
Процесс закрепления оборудования состоит из следующих этапов: предварительное закрепление, подливка оборудования, окончательное закрепление.
Предварительное закрепление оборудования.
Для предупреждения смещения оборудования после выверки перед подливкой необходимо произвести предварительное закрепление оборудования на фундаменте. При этом осуществляется затягивание гаек фундаментных болтов, которые расположены в непосредственной близости от опорных элементов. При затягивании фундаментных болтов диаметром до 24 мм усилие затяжки не должно превышать 25 Н.
Если при выверке оборудования используют упругие элементы, то процесс предварительной затяжки совмещают с процессом выверки оборудования.
Подливка оборудования.
Перед подливкой поверхность фундамента и опорная поверхность оборудования должны быть тщательно подготовлены. Опорные поверхности оборудования обезжиривают и промывают водой, а поверхность фундамента очищают от масла и пыли и увлажняют, не допуская скопления влаги в приямках и углублениях.
Если при установке на фундамент используют анкерные болты, которые должны быть удалены после подливки оборудования, то их перед подливкой необходимо изолировать от сцепления с бетоном.
После изоляции анкерных болтов на расстоянии 100… 150 мм от фундаментной плиты устанавливают опалубку (рис. 1), изготовленную из тесаных досок толщиной 15…20 мм, высота которой над фундаментом должна составлять 20…30 мм. Бетонную смесь подают в опалубку с одной стороны подливаемого оборудования до тех пор, пока она не заполнит опалубку с другой стороны. Для обеспечения равномерного заполнения подливаемого пространства бетонную смесь следует подавать равномерно, используя специальное приспособление — вибратор.
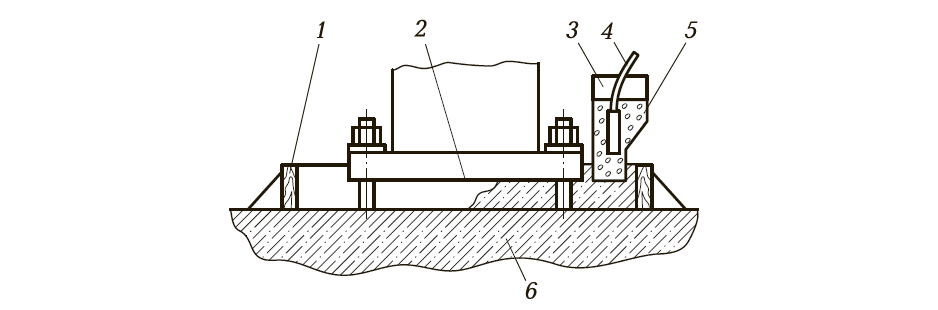
1 — опалубка; 2 — опорная поверхность оборудования; 3 — лоток-накопитель; 4 — вибратор; 5 — подливочная смесь; 6 — фундамент
Окончательное закрепление оборудования.
Затягивание фундаментных болтов при окончательном закреплении оборудования следует производить равномерно, за два-три обхода по контуру. Начинают затягивание с болтов, расположенных по осям симметрии опорной части оборудования, а затем производят затяжку остальных болтов, постепенно отдаляясь от оси симметрии. Так как затяжка всех болтов должна производиться с одинаковым усилием, то для этого следует использовать, по возможности, тарированные ключи. Если закрепляемое оборудование работает со значительными динамическими нагрузками, то гайки фундаментных болтов следует предохранять от самопроизвольного отвинчивания за счет их стопорения специальными стопорными шайбами. Необходимость стопорения должна быть указана в инструкции по монтажу оборудования. После испытания установленного оборудования под нагрузкой проверяют затяжку фундаментных болтов.