

Назначение и конструкция кулисного механизма.
Кулисный механизм (рис. 1) является разновидностью кривошипно-шатунного механизма и применяется в строгальных и долбежных станках. Основной деталью кулисного механизма является кулиса 2, устанавливаемая на валу 13 и совершающая относительного него качательное движение. Сзади кулисы расположен кривошипный диск 5, в радиальном пазу которого перемещается палец 3 кривошипа, устанавливаемый в заданное положение винтом 4.
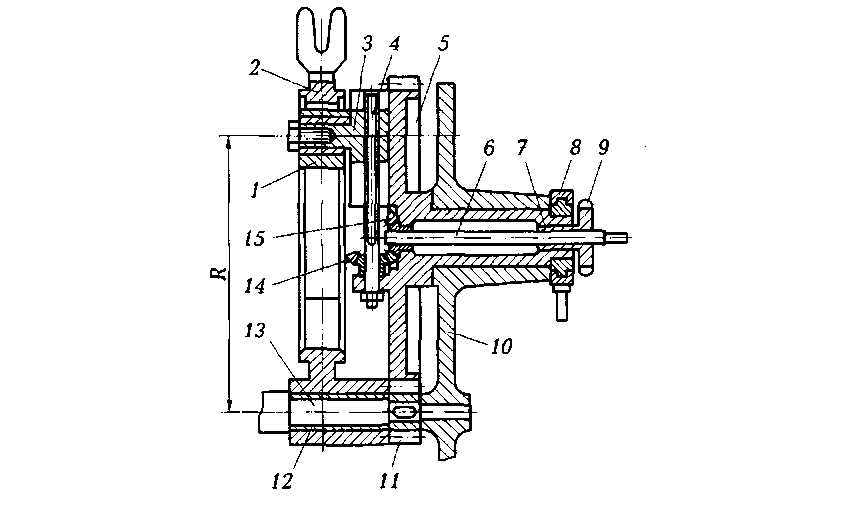
1 — камень; 2 — кулиса; 3 — палец кривошипа; 4 — винт; 5 — кривошипный диск; 6 — валик; 7, 12 — втулки; 8 — эксцентрик механизма подач; 9 — стопорная гайка; 10 — станина; 11, 14, 15— зубчатые колеса; 13 — вал; R — радиус кривошипного пальца
Вращение винта осуществляется от валика 6 через коническую зубчатую передачу с колесами 14 и 15. Кривошипный диск при помощи хвостовика устанавливают в стенку станины 10. Вращение кривошипного диска осуществляется от привода станка через зубчатую передачу с колесом 11. Камень 1, установленный на пальце 3, входит в продольный паз кулисы, заставляя ее совершать качательное движение. Вилка, расположенная в верхней части кулисы, соединена с ползуном станка и при качании кулисы заставляет ползун перемещаться возвратно-поступательно в горизонтальной плоскости.
Одним из достоинств кулисного механизма является повышенная скорость обратного хода по сравнению со скоростью прямого (рабочего) хода, что особенно важно при использовании кулисного механизма в металлорежущих станках, где обратный ход является холостым.
Сборка кулисного механизма.
Технологический процесс сборки кулисного механизма состоит их трех сборочных операций: сборки кривошипного диска; сборки кулисы; общей сборки кулисного механизма.
Сборку кривошипного диска начинают с контроля посадочных размеров и геометрической формы отверстия кривошипного диска 5 и втулки 7 требованиям чертежа и только после этого производят ее запрессовку. Отверстие во втулке после ее запрессовки необходимо развернуть для восстановления геометрических размеров и формы. Затем на валике 6 устанавливают шпонку и вводят его в отверстие кривошипного диска. На конце валика монтируют коническое зубчатое колесо 15.
На следующем этапе сборочного процесса ввертывают винт 4 в резьбовое отверстие пальца 3 кривошипа. После этого на уступе кривошипного диска устанавливают зубчатое колесо 14 так, чтобы его отверстие совпало с отверстием в уступе, а палец 3 кривошипа вводят в паз кривошипного диска так, чтобы гладкий конец винта 4 вошел в отверстие конического зубчатого колеса 14. После установки зубчатого колеса проверяют «на краску» качество зацепления колес 14 и 15. Винт 4 закрепляют на уступе при помощи гайки.
После сборки кривошипного диска его устанавливают в корпусе станины 10, монтируя на хвостовике эксцентрик 8 механизма подачи, и фиксируют положение стопорной гайкой 9.
Сборку кулисы начинают с контроля геометрических размеров и формы посадочных мест (вала кулисы 2 и отверстия под втулку и втулки 12, а также отверстия под вал кулисы в корпусе станины и вала 13 кулисы) требованиям чертежа. Кроме того, необходимо проверить перпендикулярность собранного кривошипного диска валу кулисы при помощи рамного уровня, устанавливаемого на вал 13 кулисы, который размещают в отверстии корпуса.
После выполнения контрольных операций в отверстие кулисы 2 запрессовывают втулку 12 и развертывают ее отверстие для восстановления первоначальных геометрических размеров и формы. Кулису 2 устанавливают на вал 13 и, используя шпоночное соединение, монтируют на валу зубчатое колесо 11, После этого, используя рамный уровень, проверяют перпендикулярность направляющих кулисы ее оси.
Общую сборку кулисного механизма начинают с установки собранного узла кулисы в отверстие корпуса станины так, чтобы зубчатое колесо 11, установленное на валу 13, вошло в зацепление с кривошипным диском 5. Проверяют зубчатое зацепление «на краску» и величину бокового зазора.
После установки кулисы в корпусе в ее направляющих размещают кулисный камень 1 так, чтобы он своим отверстием вошел в выступ пальца 3 кривошипа, и соединяют их винтом. После этого приступают к регулированию угла качания кулисы.
Регулирование угла качания кулисы осуществляется за счет изменения радиуса R кривошипного пальца (см. рис. 1). Для того чтобы изменить величину радиуса R, на квадратный конец валика 6 надевают рукоятку. Вращение рукоятки через зубчатую передачу с колесами 14 и 15 и винт 4 обеспечивают перемещение кривошипного пальца 3 вдоль радиусного паза кривошипного диска 5, изменяя эксцентриситет, а тем самым и угол качания кулисы, а следовательно, и длину хода ползуна.