
Правка — операция по выправлению изогнутого или покоробленного металла, которой можно подвергать только пластичные металлы и сплавы (алюминий, титан, медь, сталь, латунь). Осуществляется правка с применением различных приспособлений и инструментов.
Инструменты и приспособления выбирают в зависимости от формы и размеров заготовок, подлежащих правке.
Правильные плиты применяют для правки листового, полосового и профильного проката.
Рихтовальные бабки (рис. 1) применяют, как правило, для рихтовки заготовок из материалов высокой твердости или предварительно закаленных.
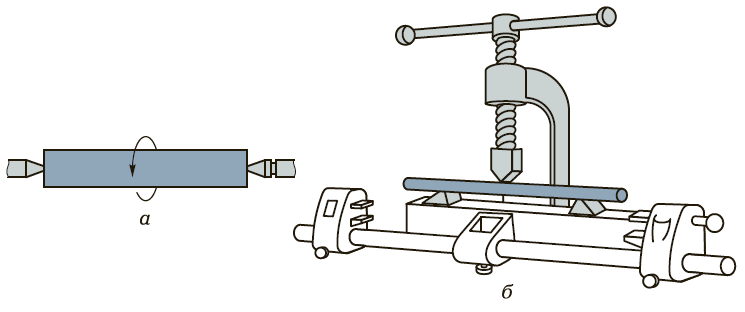
Ручной винтовой пресс (рис. 2) обеспечивает правку круглого и профильного проката.
Молотки применяют для приложения усилия в месте правки. В зависимости от физико-механических свойств материала заготовки и ее толщины выбирают молотки различных типов:
- слесарные молотки с квадратным или с круглым бойком применяют при правке заготовок из круглого и полосового проката;
- молотки с мягкими вставками (рис. 3) используют для правки заготовок с обработанной поверхностью;
- киянки — молотки, ударная часть которых выполнена из дерева твердых пород. Применяют для правки листового металла с высокой пластичностью, например меди;
- гладилки металлические или деревянные (из твердых пород дерева) — бруски для выправления (выглаживания) листового металла толщиной до 0,5 мм.
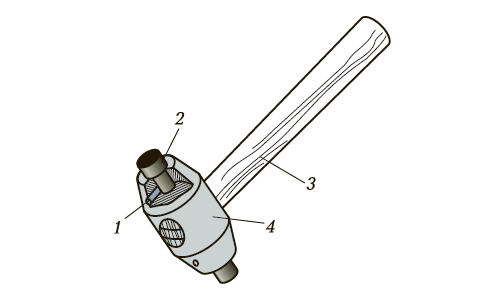
1 — штифт; 2 — боек; 3 — рукоятка; 4 — корпус
Способы правки выбирают в зависимости от размеров, профиля и физико-механических свойств материала заготовки, подлежащей правке.
Правка изгибом применяется при выправлении круглого и профильного проката, имеющего достаточно большое поперечное сечение. Заготовку располагают на правильной плите выпуклостью вверх и, нанося по ней удары слесарным молотком, выправляют. По мере выправления силу удара ослабляют. Правка изгибом может быть реализована с использованием ручного винтового пресса (см. рис. 2).
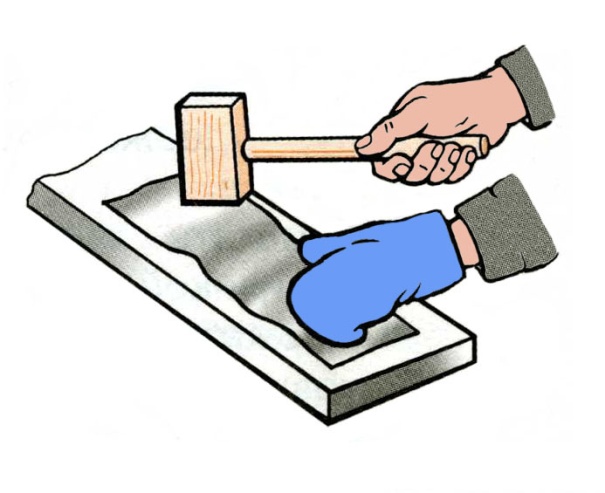
Правка вытягиванием применяется при выправлении листового металла, имеющего выпуклость или волнистость. Выполняется такая правка молотками с мягкими вставками или киянками. Правка осуществляется на правильной плите путем нанесения частых несильных ударов от границ выпуклости к краю заготовки.
Правка выглаживанием применяется при выправлении заготовок очень малой толщины (до 0,5 мм) и осуществляется на правильной плите гладилкой, перемещаемой от края неровности к краю заготовки.
Рихтовка — правка термически обработанных (закаленных) заготовок — осуществляется на рихтовальных бабках (см. рис. 1) при помощи специальных рихтовальных молотков.
Ручная правка заготовок выполняется в различной последовательности, определяемой видом заготовки и характером ее деформации.
Правку полосового проката, изогнутого по плоскости, выполняют в следующей последовательности:
- отмечают границы изогнутости;
- размещают полосу на правильной плите выпуклостью вверх;
- наносят удары по выпуклости от ее края к середине, по мере выправления полосы силу удара уменьшают;
- качество правки определяют по просвету между полосой и правильной плитой визуально или при помощи щупа.
Правка полосового проката, изогнутого по ребру, осуществляется в следующей последовательности:
- определяют границы изогнутости;
- изогнутую полосу размещают на правильной плите и прижимают к ней;
- наносят удары носком молотка вдоль ребер по всей ширине полосы, начиная с ее вогнутой стороны, уменьшая силу удара по мере приближения к ребру, имеющему выпуклость;
- контроль осуществляют, проверяя зазор между выправленной полосой и правйльной плитой.
Правка полосы со спиральной изогнутостью осуществляется следующим образом:
- закрепляют один конец полосы в тисках;
- устанавливают на свободном конце полосы ручные тисочки;
- вращают ручные тисочки в направлении, противоположном спиральной изогнутости полосы, и выправляют ее;
- окончательную правку выполняют одним из описанных ранее способов;
- контроль осуществляется визуально или щупом.
Правка листового материала киянкой производится следующим образом:
- лист укладывают на правильную плиту и отмечают имеющиеся на нем выпуклости;
- определяют порядок нанесения ударов, зависящий от расположения выпуклости, и выправляют ее;
- если выпуклость находится по середине листа, то удары наносят от ее края к середине, постепенно уменьшая их силу и увеличивая частоту;
- при выпуклости, расположенной на краю листа (волнистость), удары наносят от середины листа к его краям, постепенно уменьшая силу удара;
- качество правки контролируют визуально или при помощи щупа.
Правка листового материала гладилками выполняется следующим образом:
- лист укладывают на плиту выпуклостью вверх так, чтобы его края находились на плите;
- прижимают лист левой рукой к правильной плите, а правой перемещают гладилку с небольшим усилием вдоль листа по всей его поверхности до полного выправления выпуклости;
- лист переворачивают и окончательно выправляют, постепенно уменьшая нажим на гладилку.
Рихтовка закаленных заготовок производится на рихтовальных бабках в следующей последовательности:
- определяют на заготовке границы выпуклости;
- укладывают заготовку на рихтовальную бабку так, чтобы выпуклость прилегала к ее поверхности, т. е. заготовка была обращена выпуклостью вверх;
- рихтовальным молотком наносят удары по вогнутой поверхности заготовки, перемещая ее при этом на рихтовальной бабке вверх и вниз;
- прямолинейность заготовки контролируют лекальной линейкой или щупом на контрольной плите.
Правка круглого проката и труб осуществляется на винтовом прессе следующим образом:
- определяют границы изгиба и его верхнюю точку;
- устанавливают заготовку на призмах, размещенных на столе пресса, так, чтобы центр выпуклости совпал с осью винта пресса;
- прижимают призматический наконечник винта пресса, вращая его, к поверхности заготовки. Вращают винт и, увеличивая нагрузку на заготовку, выправляют ее;
- контроль качества правки осуществляется в центрах с применением установленного на стойке индикатора часового типа.