Цепная передача состоит из двух зубчатых колес, называемых звездочками. Звездочки располагаются на некотором расстоянии друг от друга и огибаются цепью. Сцепление цепи с зубьями звездочек обеспечивает передачу вращательного движения от одного вала передачи к другому. Если цепная передача работает при больших окружных скоростях, ее помещают в специальный кожух — картер, который заполняют маслом. Надежное и стабильное смазывание защищает передачу от загрязнений и уменьшает шум при ее работе. Кроме того, кожух, закрывая вращающиеся детали передачи, обеспечивает ее безопасную эксплуатацию.
В зависимости от назначения цепные передачи подразделяются на три типа: грузовые (для подъема грузов), тяговые (для перемещения грузов) и приводные (для передачи движения от двигателя к исполнительному механизму).
По сравнению с ременными передачами цепные обладают рядом преимуществ:
отсутствие проскальзывания;
компактность;
меньшая нагрузка на валы и подшипниковые опоры;
высокий КПД, достигающий 0,98.
Наряду с указанными достоинствами цепная передача по сравнению с ременной имеет ряд недостатков, которые в значительной степени ограничивают ее применение:
удлинение цепи в процессе эксплуатации, что приводит к неравномерности хода передачи;
возникновение динамических нагрузок, возрастающих с увеличением скорости цепи и с уменьшением числа зубьев на меньшей из звездочек;
шум при работе;
сложность эксплуатации.
В большинстве случаев цепную передачу применяют тогда, когда использование зубчатой передачи невозможно из-за большого расстояния между осями валов, а ременную передачу нельзя применять в связи с требованиями к постоянству передаточного отношения. Наиболее распространено применение цепных передач для механизмов вращательного движения мощностью до 100 кВт при окружных скоростях до 15 м/с.
Типы цепей.
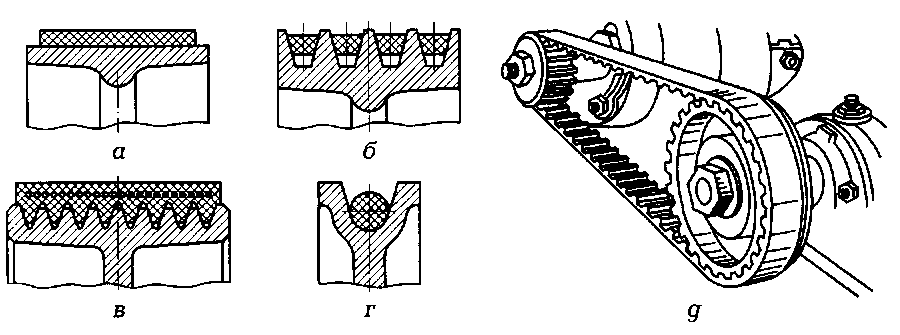
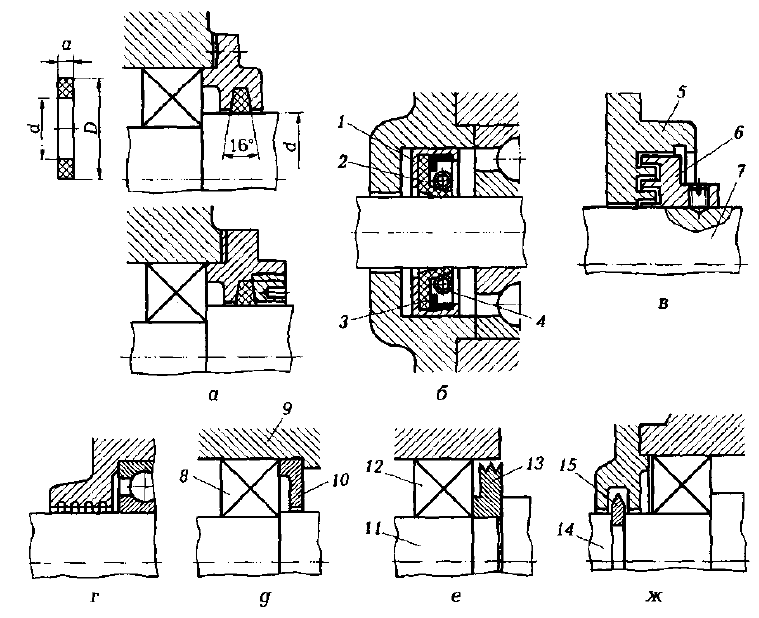
В зависимости от конструкции различают втулочные, роликовые, зубчатые и фасоннозвенные цепи. Основными параметрами, характеризующими приводные цепи, являются шаг (расстояние между осями двух ближайших шарниров), ширина и разрушающая нагрузка, которая устанавливается опытным путем.
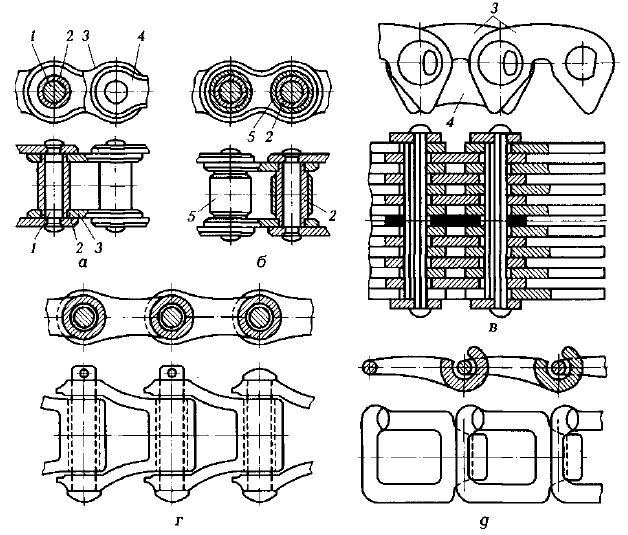
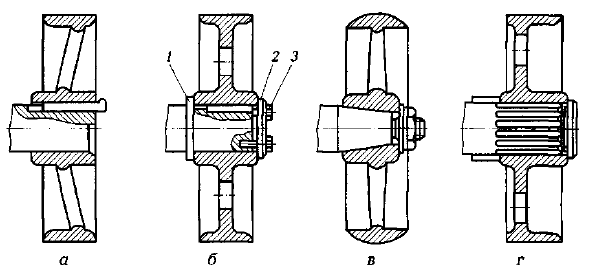
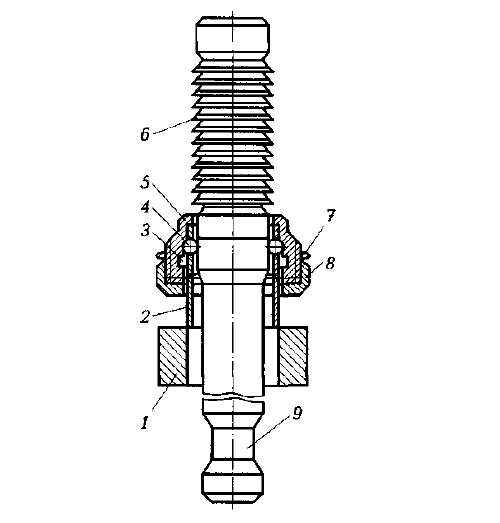
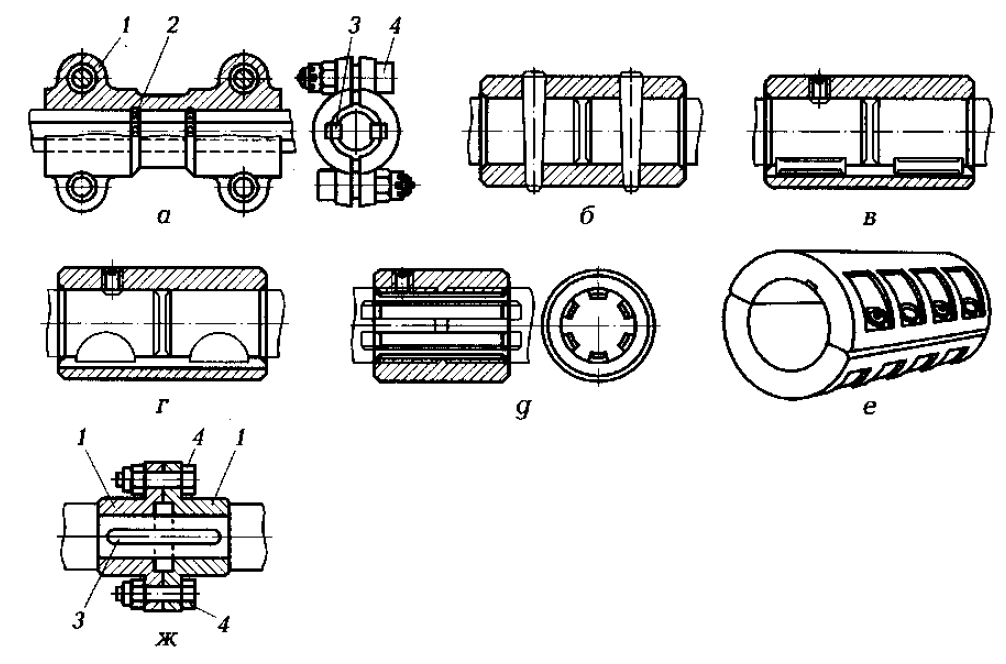
Втулочная цепь (рис. 1, а) в зависимости от передаваемой нагрузки может быть одно- и двухрядной. Втулочные цепи просты по конструкции, имеют небольшую массу и дешевы в изготовлении. Однако, вследствие недостаточной износоустойчивости их применение ограничено окружными скоростями до 10 м/с. Цепь состоит из внутренних пластин 3, напрессованных на втулку 2, которая свободно вращается на валике 1 с напрессованными наружными пластинами 4.
Роликовая цепь (рис. 1, б) в зависимости от условий эксплуатации и передаваемых мощностей может иметь несколько видов исполнения: однорядная (нормальная, длиннозвенная облегченная, усиленная); многорядная, с изогнутыми пластинами. Конструктивно роликовая цепь отличается от втулочной тем, что на ее втулках 2 устанавливают свободно вращающиеся ролики 5. В результате применения роликов трение скольжения, имеющее место во втулочной цепи, в роликовой заменяется на трение качения. Роликовые цепи могут передавать вращательное движение с окружной скоростью до 15 м/с.
Зубчатая цепь (рис. 1, в) работает с меньшим шумом, чем втулочная и роликовая, так как ее конструкция обеспечивает лучшие условия зацепления с зубьями звездочек. Недостатком таких цепей является их большая масса по сравнению с роликовыми и втулочными цепями и высокая стоимость изготовления. Используют цепи этой конструкции, как правило, для передачи больших мощностей при окружных скоростях до 30 м/с.
Звенья цепи состоят из набора пластин 3 и 4, число которых определяется шириной цепи. Каждая пластина имеет два выступа и впадину между ними для зуба звездочки. Конструкция цепи обеспечивает в шарнирах трение качения.
Фасоннозвенные цепи (рис. 1, г, д) применяют при передаче небольших мощностей и малых (3…4 м/с) окружных скоростях, как правило, в условиях, не обеспечивающих достаточную смазку и защиту от загрязнений. Эти цепи просты по конструкции и легко ремонтируются, что обусловливает их широкое применение в сельскохозяйственном машиностроении.
Различают штыревые (см. рис. 1, г) и крючковые (см. рис. 1, д) фасоннозвенные цепи. В штыревых цепях соединение звеньев осуществляется штырями, изготовленными из стали марки Ст3, которые после установки шплинтуются. Крючковая цепь состоит из звеньев, отлитых из чугуна или штампованных из стальной полосы (сталь ЗОГ), и не содержит дополнительных соединительных деталей.
Звездочки цепных передач.
Звездочки цепной передачи в зависимости от их размера могут изготавливаться цельными и составными. Звездочки втулочных и роликовых цепей имеют небольшую ширину и выполняются обычно из двух частей: диска с зубьями и ступицы, которые соединяют между собой болтами либо заклепками. Звездочки передач с зубчатыми и фасоннозвенными цепями имеют большую ширину и, как правило, выполняются цельными.
Для уменьшения изнашивания цепи и снижения шума при работе цепной передачи зубчатый венец звездочки в некоторых случаях изготавливают из полимерных материалов, соединяя его с металлической ступицей с помощью паза типа «ласточкин хвост».
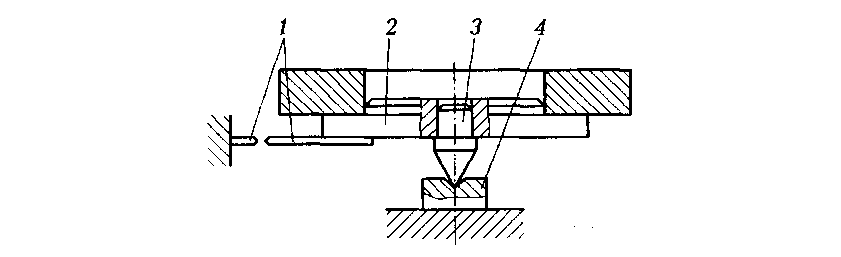
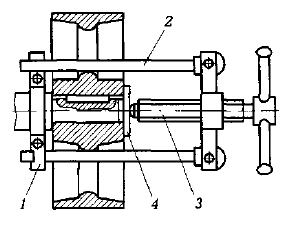
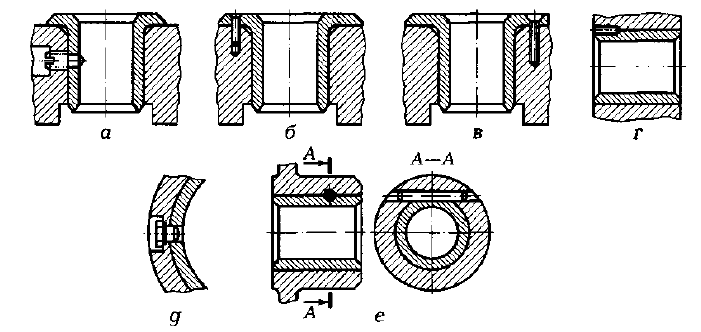
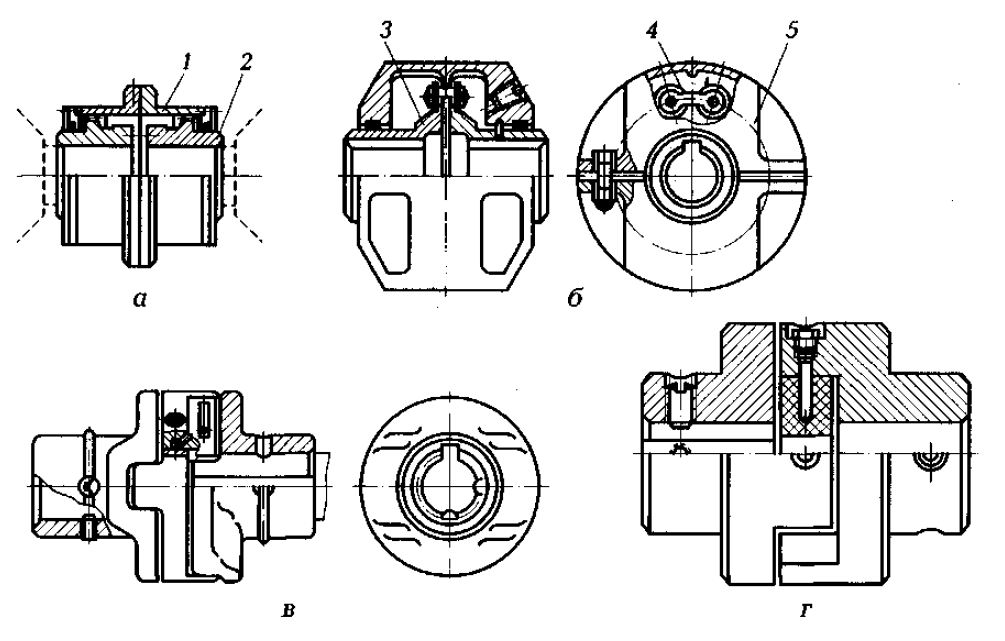
При использовании в цепной передаче составных звездочек их необходимо предварительно собрать. Сборка составной звездочки после контроля геометрических размеров и формы посадочных мест ступицы и зубчатого венца осуществляется следующим образом (рис. 2):
в зубчатом венце 4 сверлят отверстия под временные болты для соединения со ступицей, напрессовывают зубчатый венец на ступицу 3 звездочки и, используя эти отверстия в качестве кондуктора, сверлят отверстия под временные болты в ступице;
устанавливают временные болты и закрепляют зубчатый венец на ступице, после этого собранную звездочку устанавливают на эталонный вал, закрепляемый в центрах, и проверяют зубчатый венец звездочки на радиальное биение, поворачивая вал в центрах и устанавливая поочередно в каждую впадину зубчатого венца калибр (величину радиального биения определяют, используя индикатор часового типа, установленный на стойке).
Если величина радиального биения, полученная при проведении контроля, превышает величину, указанную в технических условиях на сборку, то звездочку разбирают, венец поворачивают относительно ступицы на угол, кратный числу временных болтов, вновь собирают и повторяют проверку радиального биения зубчатого венца до тех, пор пока оно не будет соответствовать требованиям технических условий на сборку.
По окончании контроля радиального биения зубчатого венца временные болты удаляют, отверстия под них развертывают и устанавливают постоянные болты или заклепки.
Технические требования к сборке цепных передач.
При сборке цепных передач необходимо обеспечить:
параллельность валов цепной передачи с отклонением не более 0,1 мм на длине 1000 мм;
относительное смещение звездочек в плоскости движения цепи не должно превышать 2 мм на 1000 мм межосевого расстояния;
пластины цепи должны быть параллельны между собой;
цепь, установленная на звездочках, должна иметь стрелу прогиба не более 0,02А при горизонтальном расположении передачи и не более 0,002А при ее вертикальном расположении, где А — межосевое расстояние;
шаг цепи должен строго соответствовать шагу звездочки;
передача должна работать плавно, без рывков.
В целях предупреждения изнашивания деталей цепной передачи необходимо производить их смазывание. Для ответственных силовых передач, работающих при окружных скоростях до 8 м/с, применяют картерное смазывание методом погружения в масляную ванну. Если окружная скорость передачи превышает 8м/с, то применяют системы принудительного циркуляционного смазывания с помощью масляного насоса или смазывание консистентной смазкой шарнирных соединений цепи. При небольших окружных скоростях передачи, не превышающих 4 м/с, применяют периодическое (через 6…8 ч работы) смазывание ручными масленками.
Монтаж звездочек на вал.
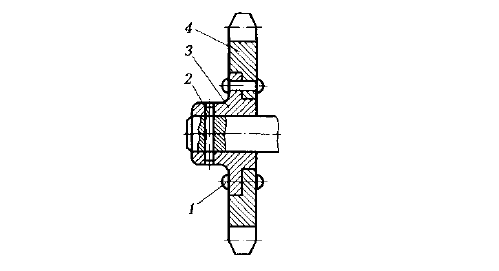
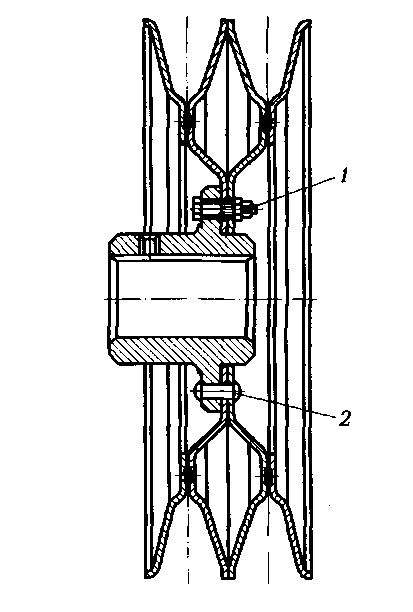
Звездочки цепной передачи устанавливают на вал, используя, как правило, посадки с натягом. Для обеспечения их фиксации на валу применяют шпоночные и штифтовые (см. рис. 2) соединения. При монтаже звездочек на вал с применением призматической шпонки звездочку напрессовывают, используя, как правило, молоток и оправки, смазав предварительно шейку вала для снижения усилия напрессовки. При установке звездочки необходимо следить за тем, чтобы шпонка свободно входила в паз ступицы. Для предупреждения возможного осевого перемещения ступицы относительно вала устанавливают стопорный винт, который стопорят от самопроизвольного отвинчивания контргайкой.
Монтаж цепей.
Перед началом монтажа цепей необходимо удалить консервирующую смазку, затем цепь следует промыть, просушить и подогнать по длине в соответствии со сборочным чертежом передачи.
Перед подгонкой цепи освобождают от шплинтов или запирающей пластины замыкающего звена, которое снимают с цепи, отсоединяя группу лишних звеньев. После этого приступают к монтажу цепи на звездочки передачи. Соединение концов цепи производится на верстаке либо непосредственно на сборочной единице. Сборка цепи непосредственно на сборочной единице производится в тех случаях, когда цепь в собранном виде не может быть установлена на звездочки передачи, например, когда звездочки находятся внутри корпуса.
При установке цепи непосредственно на сборочной единице применяют различные приспособления, выбор которых зависит от конструкции цепи.
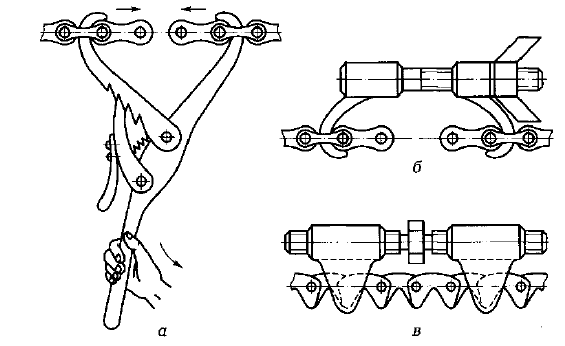
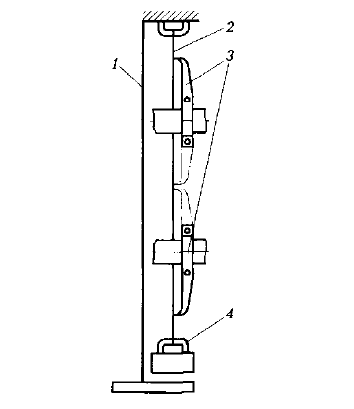
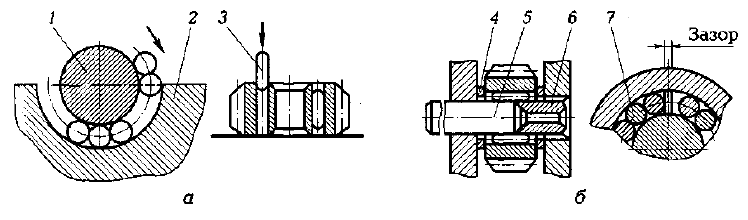
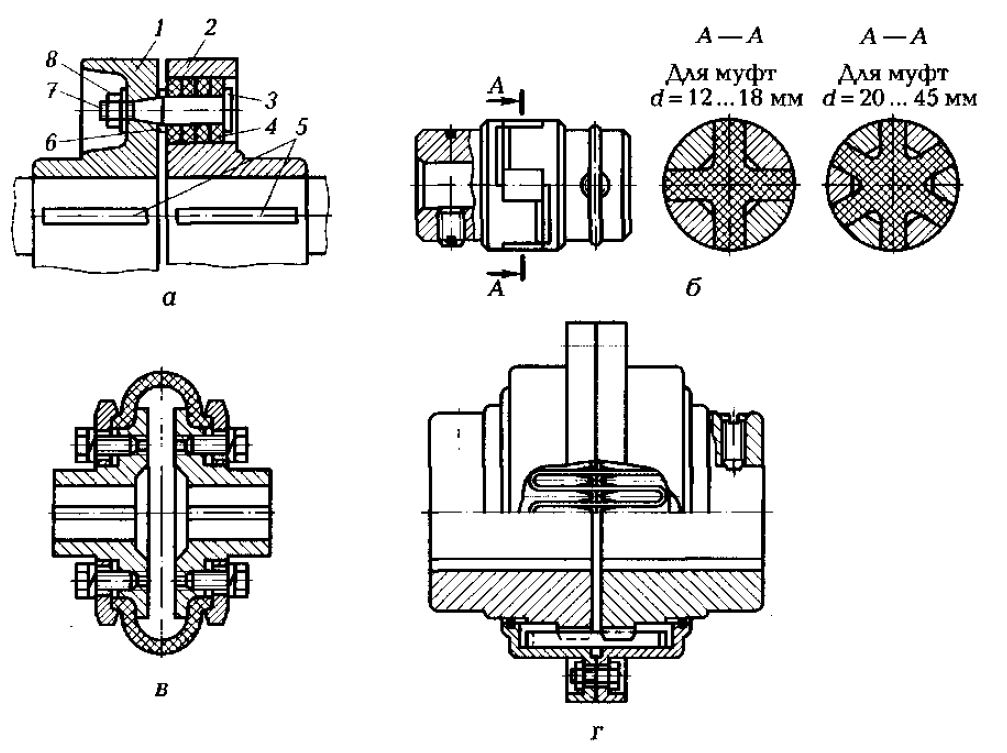
При соединении концов роликовых и втулочных цепей применяют рычажные (рис. 3, а) и винтовые (рис. 3, б) стяжки. Для соединения концов зубчатых цепей также применяют специальные стяжки (рис. 3, в).
Рис. 3. Стяжки для соединения концов цепи: а — рычажная; б, в — винтовые
Фасоннозвенные цепи собирают путем последовательного соединения звеньев, не используя специальных крепящих устройств.
Цепь в передаче должна быть установлена так, чтобы ее ведущая нижняя ветвь не была сильно натянута, что уменьшает удары между зубьями звездочки и звеньями цепи, обеспечивая плавную работу передачи и значительно меньший износ цепи, кроме того, позволяет снизить нагрузки на детали передачи.
Контроль качества сборки цепной передачи.
Оценка качества сборки цепной передачи осуществляется, как правило, визуально. Проворачивая передачу, проверяют плавность и легкость ее хода, при этом цепь не должна соскакивать со звездочек, а каждое звено цепи должно легко садиться на зуб звездочки и сходить с него. После проворачивания передачи отпечатки от втулок и роликов должны быть одинаковы на всех зубьях звездочек и составлять приблизительно 1/3 их высоты.
Ременная передача состоит из двух шкивов: ведущего и ведомого. Шкивы, расположенные на расстоянии друг от друга, соединены гибкой связью — ремнем, который надевают на шкивы с натяжением. Вращение от ведущего шкива к ведомому передается за счет сил трения, возникающих между ремнем и шкивом. По форме поперечного сечения ремня различают плоскоременные, клиноременные, поликлиновые и круглоременные передачи (рис. 1, а — г), а также зубчато-ременные (рис. 1, д), которые занимают промежуточное положение между ременными и зубчатыми передачами, объединяя достоинства тех и других.
Рис. 1. Типы ременных передач: а — плоскоременная; б — клиноременная; в — поликлиновая; г — круглоременная; д — зубчато-ременная
Типы ремней ременных передач.
Применение эластичных ремней обеспечивает плавность и бесшумность работы ременных передач. Благодаря возможности проскальзывания ремня, ременные передачи одновременно выполняют роль устройств, предохраняющих механизмы от перегрузки. Исключение составляют зубчатые передачи, в которых проскальзывание отсутствует.
Плоскоременные передачи применяют, когда необходимо передавать движение на большие расстояния. Если при малых межосевых расстояниях необходима передача движения с большими передаточными отношениями или от одного ведущего шкива к нескольким ведомым, то наиболее предпочтительным является использование клиноременной передачи.
Варьирование нагрузочной способности ременных передач осуществляется по-разному: в плоскоременных передачах меняют ширину ремня, а в клиноременных — число ремней при их неизменном поперечном сечении. Применение большого числа клиновых ремней неизбежно приводит к их неравномерной нагрузке, так как длина ремней не одинакова. В связи с этим в клиноременных передачах рекомендуется устанавливать не более 12 ремней.
Чтобы обеспечить трение между шкивом и ремнем, необходимо создать предварительное натяжение последнего. Такое натяжение осуществляется за счет предварительного упругого деформирования ремня или предварительного перемещения одного из шкивов передачи, а также с помощью специального натяжного устройства.
Плоские ремни, представляющие собой в поперечном сечении прямоугольник (см. рис. 1, а), изготавливают из различных материалов (кожа, прорезиненные ткани, хлопчатобумажные цельнотканые и синтетические материалы). Выбор материала, из которого изготавливают плоские ремни, зависит от условий эксплуатации.
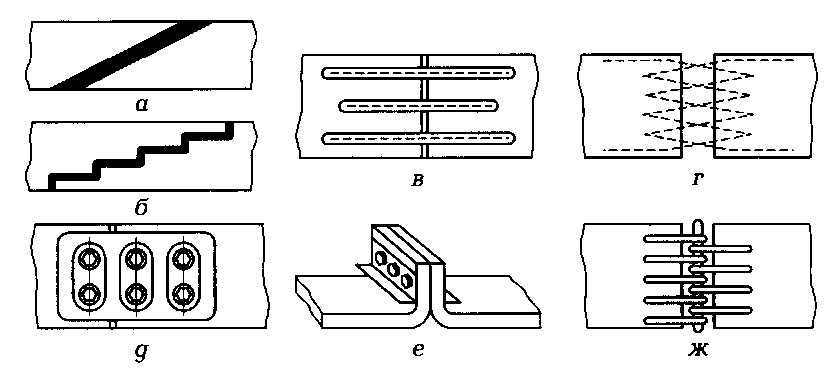
Концы плоских ремней соединяют различными способами (рис. 2), выбор которых зависит от материала, из которого изготовлен приводной ремень, и условий его эксплуатации.
Рис. 2. Способы соединения концов плоских ремней: а — по скошенным участкам; б — по уступам; в, г— сшиванием встык; д, е — жесткими металлическими элементами; ж — проволочными крючками с соединительным стержнем
Клиновые ремни (см. рис. 1, б) имеют трапецеидальную форму поперечного сечения. Они изготавливаются бесконечными семи типоразмеров (О, А, Б, В, Г, Д, Е), которые различаются размерами поперечного сечения. Размер поперечного сечения клинового ремня выбирают в зависимости от величины передаваемой мощности и скорости.
Поликлиновые ремни (см. рис. 1, в) применяют при скоростях, не превышающих 40 м/с, и передаточном числе до 10. Ремень выполняется бесконечным резиновым с клиновыми выступами на внутренней стороне и несущим слоем из корда.
Круглоременная передача (см. рис. 1, г) применяется для передачи малых мощностей. Круглые ремни диаметром 4…8 мм могут быть кожаными, хлопчатобумажными или прорезиненными.
Шкивы.
Шкивы ременной передачи изготавливают из чугуна, стали, легких сплавов или пластических масс. Наружную часть шкива, на которую надевают ремень, называют ободом, а центральную, обеспечивающую установку шкива на вал, — ступицей. Обод соединяют со ступицей при помощи диска или спиц. Шкив, устанавливаемый на конце вала, выполняют неразъемным; если требуется установить шкив в середине вала, применяют составные (разъемные) конструкции. При больших габаритных размерах шкивы также выполняют составными. Разъем шкива может быть выполнен как по спицам, так и между ними, но более рациональным является первый способ.
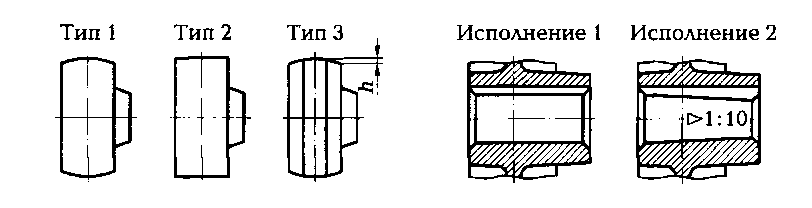
Обод шкива плоскоременной передачи выполняется плоским или слегка выпуклым, что обеспечивает лучшее удерживание ремня на ободе, т.е. лучшее центрирование ремня. Типы исполнения шкивов приведены на рис. 3.
Рис. 3. Типы шкивов плоскоременной передачи: h — высота выпуклости
Шкивы клиноременных передач имеют на ободе канавки под клиновой ремень. Угол наклона боковых поверхностей канавок меньше угла боковых поверхностей ремня, что обеспечивает более плотное его прилегание к боковым поверхностям канавки.
Шкивы, работающие со скоростями более 5 м/с, должны быть подвергнуты статической балансировке.
Статическая балансировка шкивов.
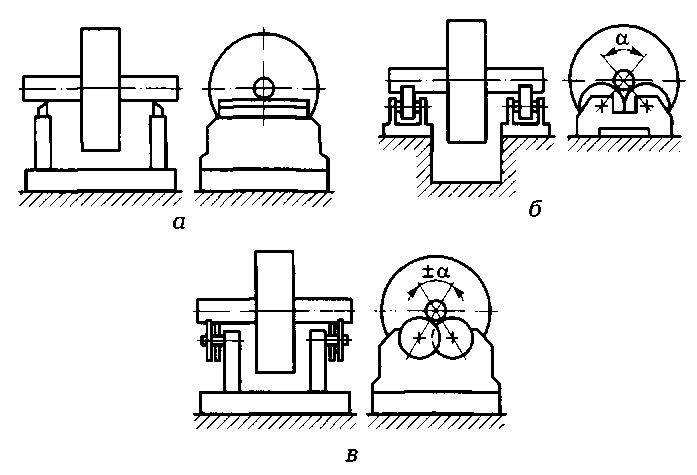
Статическая балансировка обеспечивает определение неуравновешенности масс элементов конструкции и ее устранение путем перестановки отдельных элементов этой конструкции или добавлением дополнительных элементов. Статическая балансировка осуществляется с использованием горизонтальных параллельных призм (рис. 4, а), роликов (рис. 4, б) и дисков (рис. 4, в) или специальной качающейся плиты (рис. 5).
Рис. 4. Схемы статической балансировки: а — на параллельных призмах; б — на роликовых приспособлениях; в — с использованием вращающихся дисков; а — угол, влияющий на точность балансировки
Статическую балансировку шкивов с использованием приспособлений, показанных на рис. 4, производят следующим образом. На обод шкива наносят риску и вращают его несколько раз на опорах (призматических, роликовых или дисковых), если при этом шкив останавливается так, что риска каждый раз занимает новое положение, это свидетельствует о сбалансированности шкива и возможности его установки на вал. Если же риска каждый раз при повороте шкива занимает одно и тоже положение, это свидетельствует о наличии дисбаланса и необходимости балансировки шкива. Балансировка шкива может быть осуществлена двумя способами: уменьшением массы нижней части шкива путем высверливания отверстий или увеличением массы верхней части, устанавливая противовесы или заливая свинцом просверленные в ней отверстия.
При использовании для определения дисбаланса качающейся плиты (см. рис. 5) поступают следующим образом. Устанавливают шкив, подлежащий балансировке, на плиту 2. Плита может отклоняться от горизонтального положения за счет ее установки при помощи центра 3 в опоре 4. Ориентируют шкив относительно оси вращения плиты, затем по поверхности шкива перемещают компенсирующий груз так, чтобы плита приняла горизонтальное положение (положение плиты определяют по взаимному расположению стрелок 1).
После того как плита выставлена в горизонтальном положении, производят добавление и удаление массы шкива в точке расположения компенсирующего груза или в точке, расположенной в той же диаметральной плоскости и на том же расстоянии, что и компенсирующий груз.
Сборка ременной передачи.
Процесс сборки ременной передачи состоит из нескольких этапов: сборки составного шкива (если в передаче используется шкив составной конструкции); контроля взаимного расположения валов передачи; установки шкивов на валы, натяжения ремней и контроля собранной передачи. Остановимся подробно на каждом из этих этапов.
Сборка составного шкива (рис. 6) заключается в соединении его обода со ступицей с помощью резьбовых деталей 1 или заклепок 2 и последующей проверки шкива на радиальное биение. При проверке радиального биения шкив надевают на эталонный вал и устанавливают в центрах. Затем измерительную ножку индикатора, установленного на стойке, вводят в контакт с образующей обода шкива; вал с установленным на нем шкивом проворачивают в центрах, определяя величину радиального биения по отклонению стрелки измерительного устройства индикатора, и сравнивают полученный результат с техническими условиями на сборку.
Контроль взаимного расположения валов передачи оказывает существенное влияние на качество ее работы. Параллельность осей валов определяют при помощи установленных на них стрелок 3 и отвеса (шнура 2 с закрепленным на нем грузом 4), закрепленного на стойке 2 (рис. 7). При повороте стрелок 3 на 180° их расстояние от шнура отвеса не должно изменяться.
Установка шкивов на валы осуществляется на коническую или цилиндрическую шейку вала с натягом. Фиксация положения шкива на валу осуществляется за счет шпоночного соединения клиновыми (рис. 8, а) или призматическими (рис. 8, б) шпонками. При установке шкива с применением призматической шпонки на валу выполняют буртик 1, фиксирующий положение шкива в осевом направлении. Для дополнительной фиксации положения шкива в осевом направлении применяют гайку или шайбу 2 со стопорными винтами 3. Такое же дополнительное крепление применяют, если шкив устанавливают на конической шейке вала (рис. 8, в).
Рис. 8. Установка шкивов на вал: а — при помощи клиновой шпонки; б — при помощи призматической шпонки; в — на конической шейке вала; г — при помощи шлицевого соединения; 1 — буртик; 2 — шайба; 3 — стопорный винт
Если требуется повышенная точность расположения шкива ременной передачи на валу, то применяют шлицевое соединение шкива с валом (рис. 8, г), которое обеспечивает более высокую точность центрирования шкива на валу по сравнению со шпоночным соединением.
Прежде чем приступить к установке шкива на вал необходимо проверить соответствие геометрических размеров и формы посадочных мест на валу и в отверстии ступицы требованиям чертежа и установить в пазу вала, в случае необходимости, шпонку. После контроля соответствия посадочных мест вала и шкива требованиям чертежа приступают к установке шкива на вал.
Для установки шкивов на вал применяют различные винтовые приспособления. Одним из них является винтовая скоба (рис. 9). Разъемный хомутик 1 скобы надевают на вал с упором в буртик. Тяги 2 пропускают между спицами шкива, а на его ступицу устанавливают прокладку 4. При вращении винта 3 шкив постепенно напрессовывается на вал. Во избежание перекоса при напрессовывании шкива на вал одновременно с вращением винта наносят легкие удары по прокладке, установленной на ступице.
После напрессовывания шкива на вал, в случае необходимости, выполняют его закрепление от возможного осевого перемещения.
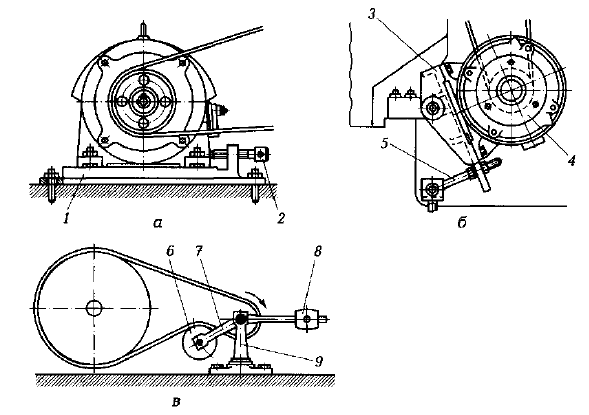
Натяжение ремней передачи осуществляется за счет перемещения электрического двигателя с расположенным на его валу шкивом. Перемещение электрического двигателя обеспечивается за счет его установки на подвижных салазках (рис. 10, а) либо на качающейся плите (рис. 10, б). В первом случае при вращении винта 2 электрический двигатель перемещается по направляющим плиты L. При размещении электрического двигателя на качающейся плите натяжение ремня осуществляют, вращая одну из гаек винта 5, в результате чего электрический двигатель 4 вместе с плитой 3 поворачивается вокруг оси, обеспечивая заданное натяжение ремня. Положение электрического двигателя фиксируют контргайкой, расположенной на винте 5.
При использовании в ременной передаче специального натяжного устройства с роликами (рис. 10, в), которое состоит из стойки 9 и рычага 7 с установленными в нем роликами 6, регулирование натяжения ремня осуществляется за счет перемещения груза 8по свободному плечу рычага 7. Положение груза на плече рычага фиксируют при достижении необходимого натяжения ремня.
Рис. 10. Способы натяжения ремня в ременной передаче: а — перемещением двигателя на специальных салазках; б — с использованием качающейся плиты; в — при помощи натяжных роликов; 1 — плита; 2, 5 — винты; 3 — качающаяся плита; 4 — электрический двигатель; 6 — натяжной ролик; 7 — рычаг; 8 — груз; 9 — стойка
Применяют натяжные ролики главным образом для плоскоременных передач.
Контроль собранной ременной передачи сводится к определению степени натяжения ремня на шкивах передачи, так как слабое натяжение ремня приводит к его проскальзыванию, что ведет к изменению передаточного отношения передачи в сторону уменьшения. Чрезмерное натяжение ремня приводит к повышению давления на подшипниковые опоры передачи и, как следствие, к более быстрому их изнашиванию.
В технических условиях на сборку ременной передачи обычно задается усилие натяжения ремня в пределах 50… 100 Н, под воздействием которого ремень передачи должен иметь соответствующий прогиб.
Величину прогиба ремня передачи определяют, устанавливая на образующие шкивов линейку и прикладывая к ремню определенное усилие, используя динамометр. После этого измеряют расстояние от ремня до линейки, приложенной к образующим шкивов. Это расстояние должно соответствовать величине прогиба, указанной в технических условиях на сборку передачи.
Подшипник качения состоит из наружного и внутреннего колец с дорожками качения, тел качения (шариков или роликов), которые катятся по дорожкам качения подшипниковых колец, и сепаратора, отделяющего тела качения друг от друга и направляющего их движение. В целях уменьшения габаритных размеров в некоторых конструкциях подшипника качения могут отсутствовать одно или оба кольца и сепаратор.
В зависимости от формы тел качения различают шариковые и роликовые подшипники. Ролики, применяемые в подшипниках качения, могут быть цилиндрическими, коническими, витыми, бочкообразными или игольчатыми, имеющими большую длину при малом диаметре.
По числу рядов тел качения различают однорядные и многорядные подшипники.
В зависимости от направления действия воспринимаемой подшипником нагрузки их классифицируют следующим образом: радиальные (воспринимают нагрузку, перпендикулярную оси вращения); упорные (воспринимают нагрузку, направленную вдоль оси вращения); радиально-упорные и упорно-радиальные (воспринимают нагрузку как перпендикулярную оси вращения, так и направленную вдоль нее).
По габаритным размерам подшипники подразделяют на серии. В зависимости от величины диаметра наружного кольца подшипника качения различают сверхлегкие (2 серии), особо легкие (2 серии), легкие, средние и тяжелые (7 серий) серии. В зависимости от ширины подшипники качения подразделяют на особо узкие, узкие, нормальные, широкие и особо широкие. Наиболее широко в машиностроении применяют подшипники качения легких и средних серий нормальной толщины.
По точности изготовления подшипники подразделяют на пять классов: 0; 6; 5; 4 и 2 (в порядке повышения точности). Класс точности подшипника определяется точностью размеров его основных деталей: внутреннего и наружного колец.
Наиболее широкое распространение в машиностроении получили подшипники невысоких классов точности. Это связано с тем, что с увеличением точности подшипника резко возрастает стоимость его изготовления, например подшипник класса 2 примерно в 10 раз дороже подшипника класса 0.
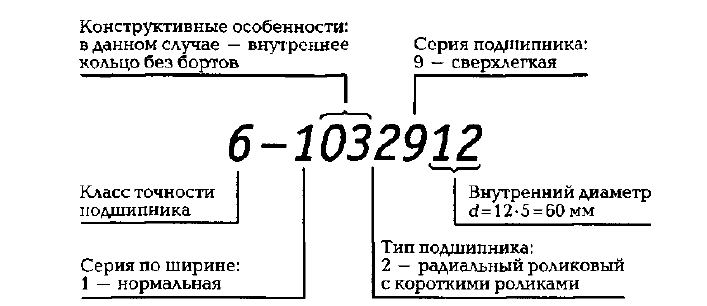
На каждый подшипник наносится его условное обозначение (рис. 1).
Рис. 1. Условное обозначение подшипников качения.
Две последние цифры обозначают внутренний диаметр подшипника, который для размеров 20…495 мм получается умножением этих цифр на пять, остальные размеры маркируются следующим образом:
10 мм — 00; 12 мм — 01; 15 мм — 02; 17 мм — 03.
Подшипники, величина внутреннего диаметра которых более 495 мм, обозначаются дробью, в числителе которой указывается наружный диаметр, а в знаменателе — величина внутреннего диаметра.
Если внутренний диаметр подшипника менее 10 мм, то последняя цифра указывает величину этого диаметра.
Пятая и шестая цифры справа — конструктивные особенности подшипника (наличие уплотнений, буртиков, конических отверстий, двухрядные и т.д.).
Седьмая цифра справа — серия подшипника по ширине: нормальная — 1; широкая — 2; особо широкая — 3, 4, 5, 6; узкая — 7,
Цифра впереди перед тире — класс точности подшипника (класс 0 не маркируется).
Шарики, ролики и кольца подшипников изготавливают из специальных подшипниковых сталей марок ШХ15, ШХ15СГ, ШХ20СГ, 18ХГТ, 20Х2Н4А. Сепараторы изготавливают из мягкой углеродистой стали, бронзы, алюминиевых сплавов или пластических масс.
Типы подшипников качения определяются их конструкцией и характером воспринимаемой нагрузки.
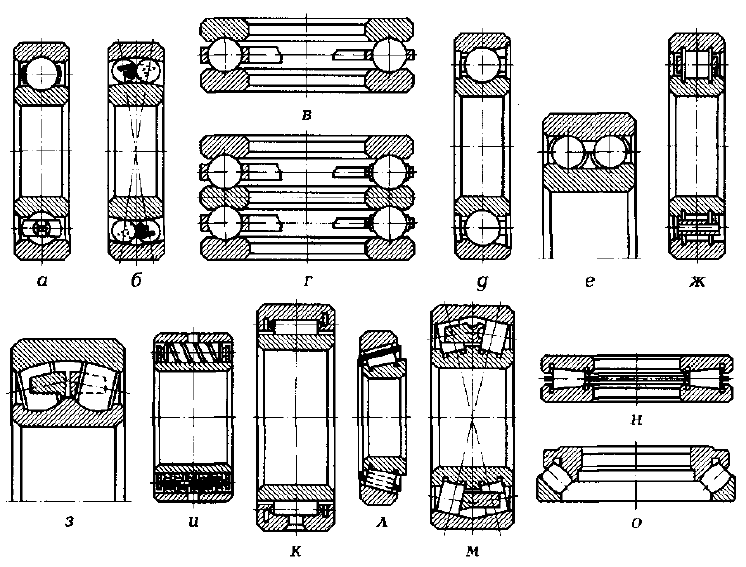
Рис. 2. Виды подшипников качения: а — шариковый радиальный однорядный; б — шариковый радиальный сферический двухрядный; в — шариковый упорный однорядный; г — шариковый упорный двойной; д — шариковый радиально-упорный однорядный; е — шариковый радиально-упорный двухрядный; ж — роликовый радиальный с короткими цилиндрическими роликами; з — роликовый радиально-упорный сферический двухрядный; и — роликовый с витыми роликами; к — роликовый игольчатый; л — роликовый конический однорядный; м — роликовый конический двухрядный; н — роликовый упорный с коническими роликами; о — роликовый упорный сферический
Шариковые радиальные однорядные подшипники (рис. 2, а) воспринимают радиальную нагрузку, но могут одновременно воспринимать и осевую нагрузку, величина которой не должна превышать 70 % неиспользованной радиальной нагрузки при расчетной долговечности. Радиальные однорядные подшипники могут работать с перекосом внутреннего кольца по отношению к наружному не более 15′.
Радиальные однорядные шариковые подшипники изготавливаются нескольких конструкций: с канавкой на наружном кольце для стопорной шайбы; с одной или с двумя защитными шайбами, а также с встроенным резиновым или с фетровым уплотнением (эти подшипники устанавливают в случае невозможности использования специальных уплотняющих устройств).
Шариковые радиальные сферические двухрядные подшипники (рис. 2, б) предназначены для восприятия радиальной нагрузки, одновременно могут воспринимать также и осевые нагрузки, величина которых составляет не более 20% неиспользованной допустимой радиальной нагрузки. Такие подшипники допускают значительный (до 3°) перекос внутреннего кольца относительно наружного. Их можно устанавливать в узлах машин с отдельно стоящими корпусами при несовпадении осей посадочных мест под подшипники.
Шариковые упорные однорядные (рис. 2, в) и двойные (рис. 2, г) предназначены для восприятия нагрузки в одном (одинарные) или в двух (двойные) направлениях. Кольцо подшипника, монтируемое на валу, устанавливается с натягом, а кольцо, монтируемое в корпусе, — с зазором 0,2…0,3 мм.
Шариковые радиально-упорные однорядные (рис. 2, д) и двухрядные (рис. 2, е) подшипники предназначены для восприятия нагрузок, действующих в радиальном и осевом направлениях. Подшипники этого типа могут воспринимать осевую нагрузку, действующую только в одном направлении. Применяют такие подшипники в узлах с жесткими валами при сравнительно небольших расстояниях между опорами, а также в узлах, требующих регулирования внутреннего зазора в подшипниках во время монтажа и в процессе эксплуатации.
Роликовые радиальные подшипники с короткими цилиндрическими роликами (рис. 2, ж) применяют в узлах при необходимости создать «плавающую» опору (внутреннее кольцо может перемещаться по телам качения в осевом направлении). Подшипник этого типа воспринимает только осевую нагрузку. Изготавливают такие подшипники в двух конструктивных исполнениях: внутреннее кольцо без бортов (может быть вынуто); наружное кольцо без бортов (может быть снято). Благодаря своим конструктивным особенностям эти подшипники более удобны при монтаже, чем шариковые, кроме того, они обладают большей грузоподъемностью при тех же габаритных размерах.
Роликовые радиально-упорные сферические двухрядные подшипники (рис. 2, з) обладают при тех же габаритных размерах большей грузоподъемностью по сравнению с другими типами подшипников. Такие подшипники могут воспринимать одновременно радиальную и двухстороннюю осевую нагрузку, которая не должна превышать 20% неиспользованной допустимой радиальной нагрузки. Конструктивной разновидностью подшипников этого типа являются подшипники с конусным отверстием внутреннего кольца.
Роликовые подшипники с витыми роликами (рис. 2, и) предназначены для восприятия только радиальной нагрузки, могут также воспринимать ударные нагрузки.
Роликовые игольчатые подшипники (рис. 2, к) воспринимают только радиальную нагрузку и в зависимости от конструкции узла могут быть использованы без наружного или внутреннего кольца или без обоих колец, в этом случае беговые дорожки под тела качения выполняются на валу и в корпусе. Такие подшипники весьма чувствительны к перекосу рабочих поверхностей.
Роликовые конические однорядные (рис. 2, л) и двухрядные (рис. 2, м) подшипники предназначены для восприятия радиальных и осевых нагрузок. При установке двух подшипников рядом или на противоположных концах двухопорного вала они способны воспринимать чисто радиальные нагрузки. Так как наружное кольцо съемное, то такой подшипник удобен для раздельного монтажа. Однорядные подшипники применяют в узлах машин с жесткими двухопорными валами при небольшом расстоянии между опорами.
Роликовые упорные подшипники с коническими роликами (рис. 2, н) воспринимают только осевые нагрузки.
Роликовые упорные сферические подшипники (рис. 2, о) воспринимают осевую, но одновременно и небольшую радиальную нагрузки. Такие подшипники могут работать с большими окружными скоростями.
Подготовка деталей подшипникового узла к сборке.
Подготовка деталей подшипникового узла к сборке заключается в извлечении подшипника из упаковки, его расконсервировании, т.е. в удалении предохранительной смазки и очистке.
Подшипник промывают в бензине или керосине, в горячем масле или подогретых антикоррозионных водных растворах при температуре 75…85 °C.
Промывка подшипника в горячем масле осуществляется в специальных ваннах с электрическим или с паровым подогревом. Подшипники помещают в корзины из проволочной сетки в целях предотвращения их контакта с разогретым дном и осевшей в процессе промывки грязью. Для ускорения промывки корзину периодически встряхивают. Время промывки составляет 15…20 мин в зависимости от габаритных размеров подшипника и количества консервирующей смазки. При большом числе подшипников используют две ванны: для предварительной и окончательной промывки.
К подшипниковым узлам и входящим в него деталям предъявляют следующие технические требования:
посадочные поверхности подшипника и тела качения должны быть чистыми и гладкими, без каких-либо внешних дефектов;
при вращении от руки подшипник должен вращаться тихо, без шума, допускается лишь небольшое шелестение;
посадочные места на валу и в корпусе должны быть чисто обработаны;
отклонения формы, шероховатости, взаимного расположения поверхностей, а также их размеров должны соответствовать величинам, приведенным в технической документации;
правильно смонтированный подшипник должен работать плавно, без шума и толчков;
подшипник не должен нагреваться свыше 70 °С .
Для обеспечения выполнения перечисленных требований к деталям подшипникового узла необходимо перед началом сборки произвести входной контроль этих деталей.
В процессе входного контроля деталей подшипникового узла проверяют маркировку, легкость вращения, габаритные размеры. Подшипники с царапинами и коррозионными пятнами выбраковывают.
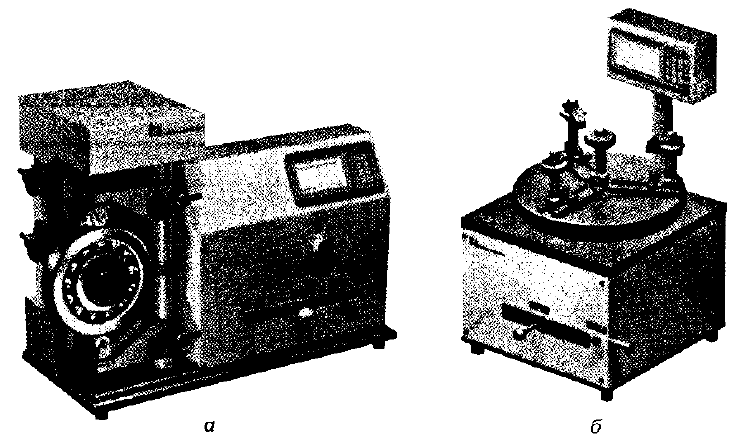
В случае необходимости, особенно при сборке узлов высокоточного оборудования, контролируют радиальное и осевое биение, радиальный и осевой зазоры. Для контроля радиальных и осевых зазоров в подшипниках рекомендуется применение специальных приборов моделей БВ-7660, БВ-7660М и БВ-7661 (рис. 3) разработанных и выпускаемых Научно-исследовательским и конструкторским институтом средств измерения в машиностроении (ОАО «НИИизмерения», Россия).
Рис. 3. Приспособления для контроля радиальных (а) и осевых (б) зазоров подшипников.
Посадочные места на валу и в корпусе должны соответствовать требованиям чертежа по геометрической форме, размерам и шероховатости посадочной поверхности. На них не должно быть заусенцев, забоин, царапин, задиров. Перед сборкой посадочные места промывают керосином и просушивают. Смазочные каналы, обеспечивающие подвод смазки к подшипниковым узлам, должны быть тщательно очищены и продуты сжатым воздухом.
Диаметры шеек валов контролируют при помощи калибров или универсальных измерительных инструментов соответствующей точности.
Диаметры отверстий корпусов проверяют калибрами-пробками или при помощи микрометрического нутромера или индикатора часового типа, установленного на стойке.
Радиус закругления галтели на валу и перпендикулярность заплечика вала посадочной поверхности проверяют соответственно радиусомером или шаблоном и угольником или индикатором.
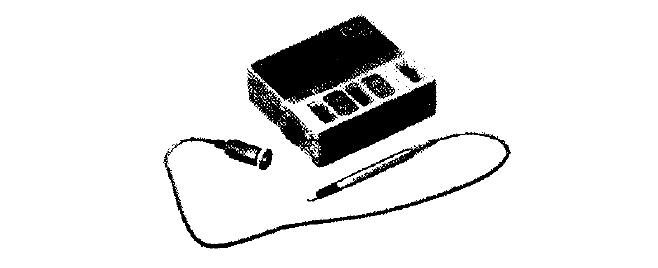
При контроле отверстий в корпусах высокоточного оборудования рекомендуется применение портативной измерительной системы с индуктивным преобразователем (рис. 4), которая обеспечивает измерения с точностью до 0,1 мкм, выпускается такая измерительная система ОАО «НИИизмерения» (Россия).
Рис. 4. Портативная измерительная система с индуктивным преобразователем.
Для соединения подшипника качения с валом и корпусом установлены посадки. В зависимости от характера требуемого соединения (с зазором, с натягом, переходное) поля допусков посадочных мест валов выбирают в системе отверстия, а отверстий корпусов — в системе вала.
Для обеспечения установленной техническими условиями посадки подшипника на валу и в корпусе необходимо подобрать посадочные размеры наружных и внутренних колец валов таким образом, чтобы они укладывались в поля допусков для установленной техническими условиями посадки. Такая операция называется селекцией подшипников.
Монтаж подшипников качения на вал.
Работоспособность, надежность и долговечность подшипника качения зависят не только от качества его изготовления и материала, из которого он изготовлен, но и от качества его установки в узел (при неправильной установке подшипники быстро изнашиваются). Подшипник должен точно фиксировать положение вала в сборочной единице, на него не должны влиять дополнительные нагрузки от температурных деформаций и перетягивания узла при его монтаже.
При установке на вал подшипник независимо от применяемой в соединении с валом посадки следует нагреть в минеральном масле, температура которого не должна превышать 100 °C. Для тепловой обработки подшипников перед их установкой на вал вместо нагрева в масляных ваннах может быть использован нагрев с помощью индукционных установок.
Наилучших результатов при установке подшипников на вал удается добиться при их напрессовывании при помощи пресса. В этом случае монтаж подшипников осуществляется с использованием оправок, что обеспечивает передачу усилия напрессовывания непосредственно на торец кольца подшипника.
Если шейка вала под подшипник расположена на большом расстоянии от его конца, то напрессовывание на прессе невозможно. В этом случае рекомендуется использовать медную выколотку, следя в процессе напрессовывания за тем, чтобы в момент удара по выколотке она касалась внутреннего кольца подшипника, причем при каждом ударе выколотку следует перемещать вдоль торца этого кольца. Качество напрессовывания проверяют по плотности прилегания внутреннего кольца к заплечикам вала.
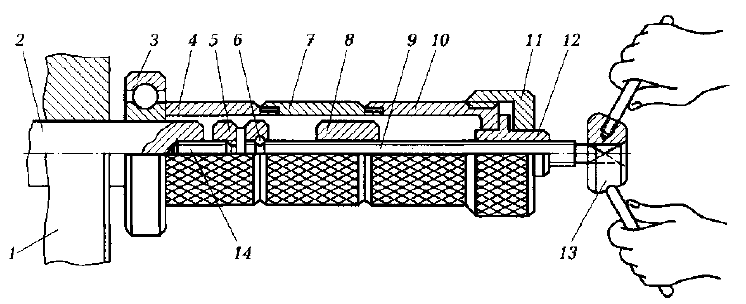
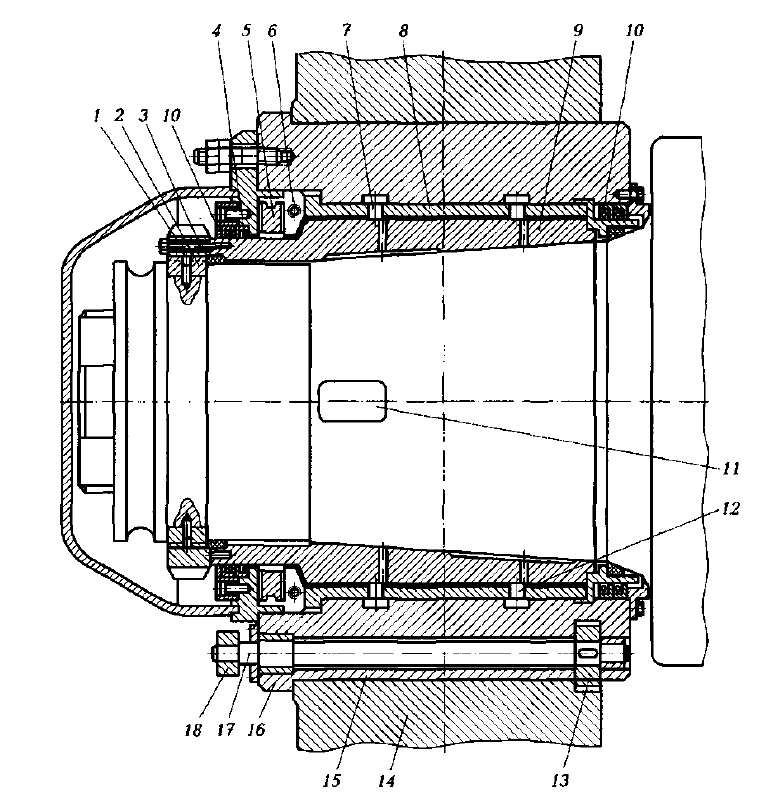
Более рационально производить напрессовывание подшипника на шейку вала, расположенного на значительном расстоянии от его конца, используя специальное приспособление (рис. 5). В этом случае приспособление закрепляют на валу 2, устанавливаемом в корпусе 1 механизма. Приспособление имеет форму трубы, состоящей из сменных стаканов-удлинителей 4 и 7. Стакан 10 имеет наружную резьбу, при сборке в него вставляют резьбовую втулку 12 с винтом 9 и закрепляют гайкой 11. Во избежание прогиба винта в центре трубы расположен цилиндрический резьбовой сухарь 8. Передний конец винта 9 имеет форму квадрата, на который надевают штурвал 13. На заднем конце винта проточена радиусная канавка, по которой перемещается упорный штифт 6, установленный в резьбовой втулке 5. При необходимости втулку можно навернуть на технологический винт 14, ввернутый в вал 2. Осеваясила для напрессовывания подшипника 3 создается при вращении штурвала 13, который, вращая винт 9 при помощи втулки 5, навернутой на винт 14, перемещает трубу приспособления. Торец приспособления упирается в торец подшипника 3 и напрессовывает его на вал. Напрессовывание подшипника должно быть плавным, без перекосов. Благодаря наличию сменных деталей (стаканов-удлинителей 4 и 7 и втулки 5) приспособление можно использовать для установки подшипников качения на валах различной длины и диаметра.
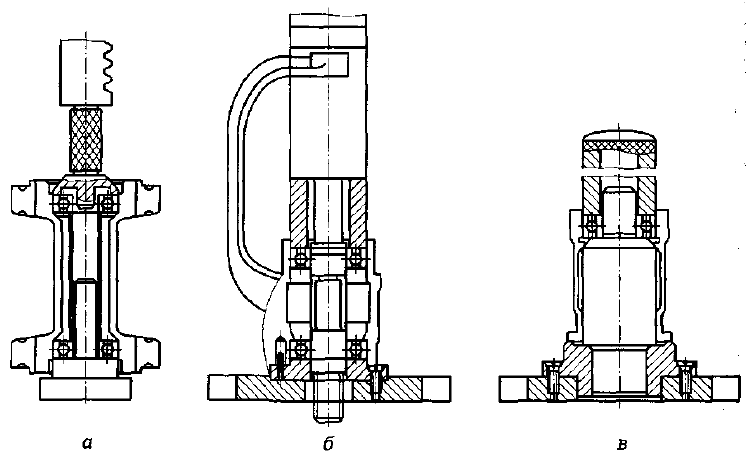
Напрессовывание на вал крупногабаритных подшипников качения связано с определенными трудностями, обусловленными возможностью их перекоса на шейке вала в процессе установки. Поэтому для напрессовывания таких подшипников рекомендуется использовать специальные приспособления с винтовым или гидравлическим приводом, обеспечивающим необходимое усилие напрессовывания.
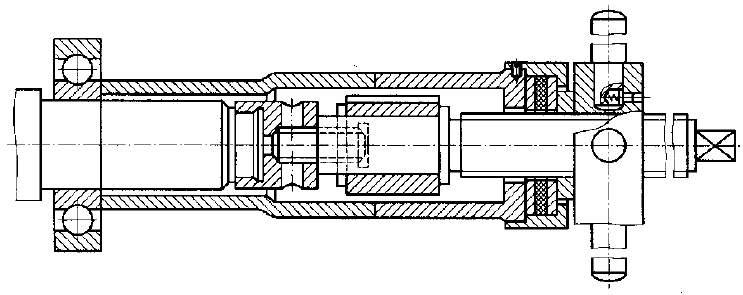
Приспособление с винтовым приводом (рис. 6) применяют в тех случаях, когда на конце вала имеется резьба. Это приспособление состоит из корпуса и винта, обеспечивающего создание необходимого усилия при напрессовывании подшипника. К приспособлению прилагается комплект сменных втулок и гаек, позволяющий напрессовывать подшипники на валы различного диаметра.
Рис. 6. Приспособление с винтовым приводом для напрессовывания подшипника качения на вал.
Напрессовывание подшипника на вал при помощи такого приспособления осуществляется по следующей схеме. На резьбовой конец вала навинчивают сменную гайку и надевают на него втулку. В соединительное резьбовое отверстие гайки ввинчивают шпильку, установленную в торце винта приспособления до тех пор, пока торцевая поверхность корпуса приспособления не коснется торцевой поверхности втулки, установленной на вал. Затем, вращая штурвал винтового привода приспособления, протягивают вал через отверстие подшипника до тех пор, пока его заплечики не коснутся торцевой поверхности внутреннего кольца подшипника.
Данное приспособление широкоуниверсальное и применяется в условиях единичного и мелкосерийного производства. Однако при напрессовывании крупногабаритных подшипников усилия, создаваемого винтовым приводом, может оказаться недостаточно. В этих случаях для напрессовывания подшипников используют приспособления с гидравлическим приводом.
Приспособление для напрессовывания крупногабаритных подшипников с гидравлическим приводом (рис. 7) по конструкции не отличается от описанного ранее винтового приспособления.
Рис. 7. Приспособление с гидравлическим приводом для напрессовывания на вал крупногабаритных подшипников: 1 — сменная гайка; 2 — корпус приспособления; 3 — поршень; 4 — ручной насос; 5 — резервуар для гидравлической жидкости; 6 — пробка; А — рабочая полость.
На вал навинчивают сменную гайку 1 и устанавливают втулку. На сменную гайку навинчивают корпус 2 приспособления до тех пор, пока торцевая поверхность поршня 3 не коснется торца втулки. Далее ручным насосом 4 нагнетают гидравлическую жидкость в полость А, создавая давление, необходимое для напрессовывания подшипника. Гидравлическую жидкость, используемую для этих целей, предварительно заливают в резервуар 5, закрепляемый на крышке приспособления и имеющий внизу отверстие, закрытое пробкой 6. По окончании операции напрессовывания пробку 6 выворачивают, а гидравлическую жидкость из полости А сливают.
Наряду с рассмотренными приспособлениями для напрессовывания крупногабаритных подшипников применяют так называемые гидравлические гайки.
Гидравлическая гайка (рис. 8) — установка для нагнетания под давлением минерального масла между сопрягаемыми деталями. Суть этого способа заключается в следующем. Переднюю часть шейки вала шлифуют до такой степени, чтобы ее размер обеспечивал натяг в соединении вал—подшипник (величина этого натяга должна составлять примерно 30 % натяга на посадочном месте шейки вала). Такая обработка вала позволяет снизить усилие на начальном этапе установки подшипника (положение I), когда масло подается по трубопроводу 1 в зону контакта. После установки подшипника в положение I подают масло под давлением по трубопроводу 2, внутреннее кольцо подшипника при этом несколько расширяется и возможно его напрессовывание на вал на основное посадочное место в положение II.
Рис. 8. Гидравлическая гайка: 1,2 — трубопроводы; I, II — положение подшипника соответственно до и после напрессовывания; -> — направление напрессовывания
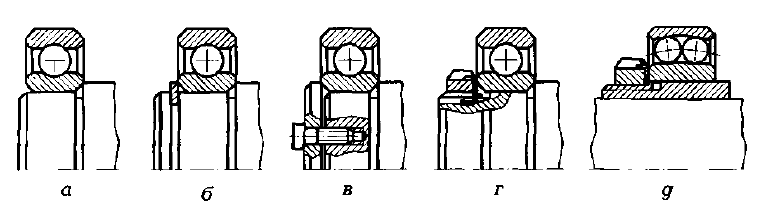
После установки на вал положение подшипника следует зафиксировать от возможных осевых перемещений. Фиксация положения подшипника на валу может быть осуществлена несколькими способами, которые схематически показаны на рис. 9.
Рис. 9. Способы стопорения подшипников на валу: а — за счет посадки; б — пружинным стопорным кольцом; в — стопорной шайбой; г — упорной гайкой; д — распорной втулкой
Монтаж подшипников качения в корпус.
Подшипники качения запрессовывают в отверстие корпуса вручную или на прессе, применяя при этом специальную оправку. При запрессовывании подшипников в корпус необходимо обеспечить их правильную ориентацию относительно оси отверстия. Для этих целей применяют приспособления, схемы которых приведены на рис. 10.
Рис. 10. Приспособления для обеспечения ориентации подшипника относительно оси отверстия при его запрессовывании в корпус: а—в — варианты подставок
Закрепляют подшипники в корпусе за счет соответствующей посадки. Для дополнительного крепления подшипников в целях предупреждения их перемещения в осевом направлении применяют уступ, заплечики или буртики в отверстии корпуса, стакане либо крышке, закрывающей подшипниковый узел в корпусе. Если необходимо обеспечить неподвижность наружного кольца в двух осевых направлениях, используют сочетание уступов в корпусе и крышке или в стакане и крышке. При установке в корпус плавающих или радиально-упорных подшипников, которые в процессе регулирования должны иметь осевое перемещение, используют посадки с зазорами или переходные посадки. В подшипниках качения различают два типа зазоров: радиальные и осевые. Радиальные зазоры проверяют после установки подшипников на вал и в корпус. Проверку осуществляют на отсутствие качки, кроме того, при проворачивании вручную подшипник должен вращаться легко и плавно. Осевые зазоры регулируют за счет перемещения одного кольца подшипника относительного другого. При этом необходимо проворачивать кольцо с телами качения для их правильной самоустановки. Кольца упорных подшипников, напрессованные на вал, проверяют с помощью индикатора на осевое биение.
Уплотнение подшипниковых узлов.
Подшипники качения в процессе эксплуатации должны быть тщательно защищены от попадания в них пыли и других видов загрязнений. С этой целью, а также для предупреждения вытекания смазки из подшипникового узла применяют различные уплотнительные устройства.
Фетровые или войлочные кольца (рис. 11, а) — кольца прямоугольного сечения, устанавливаемые в трапецеидальную канавку в корпусе. За счет деформации кольца в канавке кольцо прижимается к валу, уплотняя узел. Внутренний диаметр кольца равен диаметру вала, а наружный — диаметру канавки в корпусе. Толщина кольца зависит от диаметра вала.
Рис. 11. Уплотнение подшипниковых узлов с подшипниками качения: а — фетровыми или войлочными кольцами; б — манжетой; в — шайбами с кольцевыми выступами; г — кольцевыми проточками в корпусе: д — защитной шайбой; е — вращающейся шайбой; ж — кольцами с канавками; 1 — корпус; 2 — манжета: 3 — пружинная шайба; 4 — пружина; 5 — крышка; 6, 10, 13 — шайбы; 7, 11, 14 — валы; 8, 12 — подшипники; 9 — корпус; 15 — кольцо; а — толщина кольца: d, D — соответственно внутренний и внешний диаметр кольца
Применяют фетровые и войлочные кольца при использовании для смазывания подшипниковых узлов консистентных смазок. Кольца эффективно выполняют свою задачу при окружной скорости вала до 4 м/с при шлифованной шейке вала и до 8 м/с — при полированной шейке. Кольца хорошо защищают подшипниковый узел от проникновения пыли, хуже — от вытекания смазки. Применение в качестве уплотнения фетровых и войлочных колец вызывает появление в подшипниковом узле дополнительных сил трения.
Перед установкой кольца пропитывают горячим минеральным маслом и устанавливают при помощи конусных оправок. Величину зазора между уплотнительным кольцом и валом проверяют щупом.
Манжетное уплотнение (рис. 11, б) состоит из резиновой или кожаной манжеты 2, корпуса 1, пружинной шайбы 3 и пружины 4. Манжету 2 размещают в корпусе 1, в котором она удерживается пружинной шайбой 3. Витая пружина 4 обеспечивает равномерное прижатие манжеты к валу. Уплотнение защищает от попадания пыли и вытекания смазки. Манжетные уплотнения обеспечивают эффективную защиту подшипникового узла при окружных скоростях вала 4… 8 м/с. Поверхность вала, находящаяся в контакте с манжетой, должна иметь шероховатость Ra не более 1,25 мкм, радиальное биение не должно превышать 0,05 мм. Манжета не должна слишком плотно прилегать к валу (щуп толщиной 0,1 мм должен проходить с трудом).
Шайба с кольцевыми выступами (рис. 11, в) крепится на валу 7. Такие же выступы имеются на крышке 5, они входят во впадины шайбы 6. Создается зазор сложной формы, в него затекает смазка и удерживается в зазоре силами поверхностного натяжения, уплотняя тем самым подшипниковый узел. Величина зазора 1 в радиальном направлении составляет 0,3…0,5 мм, а в осевом — 1…2,5 мм.
Шайба является надежным уплотнением, применяемым при всех видах смазки, допускает любые скорости. При ее применении отсутствуют потери на трение.
Кольцевые проточки в корпусе (рис. 11, г) выполняют в виде 3—4 полукруглых канавок радиусом 1,5…2,5 мм в зависимости от диаметра вала (канавки могут иметь трапецеидальную форму). Расстояние между канавками равно радиусу. Попадающая в канавки смазка удерживается в них, обеспечивая уплотнение узла.
Неподвижная защитная шайба 10 (рис. 11, д) устанавливается рядом с подшипником 8 в корпусе 9. Шайбы могут быть точеными и штампованными. Между валом и шайбой имеется небольшой зазор. Применяют такое уплотнение при использовании для смазывания подшипникового узла консистентной смазки и окружных скоростях до 6 м/с.
Вращающаяся шайба (рис. 11, е) размещается между заплечиками вала Пи подшипником 12. Между корпусом и шайбой 13имеется зазор. Для лучшего уплотнения протачивают по образующей поверхности шайбы кольцевые канавки. Используют такие шайбы в тех случаях, когда смазывание подшипниковых узлов осуществляется жидкой смазкой. Шайбы обеспечивают защиту узла от загрязнения и вытекания смазки, а также служат в качестве маслоотражателей для предупреждения попадания излишней смазки в подшипниковый узел.
Маслоотражателъные кольца и канавки (рис. 11, ж) применяются при использовании жидкой смазки и окружных скоростях свыше 6 м/с. На валу 14 ставят кольца 15 либо изготавливают выступы как единое целое с валом. Центробежная сила отбрасывает масло с кольца в кольцевую канавку крышки, откуда оно через отверстие стекает в корпус.
Контроль качества сборки.
После установки подшипника качения проверяют его прилегание к заплечикам вала и корпуса щупом в нескольких местах по периметру. Щуп толщиной 0,03 мм не должен входить между заплечиками и подшипником.
Уступ на валу или в корпусе должен быть по высоте не менее половины толщины соответствующего кольца подшипника. Тела качения подшипника не должны быть защемлены. Проверка осуществляется проворачиванием подшипника от руки. Проворачивание должно быть легким, иметь плавный ход и при этом создавать незначительный шум.
В подшипнике при его проворачивании от руки должно ощущаться небольшое осевое перемещение. Это не относится к подшипниковым узлам, в которых подшипники устанавливаются с предварительным натягом.
Особенности монтажа некоторых типов подшипников.
Сборка высокоточных (прецизионных) подшипниковых опор, когда применяют установку спаренных подшипников (например, в станкостроении), требует увеличения их жесткости и уменьшения осевого и радиального биения. С этой целью в таких подшипниковых опорах создают предварительный натяг. Осуществляют это за счет приложения постоянной осевой нагрузки, под воздействием которой происходит смещение одного из колец подшипника относительно другого на величину заданного предварительного натяга. Такое смещение обеспечивает ликвидацию осевого зазора и создает начальную упругую деформацию в местах контакта рабочих поверхностей колец подшипника с телами качения. При этом следует учитывать, что предварительный натяг приводит к увеличению потерь на трение, повышению температуры нагрева подшипникового узла и связанных с этим нагревом деформаций, что в конечном итоге ведет к снижению долговечности подшипниковых узлов с предварительным натягом.
В процессе сборки предварительный натяг создают различными способами: шлифованием торцов наружных или внутренних колец; установкой дистанционных колец между наружными и внутренними кольцами подшипников; установкой пружин, обеспечивающих постоянную величину натяга.
Наиболее сложным представляется создание предварительного натяга с использованием дистанционных колец, так как требуется очень точное определение их толщины.
Разница в толщине дистанционных колец, устанавливаемых между наружными и внутренними кольцами комплекта подтипников, может быть определена с помощью специальных или универсальных приспособлений.
Специальные приспособления для определения разницы толщины дистанционных колец применяют в условиях крупносерийного и массового производства, так как они рассчитаны на использование для подшипников определенного типа и размера.
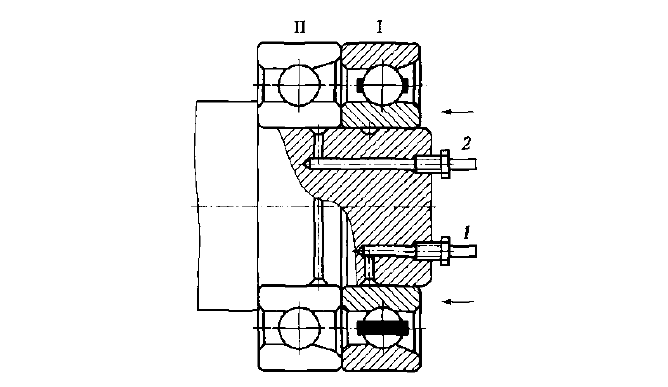
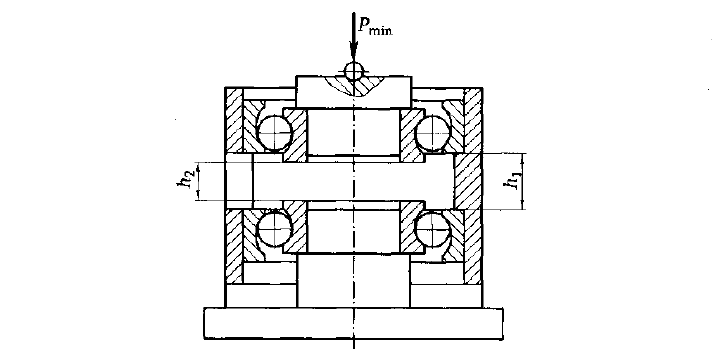
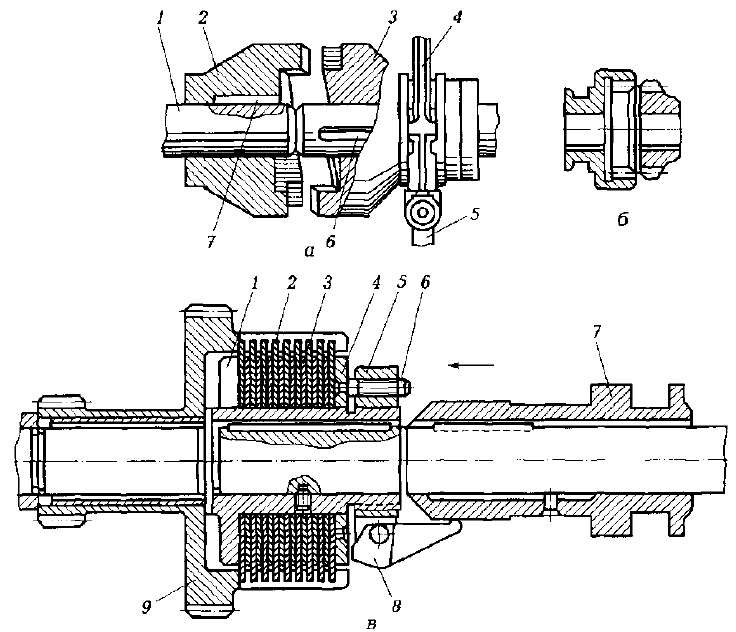
При определении разницы в толщине дистанционных колец (рис. 12), подшипники устанавливают на оправке с посадкой с натягом и на втулке с переходной посадкой. После установки подшипников приспособление помещают под пресс, создавая усилие на оправке, минимальная величина которого определяется по формуле Pmin = 0,014zdш2 , где z — число шариков в подшипнике; dш — диаметр шарика. После приложения усилия измеряют расстояния h1 , и h2 между наружными и внутренними кольцами подшипников, полученная разность между этими размерами определяет толщину дистанционных колец, обеспечивающую нормальную работу узла. Измерения должны проводиться при помощи индикаторных измерительных инструментов.
Рис. 12. Установка для определения длины распорных втулок: Pmin — минимальная величина усилия, действующего на оправку; h1 h2 — расстояние между торцами соответственно наружных и внутренних колец
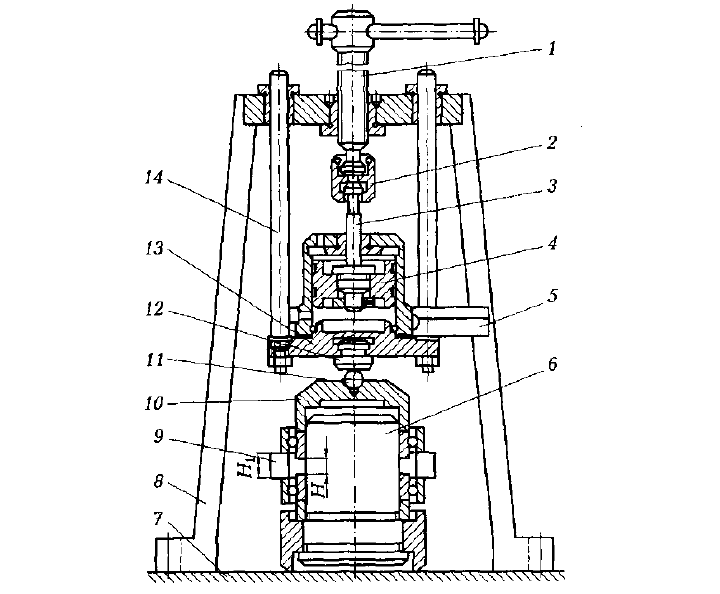
Универсальное приспособление для определения смещения торцов колец подшипников (рис. 13) обеспечивает с высокой точностью определение относительных осевых перемещений торцов колец подшипников комплекта. На плите основания 7 крепятся стойки 8 с установленным на них механическим манометром, который состоит из штока 3 с поршнем 4, размещенных в корпусе и закрытых крышкой 13. Динамометр крепится на планшайбе 12, а его показания фиксируются манометром 5. Гидравлический динамометр приводится в действие винтом 1, который соединяется со штоком 3 муфтой 2, компенсирующей несовпадение осей винта и штока гидравлического динамометра. Вертикальное перемещение гидравлического динамометра без его проворачивания вокруг собственной оси осуществляется за счет направляющих 14, установленных во втулках, запрессованных в плите, размещенных на стойках 8.
Толщину колец в комплекте подшипников, которые обеспечивают предварительный натяг в подшипниковом узле, определяюn следующим образом.
На оправку 6 устанавливают комплект из двух подшипников и; прикладывают к ним усилие, вращая винт 1, регулируя его величину по манометру, определяют осевое смещение ΔН = Н — H1
Для создания предварительного натяга в спаренных шариковых подшипниках качения может быть использована иная схема, которая широко применяется в условиях единичного и мелкоcерийного производства. В этом случае предварительный натяг создают следующим образом.
Один из подшипников собираемого узла устанавливают на оправку и наносят на торцевую поверхность его внутреннего кольца слой полимерного материала, затем устанавливают распорное кольцо, диаметр которого соответствует диаметру наружного кольца подшипника, и устанавливают на оправку второй подшипник комплекта. На внутреннее кольцо второго подшипника устанавливают груз, масса которого соответствует величине требуемого предварительного натяга. Собранный комплект выдерживают до полной полимеризации ранее нанесенного полимерного материала. На заключительном этапе собранный таким образом подшипниковый узел устанавливают на место.
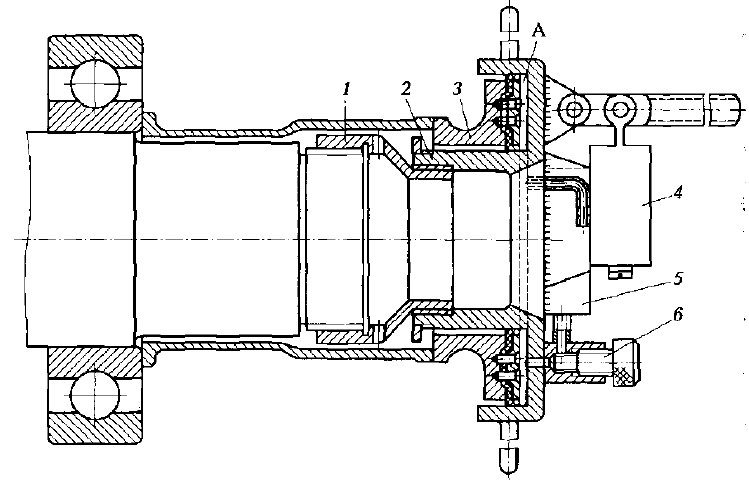
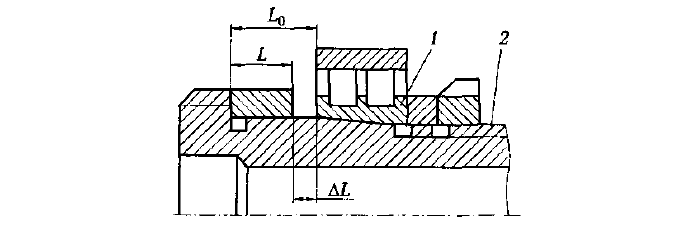
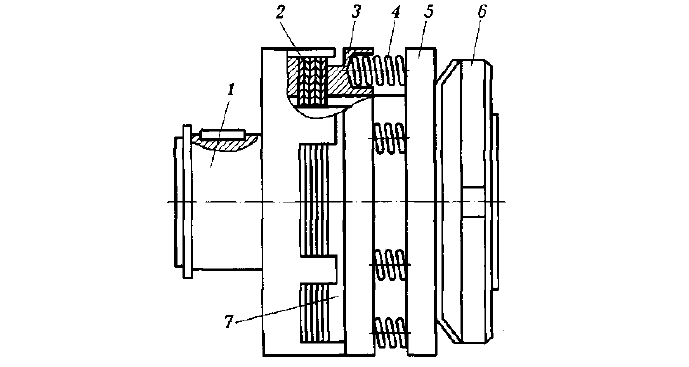
При необходимости регулирования предварительного натяга в роликовых двухрядных подшипниках с цилиндрическими роликами поступают следующим образом (рис. 14).
Рис. 14. Схема регулирования предварительного натяга в узлах с роликовыми двухрядными подшипниками с цилиндрическими роликами: 1 — внутреннее кольцо подшипника; 2 — шейка вала; L — толщина распорного кольца; Lo — измеряемое расстояние от торца подшипника до буртика вала; ΔL — расчетное осевое смещение
На конической шейке 2 вала устанавливают внутреннее кольцо подшипника и измеряют расстояние Lo от заплечика вала до торца внутреннего кольца, используя концевые меры длины. После этого определяют толщину L распорного кольца, которая должна соответствовать разности между расстоянием от заплечиков вала до торцевой поверхности внутреннего кольца подшипника и его расчетным осевым смещением.
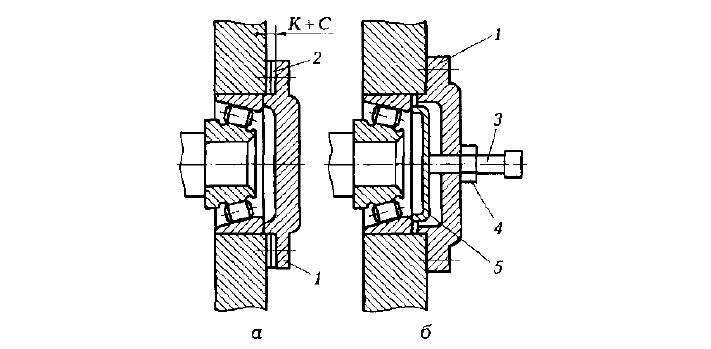
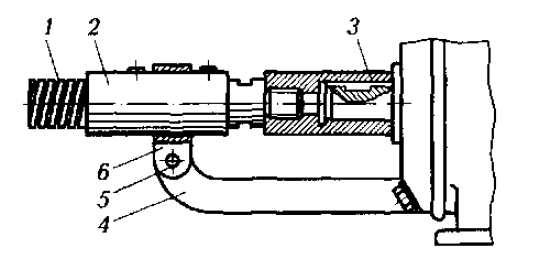
Сборка и регулирование узла с радиально-упорным роликовым подшипником, с коническими роликами (рис. 15) начинается с подготовки деталей — их очистки и промывки и проверки геометрических размеров и формы посадочных мест на валу и в корпусе. После этого на посадочные шейки вала устанавливают внутренние кольца подшипника, надевая на них сепараторы с роликами; устанавливают вал в корпус. Затем в отверстия корпуса устанавливают наружные кольца подшипника и закрывают их крышками. С правой стороны устанавливают крышку с прокладками и регулировочным винтом, а с левой — крышку с прокладками. Регулирование подшипникового узла начинают с левой опоры. Определяют толщину комплекта прокладок (рис. 15, а), закрепляя крышку 1 на корпусе винтами, после чего измеряют величину зазора К между крышкой и корпусом, затем подготавливают комплект прокладок толщиной К + С, где С — требуемая величина зазора в подшипниковом узле. Подобранный таким образом комплект прокладок 2 устанавливают между корпусом и крышкой, закрепляя последнюю винтами.
Рис. 15. Схема регулирования радиально-упорного роликового подшипника: а — прокладками; б — проставками; 1 — крышка; 2 — прокладка; 3 — регулировочный винт; 4 — контргайка; 5 — проставка; К — зазор между крышкой и корпусом; С — зазор в подшипниковом узле
Регулирование зазора в подшипниковом узле правой опоры осуществляют, устанавливая в отверстие корпуса проставку 5 и крышку 1, закрепив ее винтами. После этого отпускают контргайку 4 регулировочного винта 3 и затягивают его до отказа, выбирая зазор в правой подшипниковой опоре. Затем регулировочный винт 3 отпускают так, чтобы его осевое смещение соответствовало указанной величине осевого зазора в подшипниковом узле, и затягивают контргайку 4.
Конструкция и сборка подшипникового узла с игольчатым подшипником.
В комплект подшипника входят два кольца: внутреннее и наружное, а также иглы — ролики малого диаметра и большой длины и боковые ограничители, предупреждающие выпадение роликов из собранного узла. Применяют этот тип подшипников качения в тех случаях, когда в узлах действуют большие инерционные силы, а габаритные размеры узла и его масса ограничены.
Рабочие поверхности игольчатого подшипника могут быть образованы поверхностями сопрягаемых деталей — валом (наружная поверхность) и втулкой (внутренняя поверхность). В качестве боковых поверхностей могут служить различные детали, выполненные в виде колец или заплечиков на сопрягаемых деталях.
Игольчатые подшипники не имеют сепаратора, а плотное прилегание игл друг к другу устраняет возможность их перекоса в процессе работы. Для обеспечения плотного прилегания игл при монтаже следует устанавливать иглы как можно ближе друг к другу, делая между ними минимальные зазоры.
Сборка подшипникового узла с игольчатыми подшипниками ведется с использованием монтажной втулки или монтажного вала.
Рис. 16. Схема монтажа игольчатого подшипника: а — на монтажном полукольце; б — на монтажном валу: 1, 5, 6 — валы; 2 — монтажное полукольцо; 3, 7 — игольчатые ролики; 4 — ограничительное кольцо
Сборку с применением монтажной втулки-кольца (рис. 16, а) начинают с нанесения на поверхность посадочной шейки вала консистентной смазки, после чего вал 1 устанавливают в монтажное полукольцо 2, а в зазор между ними вводят игольчатые ролики 3. Эта операция проводится при периодическом повороте вала до тех пор, пока не будут установлены все ролики комплекта. После установки всех роликов на вал надевают охватывающую деталь, смещая с него монтажное кольцо.
Если в процессе сборки подшипникового узла с игольчатым подшипником вместо монтажного кольца применяют монтажный вал (рис. 16, б), то консистентную смазку наносят на внутреннюю поверхность отверстия и вставляют в него монтажный вал 6, диаметр которого на 0,1 …0,2 мм меньше номинального диаметра вала. После введения в отверстие монтажного вала в зазор между ним и внутренней поверхностью отверстия устанавливают игольчатые ролики 7 так, чтобы последний ролик входил свободно. На заключительном этапе устанавливают ограничительные кольца 4 и устанавливают на место рабочий вал 5, вытесняя из отверстия монтажный вал, игольчатые ролики и ограничительные кольца при этом должны оставаться на месте.
Подшипник скольжения состоит из корпуса и помещенного в него вкладыша, на который опирается вал. Корпус изготавливают обычно из чугуна, а вкладыш — из материала, который в паре с материалом вала обеспечивает наименьший коэффициент трения. Для изготовления вкладышей подшипника используют антифрикционные чугуны, бронзы, а также пластические массы, выбор которых зависит от условий работы подшипника скольжения. При изнашивании замена вкладыша дешевле, чем замена подшипника в целом.
По конструкции различают подшипники с разъемным и неразъемным корпусом.
Вкладыш неразъемного подшипника скольжения выполняется в виде втулки, которая устанавливается (чаще всего прессованием) в отверстие корпуса.
Вкладыш разъемного подшипника состоит из двух частей: нижней и верхней, которые монтируют в корпусе и крышке подшипника.
При работе в режиме жидкостного трения применяют подшипники скольжения с сегментными вкладышами, которые обеспечивают образование нескольких масляных клиньев, а соответственно, и надежную работу узла.
В подшипниках скольжения для увеличения несущей способности и увеличения надежности работы применяют самоустанавливающиеся сегменты.
В современном машиностроении применение подшипников скольжения ограничено определенными условиями эксплуатации. В основном их используют в следующих случаях: для быстроходных валов, при работе которых долговечность подшипников качения очень мала; при необходимости особо точной установки валов; при применении в механизме валов очень большого диаметра, для которых не изготавливают серийно подшипники качения; для коленчатых валов, когда в процессе сборки требуется разъемный подшипник; для валов, испытывающих ударные нагрузки (используются демпфирующие свойства масляного слоя подшипника скольжения); если по условиям эксплуатации подшипник работает в воде или в агрессивных средах; для тихоходных передач, так как в этих случаях подшипник скольжения оказывается проще по конструкции и дешевле, чем подшипник качения.
В зависимости от условий эксплуатации используют подшипники скольжения различных конструкций: радиальные, воспринимающие нагрузки, перпендикулярные оси вала; упорные (подпятники), воспринимающие нагрузки, направленные вдоль оси вала; радиально-упорные, которые могут одновременно воспринимать нагрузки, направленные как перпендикулярно оси вала, так и вдоль нее (такие подшипники применяют крайне редко; при одновременном действии радиальных и осевых нагрузок чаще применяют одновременную установку в узел радиального и упорного подшипников).
К узлам с подшипниками скольжения предъявляют следующие технические требования:
конструкция подшипника и материал, из которого он изготовлен, должны быть такими, чтобы трение и износ были минимальными;
конструкция подшипника должна обеспечивать достаточную прочность и жесткость, чтобы противостоять усилиям, воздействующим на подшипник вследствие деформации;
поверхности контакта должны воспринимать действующие на них усилия без выдавливания смазки, а также отводить теплоту, возникающую за счет сил трения в процессе работы подшипника;
конструкция подшипника должна обеспечивать простоту сборки и обслуживания;
отверстие в подшипнике должно иметь правильную цилиндрическую форму;
торцы подшипника должны быть перпендикулярны его оси;
отверстия всех опор вала должны быть соосны;
втулки неразъемных подшипников скольжения должны надежно закрепляться в корпусе;
вкладыши разъемных подшипников скольжения должны быть точно подогнаны по гнездам корпуса и крышки;
в разъемных подшипниках толщина прокладок для регулирования зазора должна быть не более 2 мм;
слой залитого в подшипники баббита должен быть ровным, без раковин и отслоений.
Для повышения КПД, а также для снижения до минимума трения, изнашивания и нагрева сопрягаемых поверхностей применяют различные типы смазочных материалов.
В зависимости от толщины масляного слоя различают несколько режимов работы подшипников скольжения: сухое трение (работа без смазки) — в нормально работающих подшипниках скольжения не встречается; полусухое трение — имеет место при неустоявшемся режиме работы подшипника скольжения, а также при недостаточной смазке (коэффициент трения при этом составляет 0,1 …0,5); полужидкостное трение, при котором большая часть поверхности контакта разделена слоем смазки, но отдельные элементы сопрягаемых поверхностей соприкасаются (коэффициент трения при этом составляет 0,008…0,08; в этом режиме работает большинство подшипников скольжения); жидкостное трение, при котором смазка полностью отделяет вращающуюся цапфу от неподвижной опоры (коэффициент трения в этом случае составляет 0,001…0,008; в режиме жидкостного трения работают точно изготовленные подшипники при относительно малых нагрузках и больших скоростях вращения (например, подшипники шлифовальных станков).
Уменьшение скорости скольжения, увеличение нагрузки и температуры нагрева подшипников скольжения в процессе работы могут привести к нарушению режима жидкостного трения и переходу к работе в режиме полужидкостного трения.
Для обеспечения наиболее благоприятного для работы подшипника скольжения режима жидкостного трения необходимо создать избыточное давления в местах сопряжения деталей подшипникового узла. Создание избыточного давления может быть обеспечено гидростатическим (с помощью насоса) или гидродинамическим (с помощью вращения вала) путем. При вращении вал под воздействием внешних сил занимает эксцентрическое положение, и в зазор, возникающий между валом и подшипником, поступает масло. В образовавшемся масляном клине создается избыточное гидродинамическое давление, обеспечивающее жидкостное трение.
Для смазывания подшипников скольжения применяют различные смазывающие материалы, которые подразделяют на жидкие и густые (консистентные), твердые и газообразные.
Основным смазочным материалом являются жидкие масла, которые хорошо распределяются по сопрягаемым поверхностям, обладают малым внутренним трением и хорошо работают в значительном диапазоне температур.
Консистентные смазки применяют в подшипниках скольжения в тех случаях, когда требуется надежная герметизация подшипникового узла.
Твердые смазочные материалы используют для смазывания подшипниковых узлов с подшипниками скольжения, работающими при больших температурах.
Воздушную смазку применяют в подшипниковых узлах с подшипниками скольжения быстроходных и мало нагруженных валов.
Для равномерного распределения смазки по всей поверхности сопряжения во вкладышах подшипников скольжения делают канавки, которые обычно размещают в мало нагруженной части подшипника. Если подшипник в процессе работы испытывает большие нагрузки, то помимо смазочных канавок выполняют еще и смазочные карманы (специальные углубления, в которых размещается запас смазки). Наличие в подшипнике скольжения смазочного кармана способствует попаданию смазки по смазочным канавкам в наиболее нагруженные места. Длина смазочных канавок в целях предотвращения вытекания масла из подшипника скольжения не должна превышать 0,8 длины его рабочей поверхности.
Сборка неразъемных подшипников скольжения.
Перед началом сборки неразъемного подшипника скольжения необходимо проверить соответствие геометрических размеров и формы посадочных мест на валу и во втулке требованиям чертежа. Контроль геометрических размеров и формы посадочных мест осуществляется универсальными (микрометр, микрометрический нутромер) или специальными (калибр-скобы и калибр-пробки) измерительными инструментами. После проверки посадочных размеров производят запрессовку втулки в корпус. Поскольку размер отверстия во втулке вследствие пластического деформирования в процессе запрессовки уменьшается, то после установки втулки в корпус необходимо восстановить номинальный размер ее отверстия развертыванием или растачиванием. В связи с тем что в процессе возникновения нагрузок в ходе эксплуатации подшипникового узла с подшипником скольжения возможно проворачивание втулки в корпусе, необходимо предупредить такую возможность, осуществив ее стопорение от возможного проворачивания.
Запрессовка втулки в корпус может быть осуществлена молотком с использованием специальных оправок, на прессе (ручном винтовом или стационарном) или методом глубокого охлаждения (применяют, как правило, при установке тонкостенных втулок в корпус большой массы).
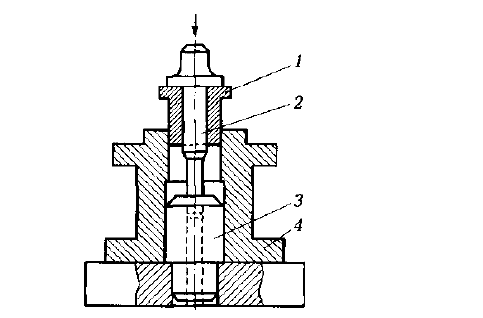
При запрессовке втулок в корпус неразъемного подшипника скольжения весьма важно обеспечить соосность втулки и отверстия в корпусе, для чего рекомендуется применять приспособления, обеспечивающие центрирование втулки относительно оси отверстия в корпусе (рис. 1).
Втулку 1 надевают на оправку 2, которая центрируется в стойке 3. При приложении усилия оправка 2 перемещается вместе со втулкой, которая запрессовывается в отверстие корпуса 4.
Рис. 1. Приспособление для центрирований втулки относительно корпуса: 1 — втулка; 2 — оправка; 3 — стойка; 4 — корпус
Для лучшего направления втулки в отверстие на направляющей поверхности должны быть предусмотрены фаски или направляющие пояски. Если посадка втулки в корпус осуществляется с большим натягом, то для уменьшения сил трения при запрессовке применяют машинное масло.
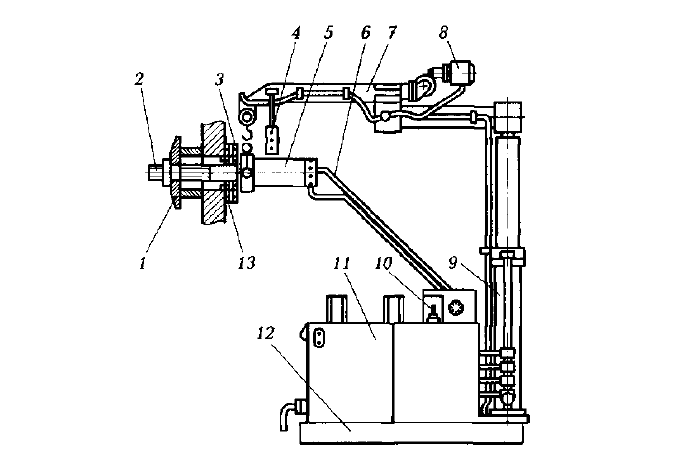
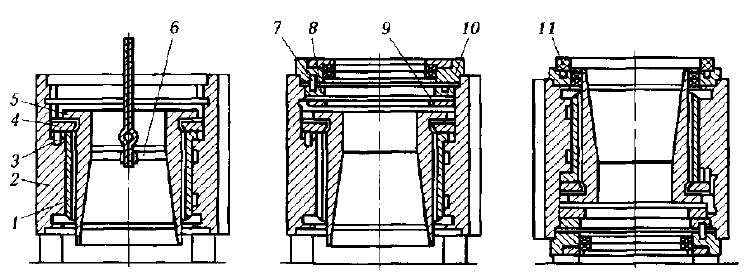
Механизировать процесс запрессовки втулок в корпус можно, используя специальную установку (рис. 2). Эта стационарная установка монтируется на основании 12 и состоит из насосной станции 11, подъемника 9 с консольной стрелой 7, механизма подъема 8 и двух сменных силовых цилиндров. Силовой цилиндр 5 подключают к насосной станции гибким шлангом 6 и устанавливают по оси отверстия корпусной детали, используя с этой целью механизм подъема 8. С помощью кулачков 13 цилиндр центрируют по отверстию, используя кольцевые риски планшайбы 3. Втулку, подлежащую запрессовке, устанавливают на штоке 2 силового цилиндра и фиксируют ее положение при помощи закладной чеки 1 и гайки. После включения с кнопочного пульта 4 силового цилиндра 5 происходит запрессовка втулки. Для подключения установки к централизованной сети подачи сжатого воздуха служит кран 10.
Запрессовку втулок в корпус неразъемного подшипника скольжения можно совместить с последующей сборочной операцией — восстановлением номинальных размеров и формы отверстия во втулке. Для этого рекомендуется использовать специальное приспособление (рис. 3). На запрессовываемую в корпус 1 втулку 2 устанавливают прессующий элемент устройства — корпус 5 с гильзой 3, в окнах которой расположены шарики 4, при этом хвостовик протяжки 6, проходя через отверстия втулки и корпуса, соединяется тягой 9 с захватным устройством протяжного станка. При сообщении протяжке осевого усилия ее коническая часть упирается в шарики, вызывая перемещение гильзы 3 до тех пор, пока гайка 8, установленная в корпусе 5 приспособления, не упрется в корпус 1 базовой детали, вызвав относительное перемещение гильзы 3 в крайнее нижнее положение. При таком перемещении гильзы 3 шарики попадают в выточку в корпусе 5 приспособления, обеспечивая свободное перемещение протяжки вниз и обработку отверстия в запрессованной втулке до номинального размера. Момент окончания запрессовки определяется положением гайки 8 на корпусе 5 приспособления, которое фиксируется контргайкой 7.
Рис. 3. Устройство для запрессовки втулок и одновременной обработки отверстия: 1,5 — корпуса; 2 — втулка; 3 — гильза; 4 — шарик; 6 — протяжка; 7 — контргайка; 8 — гайка; 9 — тяга
После установки втулки в корпус с необходимым натягом следует принять меры по предотвращению ее проворачивания в процессе работы механизма. С этой целью втулку дополнительно закрепляют в корпусе с помощью винтов или штифтов, которые устанавливают или по торцевым поверхностям, или по поверхностям сопряжения (рис. 4).
Рис. 4. Способы закрепления втулок в корпусе: а — резьбовым стопором; б, в — штифтом и винтом по отверстию в буртике; г — резьбовым штифтом; д — гладким стопором; е — штифтом по касательной
Подготовка отверстий под винты или штифты производится после запрессовки втулки в отверстие корпуса, т, е. по месту, и зависит от выбранного способа стопорения: при закреплении втулки стопорным винтом во втулке сверлят сквозное отверстие (рис. 4, а); при стопорении штифтом по отверстию в буртике втулки сверлят отверстие в корпусе, а штифт устанавливают с натягом, накернивая его (рис. 4, б); при закреплении втулки винтом по отверстию в буртике (рис. 4, в) сверлят отверстие в корпусе под резьбу, используя отверстие в буртике в качестве кондуктора, затем рассверливают отверстие в буртике и зенкуют его под головку установочного винта; при стопорении втулки в корпусе винтом или штифтом вдоль образующей или перпендикулярно ей (рис. 4, г, е) отверстие сверлят в корпусе и втулке одновременно таким образом, чтобы его ось совпадала с образующей втулки по ее наружному диаметру; при креплении втулки гладким стопором он удерживается в отверстии за счет посадки (рис. 4, д), поэтому отверстие в этом случае сначала сверлят, а затем развертывают.
При реализации всех описанных методов стопорящие детали не должны выступать из корпуса, а должны быть утоплены не менее чем на 0,3 мм.
Для обеспечения нормальной работы неразъемного подшипника скольжения необходимо тщательно проверить состояние его рабочей поверхности, так как наличие перекоса или повреждения рабочей части втулки ведет к неравномерному распределению масляного слоя и появлению местного сухого трения, результатом чего является неравномерная работа вала и его быстрое изнашивание.
От правильной установки подшипников зависит работа всего механизма в целом, поэтому основным требованием при сборке подшипниковых узлов с неразъемными подшипниками скольжения является обеспечение соосности всех подшипниковых опор, в которых будет установлен вал.
Если в механизме устанавливают несколько валов, то помимо соосности подшипников каждого вала необходимо обеспечить параллельность и перпендикулярность всех осей подшипников многоопорных валов.
Конструкция и сборка разъемных подшипников скольжения.
Разъемные подшипники скольжения состоят из корпуса и крышки, внутри которых установлены вкладыши из чугуна, бронзы или биметаллические.
Вкладыши могут быть тонкостенными, толстостенными и с нормальной толщиной стенки. Причем критерием отнесения вкладышей к тому или иному типу является не абсолютная толщина его стенки, а ее отношение к наружному диаметру вкладыша. Если это отношение более 0,065, вкладыш считают толстостенным, если менее 0,045 — тонкостенным. В том случае если это отношение находится в интервале между приведенными значениями, толщина стенки вкладыша считается нормальной.
При сборке разъемных подшипников скольжения тонкостенные вкладыши подбирают по гнездам в корпусе и крышке на прилегание «на краску» и устанавливают их с натягом. Плотность прилегания вкладыша к гнезду корпуса и крышки достигается за счет его пластического деформирования. После установки валов в подшипниковые опоры осуществляют приработку вкладыша к сопрягаемой поверхности вала, для чего в зазор подается смазка. Приработка начинается с малых частот вращения, которые постепенно доводят до номинального значения. В процессе приработки уменьшаются и сглаживаются микронеровности, а также упрочняется поверхность вкладыша. В процессе приработки необходимо следить за температурой подшипника, которая не должна превышать 60 °C.
Превышение температуры подшипника в процессе приработки свидетельствует о некачественной сборке или пригонке деталей узла или о неудовлетворительном поступлении смазки в зону трения. В этом случае приработку следует приостановить, определить наличие дефектов сборки или пригонки и устранить их.
Толстостенные вкладыши обычно изготавливают из низкоуглеродистой стали, чугуна или бронзы и заливают баббитом. Толщину слоя баббита выбирают в пределах до 0,01 внутреннего диаметра вкладыша, но в любом случае она не должна превышать 2 мм.
Марку баббита для заливки толстостенного вкладыша выбирают в зависимости от режима работы подшипника и его назначения (табл. 1).
Сборка разъемных подшипников скольжения связана с выполнением пригоночных работ, которые ведут в два этапа — пригонка вкладыша к гнездам корпуса и крышки подшипника и пригонка посадочного места вкладыша по шейке вала.
Выполняется пригонка методом шабрения с контролем по пятну контакта «на краску», при этом число пятен контакта должно составлять не менее 5 на 1 см2, располагаясь равномерно не менее чем на 75 % площади поверхности вкладыша.
Окончательно пригонка вкладыша осуществляется при установленной на корпус крышке.
Для определения мест, которые необходимо пришабрить, производят последовательно затягивание и отпускание гаек, крепящих крышку подшипника к корпусу всех подшипниковых опор, тарированным ключом с заданным усилием и проворачивают вал на 2 — 3 оборота. После этого производят окончательное пришабривание верхней и нижней половин вкладышей по следам, которые остались после проворачивания вала.
Таблица 1. Технические характеристики баббитов и их назначение
Марка
Характеристика нагрузки
Давление, МПа
Окружная скорость, м/с
Область применения
Б88
Спокойная Ударная
20 15
50 50
При больших скоростях и высоких динамических нагрузках
Б83
Спокойная
15
50
При больших скоростях и средних нагрузках
Б83С
Ударная
15
50
Тоже
БН
Спокойная Ударная
10 7,6
30 30
При средних скоростях и средних нагрузках
Б16
Спокойная
10
30
В подшипниках, работающих без изменения нагрузки
БС6
Ударная
15
—
В подшипниках автотракторных двигателей
Радиальные зазоры между валом и стенкой вкладыша проверяют, проворачивая вал при установленных между ним и верхней половиной вкладыша калиброванных латунных пластинах. Если по условиям работы требуются большие зазоры, их размер определяют при проворачивании вала по степени деформации свинцовой проволоки, установленной между шейкой вала и вкладышем. Для регулирования радиального зазора в разъемных подшипниках скольжения предусмотрена установка прокладок между корпусом и крышкой, которые представляют собой набор пластин толщиной 0,05… 0,8 мм. Осевые зазоры в узлах с разъемными подшипниками скольжения, которые должны находится в пределах 0,1…0,8 мм, проверяют щупом или индикатором при предельных осевых перемещениях вала.
О качестве сборки подшипникового узла можно судить по характеру вращения вала. Если вал вращается с трудом, это указывает на заниженные зазоры между шейкой вала и вкладышем.
Зазор между шейкой вала и вкладышем должен быть определенной величины, которая составляет примерно 0,001D + 0,05 мм, где D — диаметр шейки вала. Величину зазора между шейкой вала и вкладышем определяют при помощи шаблона, представляющего собой набор калиброванных латунных пластин, последовательно устанавливаемых в зазор. При установке в зазоре пластин, размер которых соответствует по величине его минимальному значению, вал должен легко проворачиваться. Когда величина устанавливаемых в зазор пластин соответствует его максимальному значению, вал должен заклиниваться.
Сборка подшипника жидкостного трения.
Сборка подшипников жидкостного трения, которые представляют собой разновидность подшипников скольжения — операция весьма ответственная и должна осуществляться в специальном помещении. После проверки качества изготовления всех комплектующих деталей на соответствие требованиям чертежа и технических условий на сборку их промывают в масле и бензине, сушат и покрывают тонким слоем специального масла.
Подшипник жидкостного трения (рис. 5) состоит из двух основных деталей: конической массивной втулки 9 и вкладыша 8 с тонким слоем баббитовой заливки. Смазочный материал поступает к сопрягаемым деталям подшипника через отверстие 7 и отводится через отверстие 12. При эксплуатации подшипника смазка захватывается втулкой 9, установленной на шейке вала и вращающейся во вкладыше 8, и направляет в клиновой зазор между этими втулками. Осевые усилия передаются через кольцо 5 (закрытое крышкой 4) на упорное кольцо 6. Втулка 9 крепится на валу шпонкой 11 и кольцом 1, которое навинчивается на кольцо 2, состоящее из двух половин. Кольцо 2 вставляется в кольцевой паз и фиксируется штифтом 3. Для предохранения подшипника от загрязнения устанавливают уплотнительные кольца 10. Подушку 15 подшипника фиксируют в станине 14 приливом 16 и эксцентриком 13, который поворачивается валиком 17, приводимым в движение от рукоятки 18.
Сборку подшипника жидкостного трения (рис. 6) начинают с того, что подушку 2 располагают на стеллаже в вертикальном положении и запрессовывают в нее штифт 3. Затем устанавливают в подушку 2 втулку-вкладыш 1 таким образом, чтобы паз на буртике втулки-цапфы 5 совместился со штифтом 3. После этого в подушку устанавливают втулку-цапфу 5 с полукольцами 4, используя при этом технологическую шайбу 6. Далее устанавливают упорное кольцо 9, навинчивая гайку 8 до упора, а затем гайку отпускают, обеспечивая осевой зазор. На заключительном этапе сборки устанавливают крышку 10 с запрессованным в нее штифтом 7 так, чтобы штифт вошел в отверстие гайки 8, обеспечивая ее фиксирование от самопроизвольного отвинчивания. Собранный узел поворачивают на 180° и крепят к задней крышке 11. После этого собранный подшипник устанавливают на вал (см. рис. 5), предварительно поместив в его паз шпонку 11, а в кольцевую выточку — резьбовое кольцо 2, положение которого зафиксировано штифтом 3. После установки подшипника проверяют равномерность прилегания уплотнительного кольца 10 и производят пробное прокручивание вала в подшипниках.
Основным критерием работоспособности подшипника скольжения является правильная установка подшипниковых опор, обеспечивающая их соосность. С этой целью при монтаже подшипниковых опор во время их предварительной установки применяют контрольный или макетный вал, относительно которого производится установка подшипниковых опор. Соосность подшипниковых опор можно проверить несколькими способами: эталонным валом; линейкой и щупом; струной и микрометрическим нутромером; оптическим методом.
Наиболее простой является проверка соосности при помощи эталонного вала, который при установке в подшипниковые опоры должен свободно проходить через все отверстия опор.
При контроле линейкой и щупом линейку прикладывают к стенкам вкладышей, а щупом контролируют зазор между линейкой и вкладышем каждой из опор (этим способом может быть проверена соосность подшипниковых опор, находящихся на расстоянии, не превышающем 2 м.
Контроль соосности подшипниковых опор, к которым не предъявляют высоких требований, осуществляют при помощи натянутой струны, которая служит геометрической осью проверяемых опор, и нутромера. Этот способ может быть использован как при вертикальном, так и при горизонтальном расположении подшипниковых опор.
Наибольшей точности контроля соосности подшипниковых опор удается добиться при использовании оптических методов с применением специальных приборов — телескопа и коллиматора.
Для контроля точности сборки отдельно стоящих подшипниковых опор применяют метод измерения нагрузок под каждой из опор при помощи динамометров, которые устанавливают в лапах опор, и по их показаниям регулируют положение осей. Этот метод применяют при контроле крупногабаритных подшипников.
Весьма часто в конструкциях машин и механизмов встречаются составные валы, т. е. валы, состоящие из двух, трех и более частей, В зависимости от конструкции механизма и требований, предъявляемых к точности взаимного расположения валов, применяют различные виды соединительных устройств — муфт. Основное назначение этих соединительных устройств — передача вращательного движения и крутящего момента без изменения его направления и величины.
Если в процессе работы валы должны быть постоянно соединены, то применяют жесткие и подвижные соединительные муфты, а если необходимо разъединение валов — то сцепные; для предохранения механизмов от перегрузок применяют предохранительные муфты. Для передачи движения в одном направлении широко применяют обгонные муфты, которые обеспечивают прекращение передачи вращательного движения при изменении его направления.
Конструкция жестких соединительных муфт.
Жесткие соединительные муфты различных конструкций (неподвижные глухие, втулочные, продольно- и поперечно-свертные) обеспечивают соединение валов с отклонением от соосности не более 0,05 мм.
Рис. 1. Жесткие муфты: а — неподвижная глухая: б—д — втулочные; е — продольно-свертная; ж — поперечно-свертная; 1 — полумуфта; 2 — стопорное кольцо; 3 — шпонка; 4 — болт
Неподвижные глухие муфты (рис. 1, а) применяют в приводах, работающих с переменной скоростью или в режиме частого пуска.
Втулочные муфты служат для соединения соосных валов при передаче крутящих моментов до 12 500 Н-м. Эти муфты могут быть соединены с валом при помощи штифтов (рис. 1, б); призматических (рис. 1, в) и сегментных (рис. 1, г) шпонок и шлицов (рис. 1, д).
Продольно-свертные муфты (рис. 1, е) применяют при соединении гладких валов при передаче крутящих моментов до 12500 Нм. Муфта состоит из двух полумуфт с плоскостью разъема параллельной оси вала, соединение осуществляется при помощи болтов.
Поперечно-свертные муфты (рис. 1, ж) применяют для соединения валов диаметром до 250 мм при передаваемом крутящем моменте до 40 000 Нм. Муфта состоит из двух полумуфт с плоскостью разъема, перпендикулярной оси вала, соединяемых между собой болтами.
Сборка жестких соединительных муфт.
Сборка жестких соединительных муфт начинается с контроля взаимного расположения соединяемых валов и размеров посадочных мест на валах и муфтах. После контроля соединяемых валов на них устанавливают соединительные муфты, фиксируя положение последних за счет штифтовых, шпоночных и шлицевых соединений, применяя в случае необходимости стопорные винты (для шпоночных и шлицевых соединений). При установке свертных муфт (продольных и поперечных) их положение на валах фиксируется при помощи соединения полумуфт болтами.
Конструкция подвижных соединительных муфт.
Подвижные соединительные (компенсирующие) муфты применяют в тех случаях, когда необходима компенсация незначительного отклонения соединяемых валов от соосности. В зависимости от величины допускаемого отклонения соединяемых валов от соосности применяют подвижные соединительные муфты различной конструкции: зубчатые, цепные и крестовые.
Рис. 2. Компенсирующие муфты: а — зубчатая; б — цепная; в — крестовая кулачково-дисковая; г — крестовая со скользящим вкладышем; 1 — обойма; 2 — полумуфта; 3 — звездочка; 4 — охватывающая цепь; 5 — кожух
Зубчатые муфты (рис. 2, а) состоят из двух полумуфт 2 с наружными зубьями, которые устанавливают на валах, фиксируя их положения при помощи шпоночного соединения. Зубья полумуфт находятся в зацеплении с внутренними зубьями двух обойм 1, которые соединяются между собой болтами. Компенсирующая способность зубчатых муфт определяется углом перекоса оси каждой полумуфты относительно обоймы и расстоянием между осями зубчатых венцов. Допускаемое смещение осей валов при соединении зубчатыми муфтами приведено в табл. 1.
Таблица 1. Допускаемые смещения осей валов при соединении зубчатыми муфтами:
Диаметр вала, мм
Радиальное смещение, мм
Угловое смещение, рад
Диаметр вала, мм
Радиальное смещение, мм
Угловое смещение, рад
40
0,4
0,0004
220
2,1
0,0021
50
0,6
0,0006
250
2,6
0,0026
60
0,8
0,0008
280
2,7
0,0027
75
1,0
0,0010
320
2,9
0,0029
90
1,2
0,0012
360
3,4
0,0034
105
1,3
0.0013
400
3,7
0,0037
120
1,5
0,0015
450
4,1
0,0041
140
1,6
0,0016
500
4,6
0,0046
160
1,7
0,0017
560
4,7
0,0047
180
1,9
0,0019
560
4,7
0,0047
Цепные муфты (рис. 2, б) состоят из двух звездочек 3, которые устанавливают на соединяемые валы при помощи шпонок, охватывающей цепи 4 и кожуха 5. Применяют эти муфты для соединения валов диаметром 20… 140 мм при передаче крутящих моментов до 8 000 Нм. Допускаемое смещение валов при соединении этими муфтами: радиальное — 0,15…0,70 мм; угловое — 1 °. К недостаткам цепных муфт следует отнести наличие угловых зазоров и мертвого хода, в результате чего они не могут применяться в реверсивных передачах, а также при больших динамических нагрузках.
Крестовые муфты допускают осевые, радиальные и угловые смещения соединяемых валов. Наибольшее распространение получили кулачково-дисковые крестовые муфты и крестовые муфты со скользящим вкладышем.
Крестовые кулачково-дисковые муфты (рис. 2, в) предназначены для соединения валов диаметром 16… 150 мм при передаче крутящих моментов до 16000 Нм. Эти муфты допускают угловое смещение валов до 0,5° и радиальное — 0,6…3,6 мм в зависимости от диаметра вала. Муфта состоит из трех частей: двух полумуфт, установленных на валах, и расположенного между ними промежуточного диска. Рабочие поверхности полумуфт и диска термически обработаны до твердости 46…50 HRC на глубину 2…3 мм. К достоинствам кулачковых муфт следует отнести способность компенсировать радиальное биение величиной до 0,04 диаметра вала. Недостатками этих муфт являются неудовлетворительная работа даже при незначительных угловых смещениях; повышенное изнашивание рабочих поверхностей; значительные потери на трение, что приводит к необходимости применения смазки.
Крестовые муфты со скользящим вкладышем (рис. 2, г) предназначены для соединения валов диаметром 15… 150 мм. Муфты допускают радиальное смещение осей соединяемых валов в пределах 0,4…2 мм и их перекос до 40′.
Сборка подвижных соединительных муфт.
Сборку подвижных соединительных муфт начинают с контроля деталей соединения. При выполнении контрольных операций проверяют соответствие отклонения соединяемых валов требованиям технических условий, а также формы и размеров посадочных мест валов и полумуфт требованиям чертежа. После этого оценивают визуально состояние соединительных элементов (зубьев обойм, полумуфт и звездочек, цепи, диска и вкладыша). Затем устанавливают на валах полумуфты, используя, как правило, призматические шпонки и соединительные элементы, обеспечивающие передачу вращательного движения от одной полумуфты к другой. Положение полумуфт на валах фиксируют стопорными винтами. Заключительным этапом сборки подвижных соединительных муфт является их проверка на радиальное биение.
Конструкция и сборка упругих соединительных муфт.
Упругие муфты применяют для уменьшения динамических нагрузок и предохранения соединяемых валов от резонансных колебаний. Эти муфты позволяют также компенсировать неточность взаимного положения соединяемых валов. К этому типу муфт относятся муфты втулочно-пальцевые; со звездочкой; с торообразной оболочкой; со змеевидной пружиной.
Рис. 3. Упругие муфты: а — втулочно-пальцевая; б — со звездочкой; в — с торообразной оболочкой; г — со змеевидной пружиной; 1,2 — полумуфты; 3 — соединительные пальцы; 4 — упругие кольца; 5 — шпонка; 6 — компенсационное кольцо; 7 — резьбовой конец установочного пальца; 8 — гайка
Упругие втулочно-пальцевые муфты (рис. 3, а) обеспечивают соединение валов диаметром 9… 160 мм, передающих крутящий момент до 16000 Нм. Муфта состоит из двух полумуфт, в одной из которых установлены упругие кольца. Соединяют полумуфты при помощи соединительных пальцев.
Сборку таких муфт начинают с контроля комплектующих деталей, проверяя размеры и форму посадочных мест на валах и полумуфтах 1 и 2 на соответствие требованиям чертежа. После этого в полумуфте 1 (с выточкой) сверлят и развертывают отверстия под соединительные пальцы 3. Затем соединяют полумуфты при помощи струбцин, ориентируя их взаимное положение по наружному диаметру.
Используя просверленные в полумуфте 1 отверстия в качестве кондуктора, сверлят отверстия в полумуфте 2. Далее следует удалить струбцины и рассверлить отверстия под упругие кольца в полумуфте 2. Закончив подготовительные операции приступают непосредственно к сборке пальцевой муфты. Полумуфты устанавливают на соединяемые валы, используя призматические шпонки. Затем на соединительные пальцы 3 устанавливают упругие кольца 4 и компенсационное кольцо 6 и вводят их в подготовленные отверстия в полумуфтах 1 и 2. На резьбовые концы 7 соединительных пальцев устанавливают шайбы и навертывают гайки 8, затягивая их и производя стопорение от возможного самопроизвольного отвинчивания. Заключительным этапом сборочной операции является проверка собранной муфты на радиальное и осевое биение.
Упругие муфты со звездочкой (рис. 3, б) состоят из двух полумуфт с торцевыми кулачками трапецеидального сечения и резиновой звездочки, устанавливаемой между ними. Такие муфты допускают максимальное радиальное смещение валов в пределах 0,1 …0,4 мм и угловое — 1… 1,5°.
Сборку этих муфт также начинают с контроля посадочных мест и установки полумуфт на валах с использованием шпоночного соединения. После чего устанавливают звездочку так, чтобы ее лучи вошли в пазы между полумуфтами. Фиксирование взаимного положения полумуфт осуществляется стопорными винтами.
Упругие муфты с торообразной оболочкой (рис. 3, в) состоят из двух полумуфт, упругой оболочки, имеющей форму автомобильной шины, и двух колец, обеспечивающих крепление оболочки к полумуфтам. Эти муфты допускают максимальное осевое смещение валов в пределах 1… 11 мм и угловое — 2…6°.
Сборка таких муфт также начинается с контроля комплектующих деталей. После проведения контрольных измерений на полумуфты устанавливают крепежные кольца, вводя в их отверстия установочные болты. Затем полумуфты устанавливают на валах, используя шпоночные соединения. Соединение полумуфт осуществляют при помощи торообразной оболочки, которую устанавливают на полумуфты и закрепляют при помощи крепежных болтов.
Упругие муфты со змеевидной пружиной (рис. 3, г) состоят из двух полумуфт с зубьями специальной формы, между которыми помещается изогнутая пружина, разделенная на несколько частей. Зубья и пружина снаружи закрываются кожухом, состоящим из двух половин, соединяемых между собой болтами. Кожух служит резервуаром для смазки и защищает муфту от загрязнения.
Сборка таких муфт начинается с контроля геометрических размеров и формы посадочных мест на валах и полумуфтах. После проведения контрольных операций на полумуфтах устанавливают кожухи, а полумуфты в сборе устанавливают на соединяемые валы, используя шпоночные соединения. Затем между зубьями полумуфт размещают отрезки змеевидной пружины и вводят смазочное масло. После этого составные части кожуха соединяют и скрепляют между собой болтами. Положение полумуфт на валах фиксируют стопорными винтами.
Конструкция и сборка обгонных муфт.
Обгонные муфты (рис. 4) передают вращение за счет сил трения, возникающих при заклинивании роликов между обоймой и звездочкой при одинаковом направлении вращения и их размыкании при реверсивном движении.
Фрикционная обгонная муфта с роликами состоит из обоймы 5, имеющей цилиндрическую гладкую внутреннюю поверхность, роликов 3, втулки 1 с пружиной 2, ограничивающей движение роликов, и звездочки 4.
Полости между внутренней цилиндрической поверхностью обоймы и внешней поверхностью звездочки суживаются в одном направлении, поэтому находящиеся в этих полостях ролики при вращательном движении звездочки на ведущем валу выталкиваются в суживающуюся часть полости и заклиниваются, т.е. их поверхности входят в прочный фрикционный контакт с поверхностью обоймы. В итоге обойма начинает вращаться в направлении вращения звездочки. В свою очередь обойма соединена с ведомым валом механизма, например при помощи шпонки. При изменении направления вращения ведущего вала ролики откатываются в широкую часть полости, и их контакт с внутренней поверхностью обоймы ослабевает настолько, что происходит размыкание обоймы и звездочки, т.е. передача вращательного движения звездочки на обойму прекращается.
Сборку фрикционной обгонной муфты после контроля параметров входящих в нее деталей начинают с запрессовки в отверстия звездочки 4 втулок 1 с последующим их развертыванием для восстановления номинальных геометрических размеров и формы (запрессовка производится только при сборке звездочек, у которых внутренний диаметр обоймы 5 составляет 80 или 100 мм). После напрессовывания втулок на ступицу звездочки устанавливают одну из ограничительных щек 8, фиксируя ее положение стопорным кольцом 7. Собранную звездочку устанавливают в обойму 5, размещая в ее отверстиях толкатели с пружинами. Далее на полках звездочки, установленной в обойму, размещают ролики и устанавливают вторую ограничительную щеку 8, положение которой фиксируется стопорным кольцом 7. На последнем этапе собранную муфту устанавливают на соединяемых валах, используя, как правило, шпоночное соединение.
Конструкция и сборка самоустанавливающихся угловых муфт.
Самоустанавливающиеся (карданные) угловые муфты (рис. 5) применяют для соединения валов, расположенных под углом. Работают они следующим образом. Вращение от ведущего вала 5 через ведущую вилку 4 передается на шарнирно связанную с ней крестовину 3. Крестовина имеет две цапфы, расположенные под углом 90° . С цапфами соединяется ведомая вилка 2, жестко связанная с ведомым валом 1. При работе муфты обе вилки и крестовина меняют свое положение, наклоняясь то в одну, то в другую сторону. При этом ведомый вал 1 при одной жесткой муфте будет вращаться неравномерно. Для того чтобы избежать неравномерного вращения вала, необходимо установить две такие муфты (рис. 6). Систему их двух угловых муфт называют карданной передачей.
Сборку карданной передачи (см. рис. 6) начинают с установки на карданный вал 4 фланцев 3 и 5, один из которых (фланец 3) жестко закрепляют на валу, а второй (фланец 5) может иметь осевое смещение вдоль вала. После установки фланцев на них жестко закрепляют вилки 2 и 6 болтами. Так как болты этого соединения передают крутящий момент, то они должны входить в отверстия фланцев и крестовин плотно и быть прочно затянуты гайками и зашплинтованы.
На следующем этапе сборочного процесса в крестовинах 1 и 7 устанавливают масленку 8 и предохранительный клапан в виде прокладки, ограничивающей давление масла, подаваемого внутрь крестовины. Далее на цапфы крестовин 1 и 7 напрессовывают сальниковые уплотнения и опорные кольца и устанавливают крестовины в сборе в вилках 2 и 6, закрывая крышками, закрепляемыми винтами.
Конструкция и сборка валов с шаровыми цапфами.
Соединение составных валов шаровыми цапфами используется в тех случаях, когда их оси значительно смещены и имеют большой перекос. Такое соединение валов осуществляется следующим образом (рис. 7), Кольца 1, закрепленные штифтами на шаровых цапфах 2, помещают в диаметральных пазах ведущей и ведомой втулок 6. Каждая из цапф имеет возможность поворачиваться в двух плоскостях, что компенсирует несовпадение осей ведущего и ведомого валов.
Сборка такого соединения начинается с установки на шейках валов переходных втулок 6 с диаметральными пазами. Затем в соединительный валик 5 запрессовывают неподвижную шаровую цапфу 2, которую закрепляют штифтами. После этого в отверстие соединительного валика 5 вводят пружину 4 и устанавливают подвижную цапфу, укрепляя ее штифтом 3. На обеих цапфах устанавливают кольца 1 и закрепляют их штифтами (оба кольца должны находиться в одной плоскости). Затем цапфы 2 с кольцами 1 устанавливают в диаметральных пазах втулок 6, закрепленных на соединяемых валах. После завершения сборки передачи проверяют зазор между торцами колец 1 и стенками пазов на втулках 6 (он должен быть не более 0,2 мм).
Конструкция и сборка гибких валов.
Гибкие валы применяют для передачи движения между составными валами, положение которых в процессе эксплуатации изменяется. Гибкий вал состоит из собственно вала, свитого из нескольких слоев проволоки, заключенного в защитную оболочку, и арматуры на его концах для присоединения к приводу и рабочему органу. В зависимости от величины нагрузки на гибкий вал различают нормальные и усиленные валы. Нормальный вал состоит из нескольких слоев проволоки, навитых прядями по 3—4 шт. Усиленный вал помимо слоев проволоки снабжен стальным сердечником диаметром 0,4…0,5 мм. Кроме того, слои проволоки на сердечнике навиты прядями по 2—12 шт. Число слоев проволоки зависит от крутящего момента. В зависимости от направления навивки верхнего слоя различают правые и левые гибкие валы. У валов правого вращения — левая навивка, и наоборот.
Оболочка гибкого вала представляет собой гибкий рукав, выполненный из стальной оцинкованной ленты с хлопчатобумажным уплотнением и внутренней спиралью из стальной сплющенной проволоки. Оболочка должна свободно надеваться на вал, защищая его от загрязнения и удерживая смазку.
Сборку составных валов с использованием гибкого вала (рис. 8) начинают с установки на его конце оболочки 2, соединяя их паянием твердым припоем. Затем на корпусе привода устанавливают кронштейн 4, к которому крепят хомутик 6 при помощи болта 5. После этого на валу привода устанавливают, используя шпоночное соединение, муфту 3 и соединяют ее с оболочкой 2 гибкого вала 1.
Для соединения валов как на ходу, так и во время остановки, когда требуются частые пуски и остановы, применяют сцепные муфты. К этому типу муфт относятся кулачковые, зубчатые и фрикционные муфты.
Кулачковые муфты (рис. 9, а) допускают включение только в неподвижном состоянии при определенных положениях одного из соединяемых валов относительно другого.
Сборку таких валов начинают с контроля их взаимного расположения и соответствия размеров и формы посадочных мест на валах 1 ив полумуфтах 2 и 3 требованиям чертежа, после чего осуществляют пригонку кулачков полумуфт. Затем производят установку полумуфт на валах, используя призматическую шпонку 7 для неподвижной полумуфты и направляющую 6 — для подвижной. Положение неподвижной полумуфты 2 фиксируют на валу с помощью стопорного кольца или стопорного винта (на рисунке не показаны). После установки полумуфт на валах осуществляют пригонку сухаря 4 рычага к пазу подвижной полумуфты 3 и соединяют полумуфту с сухарем. В заключении проверяют сцепляемость полумуфт, перемещая подвижную полумуфту в направлении неподвижной при помощи рычага 5.
Зубчатая муфта (рис. 9, б) состоит из двух полумуфт, представляющих собой зубчатые колеса с эвольвентным зацеплением. Одна полумуфта (правая) имеет наружные зубья и может перемещаться вдоль вала. На втором валу устанавливают полумуфту с внутренними зубьями (левую), которая крепится неподвижно. Такое положение полумуфт обеспечивает сцепление и расцепление соединяемых валов. Последовательность сборки таких полумуфт на валах такая же, как и кулачковых муфт.
Дисковые фрикционные муфты (рис. 9, в) применяют для уменьшения воздействия на валы ударных нагрузок, возникающих при эксплуатации машин и оборудования. Эти муфты обеспечивают передачу движения за счет сил трения.
Сборку таких муфт начинают с контроля взаимного расположения соединяемых валов и геометрических размеров и формы посадочных мест на валах и в отверстиях полумуфт требованиям чертежа. После выполнения контрольных операций переходят к установке ведущей 9 и ведомой 1 полумуфт на валы, используя для этого шпоночные соединения с призматическими шпонками. После установки полумуфт их проверяют на осевое и радиальное биение и вводят ведомый вал с установленной на нем полумуфтой в корпус ведущей полумуфты. Затем поочередно устанавливают ведущие 2 и ведомые 3 диски, заканчивая процесс установкой нажимного диска 4. После монтажа дисков переходят к сборке регулировочной гайки 5, для этого в ее прорезях устанавливают нажимные рычаги 8 на осях, которые после установки рычагов накернивают, чтобы избежать их самопроизвольного выпадения. Гайку в сборе устанавливают на ведомой полумуфте и затягивают до отказа, после чего ее постепенно отпускают так, чтобы обеспечить необходимый суммарный зазор между фрикционными дисками. Затем в отверстие гайки вводят фиксатор 6 так, чтобы он одновременно вошел в отверстие нажимного диска. В заключении на ведомый вал устанавливают скользящую (нажимную) втулку 7 механизма включения и регулируют ее положение для обеспечения передачи крутящего момента от ведущего вала к ведомому.
Конструкция и сборка предохранительных муфт.
Предохранительные муфты подразделяются на разрушаемые и неразрушаемые и предназначены для предохранения машин и механизмов от перегрузок. К предохранительным муфтам с неразрушающимися элементами относятся кулачковые, шариковые и дисковые. В этих конструкциях одна из полумуфт устанавливается на вал неподвижно, а вторая имеет некоторое осевое смещение. Усилие прижатия полумуфт создается пружинами и регулируется при помощи гаек. Когда передаваемое усилие превышает усилие, на которое отрегулирована пружина, подвижная полумуфта перемещается вдоль одного из соединяемых валов и передача движения прекращается.
У муфт с разрушающимися соединительными элементами, например штифтом, если величина передаваемого крутящего момента превысит допускаемую, происходит разрушение соединительного элемента и передача движения прекращается.
Предохранительная дисковая фрикционная муфта (рис. 10) предназначена для отключения вращения ведомого вала при возникновении перегрузок. Сборку таких муфт начинают с контроля формы и размеров посадочных мест вала и полумуфт требованиям чертежа, после чего ведомую и ведущую полумуфты устанавливают на вал, используя для этого шпоночные соединения, и проверяют установленные полумуфты на осевое и радиальное биение. Затем производят установку фрикционных дисков поочередно в ведомую и ведущую полумуфты. После монтажа фрикционных дисков на ведомую полумуфту устанавливают нажимной 3 и регулировочный 5 диски, размещая между ними пружины 4. На заключительном этапе сборки на ведомую полумуфту устанавливают регулировочную гайку 6 и затягивают ее с усилием, указанным в технических условиях. Для проверки качества сборки прикладывают к ведущей полумуфте крутящий момент больший номинального на величину, указанную в технических условиях (при этом ведомая полумуфта должна оставаться неподвижной).