая при этом совпадение смазочной канавки 1, выполненной во втулке и предназначенной для подачи смазки к поршневому пальцу, со смазочным отверстием 5 шатуна. Совпадение смазочной канавки и отверстия обеспечивается при запрессовке втулки заподлицо с торцами верхней головки шатуна.
После запрессовки втулки в верхнюю головку шатуна и восстановления геометрических размеров и формы ее отверстия переходят к сборке нижней головки шатуна, представляющей собой разъемный подшипник скольжения.
Контроль качества сборки шатунной группы.
После сборки нижней головки шатуна необходимо проверить соответствие ее геометрических размеров и формы требованиям технических условий на сборку. Контроль этих параметров наиболее целесообразно проводить при помощи микрометрического нутромера, который позволяет определить не только точность размеров, но и отклонения формы отверстия нижней головки шатуна от круглости и цилиндричности. Далее переходят к проверке шатуна на прямолинейность, двойной изгиб и параллельность осей отверстий его нижней и верхней головок.
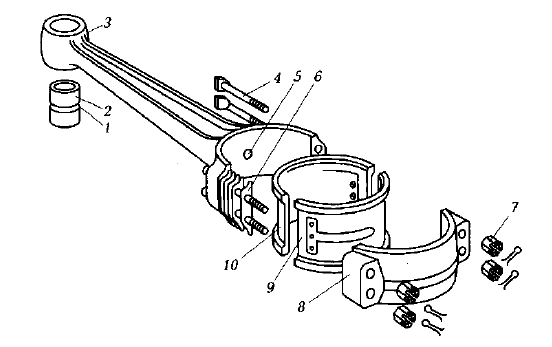
1 — смазочная канавка; 2 — втулка; 3 — верхняя головка шатуна; 4 — болты; 5 — смазочное отверстие; 6 — прокладка; 7 — гайки; 8 — крышка; 9, 10— вкладыши
Контроль прямолинейности осуществляется при помощи приспособления (рис. 2, а), на пальцах 4 и 7 которого устанавливают шатун 6, закрепляя его винтом 8. Затем на палец 4, на котором размещается верхняя головка 5 шатуна 6, устанавливают призму 3 так, чтобы запрессованные в ней штифты касались контрольной плиты 2. Если все три штифта касаются плиты, то шатун прямолинеен. Наличие зазора между плитой и хотя бы одним из штифтов свидетельствует об отклонении шатуна от прямолинейности. Величину отклонения шатуна от прямолинейности определяют, используя щуп 1.
Контроль шатуна на двойной изгиб выполняют, используя приспособление (рис. 2, б), на пальце 11 которого закрепляют нижнюю головку шатуна, выдвинув предварительно ограничитель 12 до упора в торец нижней головки шатуна, и измеряют при помощи глубиномера 10 расстояние от торцевой поверхности верхней головки шатуна до контрольной плиты 9. Затем шатун поворачивают на 180° и вновь проводят измерения. По разности показаний, полученных в процессе измерений, определяют соответствие шатуна техническим условиям.
Контроль параллельности осей отверстий верхней и нижней головок шатуна осуществляется при помощи приспособления (рис. 2, в), на пальцах 13 и 15 которого устанавливают шатун 14. Затем на палец 15 устанавливают призму 16 так, чтобы запрессованные в нее штифты касались контрольной плиты 17. Если между плитой и хотя бы одним из штифтов имеется зазор, то это свидетельствует об отклонении осей отверстий нижней и верхней головок шатуна от параллельности.
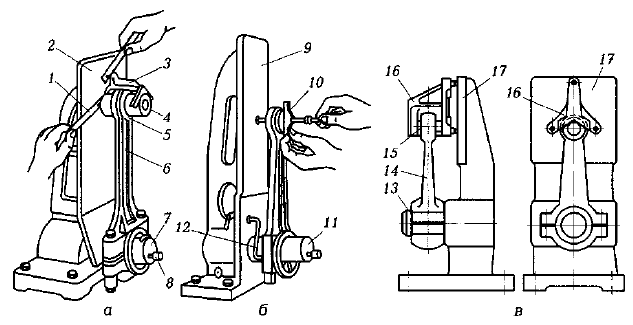
a — прямолинейности; б — на двойной изгиб; в — параллельности осей отверстий; 1 — щуп; 2,9, 17— плиты; 3, 16 — призмы; 4, 7, 11, 13, 15 — пальцы; 5 — верхняя головка шатуна; 6, 14 — шатуны; 8 — винт; 10 — глубиномер; 12 — ограничитель
Определение наличия трещин осуществляется рентгеновским или ультразвуковым методами. В некоторых случаях наличие трещин может быть определено простукиванием шатуна (при наличии трещин возникает глухой дребезжащий звук).
Конструкция и сборка поршневой группы.
Поршневая группа (рис. 3) состоит из цилиндра (на рисунке не показан), поршня 4, поршневых колец (на рисунке не показаны), поршневого пальца 3, обеспечивающего соединение поршня с верхней головкой 2 шатуна 5, и деталей уплотнения. Фиксация поршневого пальца от осевого смещения осуществляется стопорными кольцами 1. Изготавливают поршни из чугуна или алюминиевых сплавов.
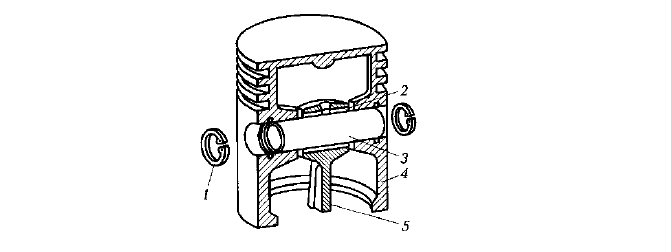
1 — стопорное кольцо; 2- верхняя головка шатуна; 3 — поршневой палец; 4 — поршень; 5 — шатун.
На образующих поверхностях поршня выполняют 3 — 7 канавок в зависимости от конструкции механизма. В верхних канавках поршня размещают уплотнительные, а в нижних — маслосъемные кольца, изготовленные из мелкозернистого чугуна. Плотное прилегание колец к стенкам цилиндров обеспечивается их упругими свойствами.
Поршневые кольца обеспечивают защиту камеры сгорания (компрессионной камеры) от попадания масла из картера и препятствуют проходу газов между поршнем и стенками цилиндра.
Предъявляемые к поршневой группе требования могут быть выполнены только в том случае, если правильно выбраны зазоры между поршневыми кольцами и стенками канавок под них. Значения этих зазоров зависят от конструкции двигателя и условий его эксплуатации и указываются в технических условиях на сборку или в справочниках.
Цилиндры и поршни подбирают друг к другу. Способ подбора зависит от типа производства. В условиях единичного производства осуществляется индивидуальная пригонка поршня к цилиндру. В серийном производстве используется метод групповой (частичной) взаимозаменяемости, сортируя поршни на группы по массе, которая в большинстве случаев указывается на днище с помощью клеймения, и размерам цилиндра.
Сборка поршня и шатуна в единый механизм.
Соединение поршня с шатуном осуществляется при помощи поршневого пальца тремя способами:
- палец закрепляют неподвижно в бобышках поршня, а шатун при этом может совершать колебательное движение относительно пальца (рис. 4, а);
- палец закрепляется неподвижно в верхней головке шатуна и может при этом свободно поворачиваться в бобышках поршня (рис. 4, б);
- палец может свободно поворачиваться относительно посадочного места в верхней головке шатуна и бобышках поршня — так называемый плавающий палец (рис. 4, в, г).
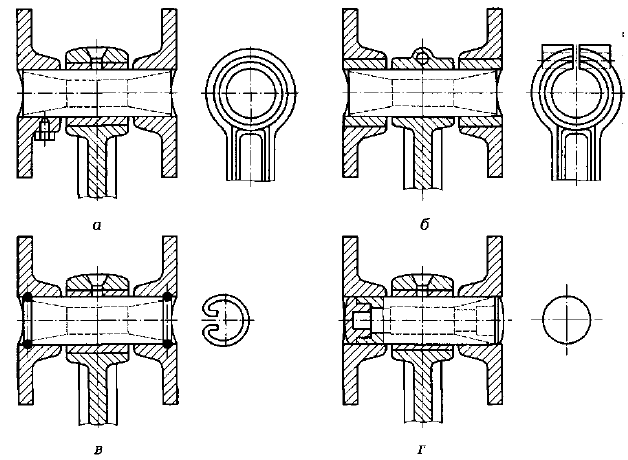
а — закреплен неподвижно в бобышках поршня; б — закреплен неподвижно в головке шатуна; в, г — может свободно поворачиваться относительно посадочных мест (плавающий палец)
Выбор того или иного способа соединения зависит исключительно от конструкции механизма и его назначения. Тем не менее, мировой опыт показывает, что наиболее предпочтительным является использование в сборочной единице плавающего пальца.
При установке поршневого пальца в соединении поршень — шатун необходимо обеспечить невозможность осевого смещения поршневого пальца. Предупреждение осевого смещения может быть осуществлено различными способами, но наиболее широко применяют пружинные (стопорные) кольца, которые устанавливают в специальные канавки, выполненные в бобышках поршня. Такие кольца изготавливают либо из стальной проволоки квадратного или круглого сечения, либо штампуют из листовой стали. В любом случае стопорные кольца должны быть подвергнуты термической обработке — закалке.
Контроль качества сборки шатуна с поршнем.
Обязательным условием, выполнение которого необходимо при сборке кривошипно-шатунного механизма, является обеспечение параллельности осей поршневого пальца и нижней головки шатуна. Контроль этого параметра после соединения поршня с шатуном выполняется при помощи специальных приспособлений.
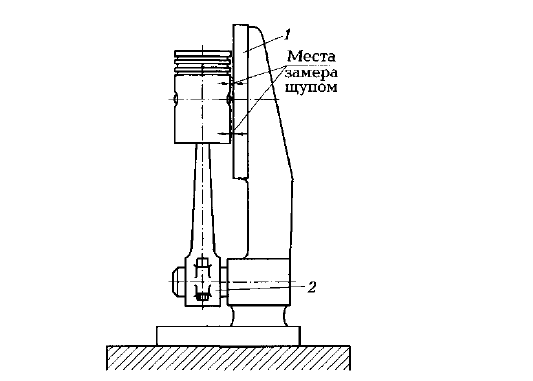
В условиях единичного и мелкосерийного производства такой контроль может быть осуществлен при помощи приспособления, показанного на рис. 5. Нижнюю головку шатуна 2 устанавливают на разжимную оправку так, чтобы образующая поршня касалась контрольной плиты 1, и проверяют отсутствие зазора между юбкой поршня и контрольной плитой. Затем сборочную единицу поворачивают на 180° вокруг вертикальной оси и вновь проверяют зазор между юбкой поршня и контрольной плитой. Отсутствие зазора в обоих случаях свидетельствует о параллельности осей нижней головки шатуна и поршневого пальца, т.е. о качественной сборке узла.
В условиях крупносерийного и массового производства для этих же целей применяют более совершенное приспособление (рис. 6). Нижнюю головку шатуна устанавливают на распорную втулку 5, привод которой осуществляется от пневматического цилиндра 6. Поршень устанавливают в подвижной 2 и неподвижной 4 призмах (подвижная призма прижимается к поверхности поршня пружиной 3) и одновременно подают сжатый воздух, обеспечивая закрепление сборочной единицы на распорной втулке. Положение подвижной призмы фиксируется индикатором 1 по показаниям отсчетного устройства. Затем сборочную единицу снимают с приспособления, поворачивают на 180° и вновь закрепляют в приспособлении, фиксируя положение стрелки отсчетного устройства индикатора. По разности показаний отсчетного устройства при двух закреплениях сборочной единицы определяют отклонение осей нижней головки шатуна и поршневого пальца от параллельности. Полученные данные сравнивают с требованиями технических условий на сборку.
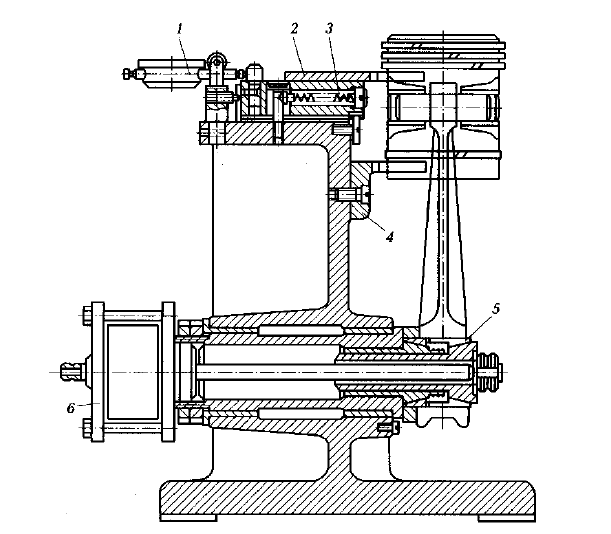
1 — индикатор; 2 — подвижная призма; 3 — пружина; 4 — неподвижная призма; 5 — распорная втулка; 6 — пневматический цилиндр
Соединение шатунно-поршневой группы с коленчатым валом.
После сборки шатунно-поршневой группы и ее контроля устанавливают поршневые кольца в канавки поршня, а поршень в цилиндр, после чего нижнюю головку шатуна соединяют с шатунной шейкой коленчатого вала (кривошипа).
При установке поршневых колец большое значение имеет величина зазора в стыке колец, которая должна находиться в пределах 0,3…0,8 мм. При большей величине зазора может произойти прорыв газов. Слишком малая величина зазора может привести к появлению задиров на стенках цилиндра.
Поршневые кольца поступают на сборку окончательно обработанными. Но все-таки перед установкой колец на поршень рекомендуется проверить их упругость, плотность прилегания к зеркалу цилиндра и величину зазора между торцами колец. Надевают кольца на поршень, используя специальные приспособления, например щипцы, изображенные на рис. 7. После установки колец на поршень их необходимо расположить таким образом, чтобы стыки (замки) колец были сдвинуты один относительно другого на угол, кратный числу колец (например, при наличии трех колец замки должны располагаться под углом 120°), и проверить величину зазоров между кольцами и стенками канавок поршня.
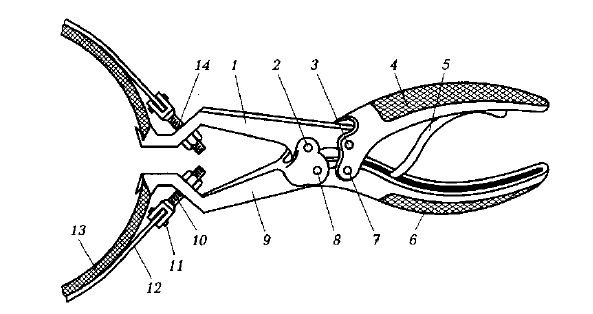
1,9 — губки; 2, 3, 7, 8 — оси; 4, 6 — рукоятки-рычаги; 5 — пружина; 10, 14 — регулировочные болты; 11 — штифты; 12 — металлическая лента; 13 — поршневое кольцо
Когда поршневые кольца надеты на поршень, их диаметр превышает диаметр поршня. Поэтому чтобы опустить поршень в цилиндр, необходимо использовать специальное приспособление, имеющее коническое отверстие, меньший диаметр которого равен диаметру цилиндра, а больший — несколько превышает диаметр колец, надетых на поршень. Такое приспособление устанавливают на торце цилиндра, а поршневые кольца, сжимаясь при опускании, легко в него входят.
При установке шатунно-поршневой группы и ее соединении с коленчатым валом необходимо обеспечить перпендикулярность осей коленчатого вала и цилиндра. Контроль перпендикулярности осей осуществляется по схеме, приведенной на рис. 8. Вдоль геометрической оси цилиндра натягивают струну 2, а на шатунной шейке коленчатого вала 1 устанавливают рейсмас 3 так, чтобы его острие касалось этой струны. Коленчатый вал поворачивают на 180° и проверяют касание острия рейсмаса натянутой вдоль оси цилиндра струны (в случае касания взаимная перпендикулярность осей коленчатого вала и цилиндра считается установленной).
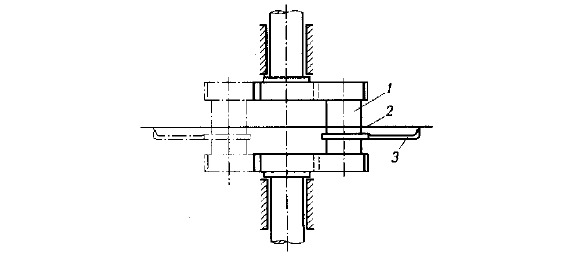
1 — шатунная шейка коленчатого вала; 2 — струна; 3 — рейсмас
После контроля взаимного расположения осей коленчатого вала и цилиндра соединяют нижнюю головку шатуна, представляющую собой разъемный подшипник скольжения, с шатунной шейкой коленчатого вала.