

Гибка (изгибание) — операция, в результате которой заготовка принимает требуемые форму и размеры за счет сжатия внутренних и растяжения наружных слоев материала заготовки. При изгибании слои материала заготовки, расположенные вдоль ее оси, не претерпевают изменений, сохраняя свои первоначальные размеры. Эти слои материала заготовки называют нейтральными. Расчет размеров заготовки производится относительно нейтральной линии.
Гибка выполняется вручную с использованием универсальных инструментов и материалов и специальных приспособлений.
Гибка может осуществляться как в холодном, так и в горячем состоянии, когда нагревают заготовку целиком или отдельные ее участки.
Инструменты, материалы и приспособления для гибки выбирают в зависимости от материала, размеров и способа гибки.
Инструменты для гибки.
Слесарные молотки с круглым или с квадратным бойком применяют при гибке листового материала толщиной более 0,6 мм, полосового и профильного проката толщиной до 0,6 мм.
Молотки с мягкими вставками и киянки используют при гибке тонколистового материала толщиной до 0,5 мм, заготовок из цветного металла и предварительно обработанных заготовок.
Плоскогубцы и круглогубцы применяют при гибке профильного проката толщиной менее 0,6 мм и проволоки.
Вспомогательные материалы, применяемые при гибке.
При гибке труб в зависимости от их материала и размеров для предупреждения образования складок на внутренней поверхности трубы их предварительно заполняют наполнителем. В качестве наполнителей используют:
- песок — при гибке как в холодном, так и в горячем состоянии труб диаметром 10 мм и более из отожженной стали при радиусе гибки более 200 мм; труб диаметром свыше 10 мм из отожженной меди и латуни при радиусе гибки до 100 мм в горячем состоянии;
- канифоль — при гибке в холодном состоянии труб из отожженной меди и латуни при радиусе гибки, не превышающем 100 мм.
Приспособления, применяемые при гибке.
Приспособления для нагрева труб перед гибкой обеспечивают нагрев трубы в месте изгиба или изгибаемой заготовки в целом. Для этих целей служат установки токов высокой частоты (ТВЧ), пламенные печи, горны и паяльные лампы.
Специальные приспособления для гибки предназначены для выполнения определенного вида работ с определенными изделиями.
При гибке следует придерживаться следующих правил:
- при изгибании листового и полосового материала в тисках разметочную риску следует располагать точно по уровню губок тисков. Полосовой материал толщиной свыше 3 мм следует изгибать только в сторону неподвижных губок тисков;
- при гибке из полос и круглого проката деталей типа уголков, скоб, крючков, колец необходимо предварительно рассчитать длину элементов и общую длину заготовки, размечая при этом места изгиба;
- при массовом изготовлении деталей типа скоб следует применять оправки, размеры которых соответствуют размерам элементов детали;
- при гибке труб любым методом шов должен располагаться внутри изгиба.
Последовательность выполнения работ при гибке зависит от типа заготовки. Особое место при выполнении гибочных работ занимают гибка труб и навивка пружин.
Гибка труб может производиться как в холодном, так и в горячем состоянии.
Гибка труб в холодном состоянии выполняется в следующей последовательности:
- нагревают трубу до температуры 600…700 °C и охлаждают на воздухе до температуры окружающей среды;
- один конец трубы закрывают пробкой и заполняют ее наполнителем (сухой просеянный песок), нанося легкие удары молотком по стенкам трубы для обеспечения ее полного и плотного заполнения, после чего второй конец трубы также закрывают пробкой;
- изгибают трубу на оправке необходимого диаметра;
- извлекают из трубы пробки и удаляют наполнитель.
Гибка труб в горячем состоянии выполняется так же, как и в холодном. Отличие состоит в том, что после заполнения трубы песком ее нагревают в месте изгиба паяльной лампой.
Навивка пружин вручную (рис. 1) осуществляется на оправке в слесарных тисках следующим образом:
- выбирают по размеру стальную цилиндрическую оправку 2 и изгибают ее;
- сверлят отверстие диаметром на 1…1.5 мм больше диаметра проволоки 1, используемой для навивки пружины;
- проволоку, необходимую для навивки пружины, рихтуют и отрезают кусок необходимой длины;
- один конец проволоки вводят в отверстие оправки;
- оправку с проволокой закрепляют в тисках между двумя деревянными прокладками 3 из твердых пород дерева (дуб, бук);
- навивку пружин производят, вращая оправку за рукоятку и наблюдая при этом за тем, чтобы витки проволоки ложились на оправку плотно, один к другому;
- оправку с навитой на нее пружиной извлекают из тисков и снимают пружину;
- на концах готовой пружины изгибают петли-крючки.
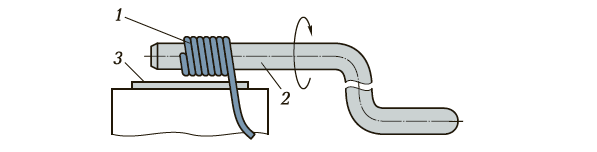
1 — проволока; 2 — оправка; 3 — прокладка