

Резка (резание) — операция, связанная с разделением материалов на части при помощи ножовочного полотна, ножниц или другого режущего инструмента.
К инструментам и приспособлениям, получившим наиболее широкое применение при резке, относятся ручные слесарные ножовки и ножницы различных конструкций (для разрезания листового материала и профильного проката); труборезы и приспособления для закрепления разрезаемых заготовок.
Ручные слесарные ножовки (рис. 1, а) предназначены для разрезания профильного проката, толстых листов и полос, выполнения пазов и шлицов в головках винтов и вырезания заготовок по контуру.
Ручные ножницы (рис. 1, б) изготавливают прямыми, правыми и левыми. Они предназначены для разрезания листовой стали толщиной до 0,7 мм, листовой меди и латуни толщиной до 1,5 мм.
Силовые ножницы (рис. 1, в) применяют при разрезании листовой стали толщиной до 2,5 мм.
Ручные настольные рычажные ножницы (рис. 1, г) применяют для разрезания стальных листов толщиной до 4 мм и алюминиевых или латунных — до 6 мм.
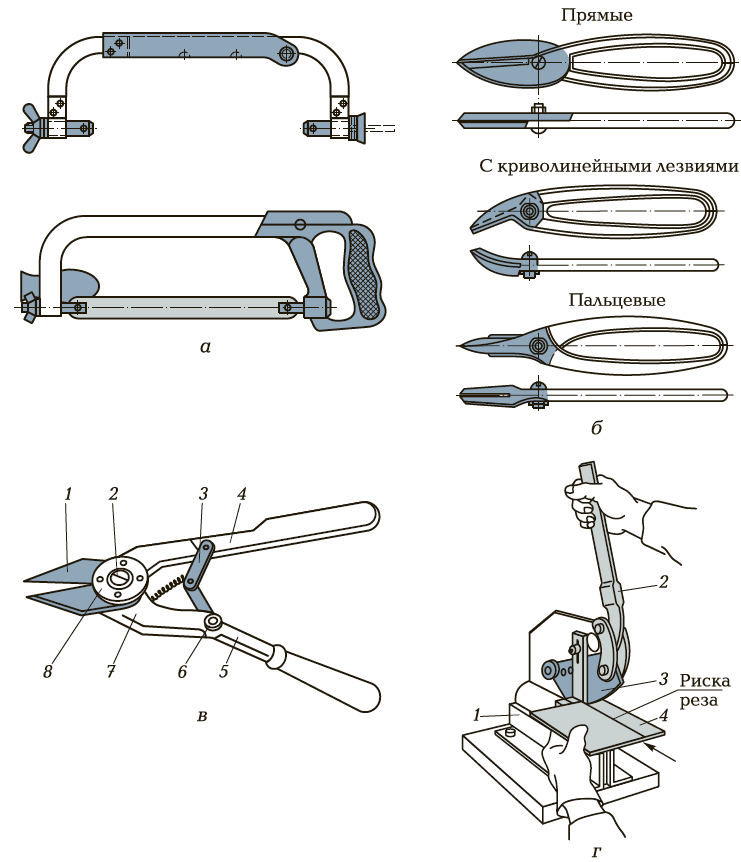
а — ножовочные станки; б — ручные ножницы; в — силовые ножницы: 1 — нож; 2 — винт; 3 — шарнирное звено; 4 — рукоятка с насечкой; 5 — рукоятка с пластмассовым наконечником; 6 — ось; 7 — рычаг; 8 — шайба; г — ручные настольные рычажные ножницы: 1 — основание; 2 — рукоятка; 3 — нож; 4 — заготовка
Труборезы (рис. 2) обеспечивают более качественное по сравнению со слесарной ножовкой разрезание труб.
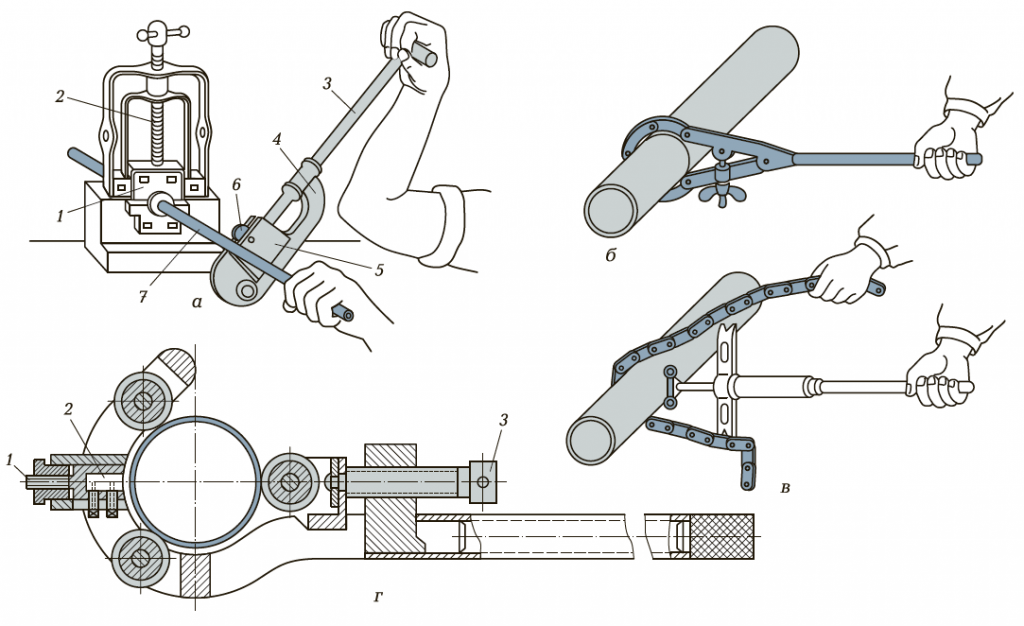
а — роликовый: 1 — прижим; 2 — винт; 3 — винтовой рычаг; 4 — скоба; 5 — кронштейн; 6 — режущий ролик; 7 — труба; б — хомутиковый; в — цепной; г — резцовый: 1 — нажимной ролик; 2— отрезной ролик; 3 — винт
При разрезании заготовок их необходимо закреплять либо в тисках, либо в специальных приспособлениях, например трубных прижимах.
Правила разрезания материалов ручными инструментами.
При резании металла ручными инструментами следует соблюдать ряд правил, которые в значительной мере различаются в зависимости от используемого инструмента и свойств материала, подвергаемого разрезанию.
При разрезании материалов ручной ножовкой следует придерживаться следующих правил:
- Проверить правильность установки и натяжения ножовочного полотна в станке ручной ножовки.
- Произвести разметку линии реза по всему периметру заготовки с припуском 2…3 мм на последующую обработку.
- Закрепить заготовку в тисках.
- Разрезание полосового и углового материала следует производить по широкой части заготовки.
- В том случае, если длина реза на заготовке превышает размер полотна ножовочного станка, разрезание следует производить ножовочным полотном, закрепленным перпендикулярно плоскости ножовочного станка (ножовкой с повернутым на 90° полотном).
- Листовой материал малой толщины при разрезании следует зажимать в тисках между деревянными брусками и разрезать вместе с ними.
- При разрезании труб их следует закреплять в трубном прижиме или в тисках с использованием доя этого профильных (призматических) деревянных прокладок.
В процессе разрезания заготовки необходимо:
- в начале разрезания наклонять ножовку от себя на 10… 15°;
- при разрезании ножовочное полотно удерживать в горизонтальном положении;
- в работе использовать не менее 3/4 ножовочного полотна;
- рабочее движение производить плавно, без рывков;
- в конце разрезания нажатие на ножовку ослабить и поддерживать отрезанную часть рукой.
При разрезании листового металла ручными ножницами необходимо выполнять следующие правила:
- при разметке заготовки необходимо предусмотреть припуск 0,5 мм на последующую обработку;
- разрезание следует производить при надетых на руки руковицах;
- разрезаемую заготовку следует располагать строго перпендикулярно лезвиям ножниц;
- в конце разрезания лезвия ножниц не следует сводить полностью;
- разрезание следует производить строго по линии разметки.
При разрезании металла ручными рычажными ножницами следует:
- работать в рукавицах;
- разрезание листового материала размером более 0,5×0,5 м производить вдвоем (один должен поддерживать лист и продвигать его в направлении от себя по нижнему ножу, а другой — нажимать на рычаг ножниц);
- располагать разрезаемую заготовку строго перпендикулярно плоскости подвижного ножа;
- не доводить ножи до полного сжатия в конце каждого реза.
При разрезании труб труборезом рекомендуется:
- отмечать линию реза мелом по всему периметру трубы;
- прочно закреплять трубу в трубном прижиме или в тисках с использованием профильных деревянных прокладок;
- располагать место реза не более чем в 100 мм от зажимных губок прижима или тисков;
- смазывать место реза машинным маслом;
- следить за перпендикулярностью рукоятки трубореза оси трубы;
- следить, чтобы диски трубореза располагались точно, без перекоса по линии реза;
- не прикладывать больших усилий при вращении винта рукоятки трубореза для подачи режущих дисков;
- поддерживать труборез обеими руками в конце реза.
Механизация работ при резке.
Механизация работ при резке осуществляется главным образом за счет ручного механизированного инструмента, в качестве которого, в большинстве случаев, применяют механическую ножовку и ручные электровибрационные ножницы.
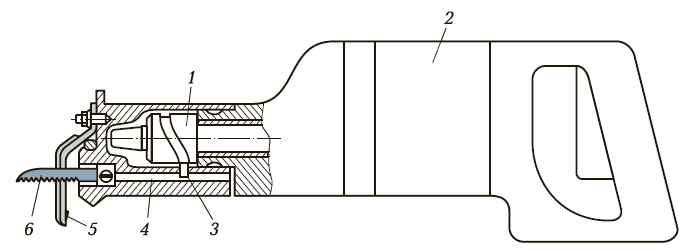
1 — барабан; 2 — корпус; 3 — палец; 4 — ползун; 5 — скоба; 6 — ножовочное полотно
Механическая ножовка (рис. 3) состоит из корпуса 2, в котором помещен электрический двигатель. На валу двигателя установлен барабан 1, в спиральный паз которого входит палец 3, соединенный с ползуном 4. На ползуне укреплено ножовочное полотно 6. При вращении барабана ножовочное полотно получает возвратно-поступательное движение и выполняет разрезание металла. Во время работы ножовка упирается скобой 5 и поддерживается за рукоятку.
Ручные электровибрационные ножницы (рис. 4) позволяют разрезать листовую сталь толщиной до 2,7 мм. Ножницы состоят из корпуса 3, в котором смонтирован электрический двигатель, и корпуса 2 ножовочной головки. Двигатель через червячную передачу приводит в движение эксцентриковый вал 1. Шатун 9, установленный на эксцентриковый вал 1, нижней головкой связан с пальцем 8 рычага верхнего ножа 6. Нижний нож 5 крепится к скобе 4. В процессе работы шатун 9, совершая возвратно-поступательное движение, заставляет качаться ножевой рычаг 7 с верхним ножом 6, обеспечивая разрезание металла. Зазор между ножами регулируется перемещением скобы 4 в картере ножевой головки. Величина этого зазора зависит от толщины разрезаемого металла.
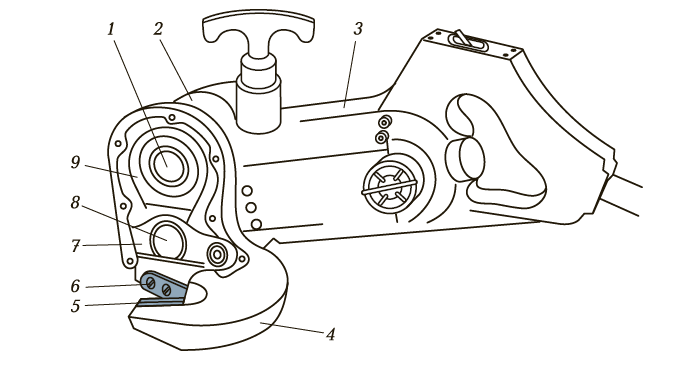
1 — эксцентриковый вал; 2 — корпус ножовочной головки; 3 — корпус; 4 — скоба; 5 — нижний нож; 6 — верхний нож; 7 — рычаг; 8 — палец; 9 — шатун